Potrebbero piacerti anche
- Specifications Culender Head 3512 CatDocumento16 pagineSpecifications Culender Head 3512 CatAngel Theran Pardo75% (4)
- RT 200 Manual de Operación y MantenimientoDocumento342 pagineRT 200 Manual de Operación y MantenimientoLuis Enrique Peña100% (1)
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusDa EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNessuna valutazione finora
- Control Systems For Mobile Vehicles Catalogue 2016/2017Documento123 pagineControl Systems For Mobile Vehicles Catalogue 2016/2017ifm electronic100% (2)
- Machinery and Machine Guarding ProgramDocumento35 pagineMachinery and Machine Guarding ProgramBenson Harison MajabeNessuna valutazione finora
- GROB Siemens840D Probe CyclesDocumento476 pagineGROB Siemens840D Probe CycleslastowlNessuna valutazione finora
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Da EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Valutazione: 5 su 5 stelle5/5 (1)
- SMP For Vacuum PumpDocumento9 pagineSMP For Vacuum PumpSonratNessuna valutazione finora
- Manual Olimpus PDFDocumento64 pagineManual Olimpus PDFmachine_toolsNessuna valutazione finora
- Facom F08 PDFDocumento840 pagineFacom F08 PDFjplondon100% (1)
- DRV Masterdrives MC Catalog Da 65 3Documento224 pagineDRV Masterdrives MC Catalog Da 65 3bajricaNessuna valutazione finora
- E86060 k8220 A101 A8 7600Documento320 pagineE86060 k8220 A101 A8 7600Alexis ArayNessuna valutazione finora
- SIEMENS VDO-Sensores para Gestao de MotorDocumento131 pagineSIEMENS VDO-Sensores para Gestao de MotorJonathanNessuna valutazione finora
- Heidenhain TNC 640Documento24 pagineHeidenhain TNC 640WalkerMachineryNessuna valutazione finora
- ST80 Simenes CatalogDocumento276 pagineST80 Simenes CatalogKrunoslav HorvatNessuna valutazione finora
- Tomos4 Operating Manual PDFDocumento15 pagineTomos4 Operating Manual PDFEmir Jordamović100% (1)
- Siemens 840DDocumento688 pagineSiemens 840DClaudintoshNessuna valutazione finora
- Catalogo MICROMASTER PDFDocumento120 pagineCatalogo MICROMASTER PDFRicky MclaughlinNessuna valutazione finora
- L190 #3624 VmeDocumento590 pagineL190 #3624 Vmethierrylindo100% (2)
- Ifm Automotive Industry Catalogue 2013 2014Documento353 pagineIfm Automotive Industry Catalogue 2013 20141costin1Nessuna valutazione finora
- Dimetra Tetra Motorola PDFDocumento517 pagineDimetra Tetra Motorola PDFKLNessuna valutazione finora
- MIB 303S-13 - 303S-33 - Parts - 1997Documento42 pagineMIB 303S-13 - 303S-33 - Parts - 1997Centrifugal SeparatorNessuna valutazione finora
- Tos SN 32, 40, 50, 63, 71 C ModelsDocumento4 pagineTos SN 32, 40, 50, 63, 71 C ModelsWalkerMachinery100% (1)
- Tos SN 32, 40, 50, 63, 71 C ModelsDocumento4 pagineTos SN 32, 40, 50, 63, 71 C ModelsWalkerMachinery100% (1)
- Siemens Wincc FlexibleDocumento428 pagineSiemens Wincc FlexibleboteamarilloNessuna valutazione finora
- 04 Manual Tunning Milling 828DDocumento414 pagine04 Manual Tunning Milling 828Danon_2679395110% (1)
- Siemens Wincc FlexibleDocumento428 pagineSiemens Wincc Flexibleibrahim100% (1)
- SystemOverview R71 Rev DDocumento283 pagineSystemOverview R71 Rev DLeeNessuna valutazione finora
- Automation Technology For The Steel Industry Catalogue 2015/2016Documento269 pagineAutomation Technology For The Steel Industry Catalogue 2015/2016ifm electronicNessuna valutazione finora
- TS17-20-26-UK Flack ShmidtDocumento81 pagineTS17-20-26-UK Flack ShmidtKrum Kashavarov0% (1)
- Flender GamaFlenderBrochureDocumento16 pagineFlender GamaFlenderBrochurewillys8Nessuna valutazione finora
- Webasto Heavy Duty Plant Machinery CatalogueDocumento157 pagineWebasto Heavy Duty Plant Machinery CatalogueDavid ButlerNessuna valutazione finora
- DATRON AccessoriesDocumento96 pagineDATRON Accessorieshappydude7632Nessuna valutazione finora
- Automation Technology For The Wind Industry English 2014Documento27 pagineAutomation Technology For The Wind Industry English 2014ifm electronicNessuna valutazione finora
- Parker Compumotor PDFDocumento114 pagineParker Compumotor PDFismaellutz100% (1)
- Ifm Automation Technology Machine Tools Industry Catalogue 2014 2015 GBDocumento37 pagineIfm Automation Technology Machine Tools Industry Catalogue 2014 2015 GBifm electronicNessuna valutazione finora
- FTL Broschuere Fineblanking Technology enDocumento20 pagineFTL Broschuere Fineblanking Technology enVinod ChandranNessuna valutazione finora
- Bomba P13 y OtrosDocumento75 pagineBomba P13 y OtrosRonald Garcia100% (1)
- Horizontal Boring Mills: Specializing in PrecisionDocumento68 pagineHorizontal Boring Mills: Specializing in PrecisionsdgvcvNessuna valutazione finora
- Mann + Hummel EDM Filters For Wire and Sink ErosionDocumento24 pagineMann + Hummel EDM Filters For Wire and Sink ErosionJunaid AhmedNessuna valutazione finora
- Clifford Welding Systems - BrochureDocumento36 pagineClifford Welding Systems - BrochureJavier F. Via GiglioNessuna valutazione finora
- Catalogo Completo Servomotores SiemensDocumento224 pagineCatalogo Completo Servomotores SiemensFabricioST100% (1)
- Flatbed and Rotary DieDocumento10 pagineFlatbed and Rotary DieAliArababadi100% (2)
- 17-FRAMO Subm Cargo Pump-Planned Mainte SystDocumento5 pagine17-FRAMO Subm Cargo Pump-Planned Mainte Systarunrai78Nessuna valutazione finora
- Mohamed Harbaoui: Job SeekerDocumento9 pagineMohamed Harbaoui: Job SeekerMohamed HarbaouiNessuna valutazione finora
- MultiCam Corporate BrochureDocumento32 pagineMultiCam Corporate BrochureDaniel AustinNessuna valutazione finora
- How Do CNC Machines Work Tristar CNC Services GE Fanuc Parts and RepairDocumento2 pagineHow Do CNC Machines Work Tristar CNC Services GE Fanuc Parts and Repaircm_chemical81Nessuna valutazione finora
- Brochure - Petrol Station SystemsDocumento24 pagineBrochure - Petrol Station SystemsM Ahmed LatifNessuna valutazione finora
- Catalog Da51 2 MicromasterDocumento120 pagineCatalog Da51 2 MicromasterOsun Deji LanaNessuna valutazione finora
- D It Ron Precision Company OverviewDocumento22 pagineD It Ron Precision Company OverviewVishal Singh JaswalNessuna valutazione finora
- TruServices Ersatzteilkatalog 2014Documento76 pagineTruServices Ersatzteilkatalog 2014alecandro_90Nessuna valutazione finora
- Operating Instruction Miniflat ModuflatDocumento46 pagineOperating Instruction Miniflat ModuflatRelu ChiruNessuna valutazione finora
- System Scaffmarking MachineDocumento2 pagineSystem Scaffmarking MachineOrthodontic Clinic in DelhiNessuna valutazione finora
- Hyflo Company Brochure 2010 WebDocumento12 pagineHyflo Company Brochure 2010 WebsafinditNessuna valutazione finora
- Compumotor Step Motor and Servo Motor SyDocumento114 pagineCompumotor Step Motor and Servo Motor SyNawazSatvilkarNessuna valutazione finora
- MultiCADI R71RevCDocumento145 pagineMultiCADI R71RevCLeeNessuna valutazione finora
- Fluent 01 IntroDocumento19 pagineFluent 01 IntroxkarezNessuna valutazione finora
- Engien Plant Construction AutomationDocumento8 pagineEngien Plant Construction AutomationLTE002Nessuna valutazione finora
- Mitchell Estimating Ultramate v7 1230-08-2018Documento13 pagineMitchell Estimating Ultramate v7 1230-08-2018mandyschultz180897bik100% (44)
- Mitchell Estimating Ultramate v7 1230-08-2018Documento27 pagineMitchell Estimating Ultramate v7 1230-08-2018ravenlopez130887fbtNessuna valutazione finora
- Mitchell Estimating Ultramate v7 1230-08-2018Documento27 pagineMitchell Estimating Ultramate v7 1230-08-2018jessicawest220382przNessuna valutazione finora
- Users Manual GuideDocumento14 pagineUsers Manual GuidePAPACUNCUN100% (1)
- Industrial Machinery World Summary: Market Values & Financials by CountryDa EverandIndustrial Machinery World Summary: Market Values & Financials by CountryNessuna valutazione finora
- Oil Well, Refinery Machinery & Equipment Wholesale Revenues World Summary: Market Values & Financials by CountryDa EverandOil Well, Refinery Machinery & Equipment Wholesale Revenues World Summary: Market Values & Financials by CountryNessuna valutazione finora
- Commercial & Service Industry Machinery, Miscellaneous World Summary: Market Values & Financials by CountryDa EverandCommercial & Service Industry Machinery, Miscellaneous World Summary: Market Values & Financials by CountryNessuna valutazione finora
- Engineering Service Revenues World Summary: Market Values & Financials by CountryDa EverandEngineering Service Revenues World Summary: Market Values & Financials by CountryNessuna valutazione finora
- Commercial & Industrial Equipment Repair & Maintenance Revenues World Summary: Market Values & Financials by CountryDa EverandCommercial & Industrial Equipment Repair & Maintenance Revenues World Summary: Market Values & Financials by CountryNessuna valutazione finora
- The Cloud, a love story! Origin and family secrets of outsourcingDa EverandThe Cloud, a love story! Origin and family secrets of outsourcingNessuna valutazione finora
- HARTFORD "Mercury" Vertical Machining CenterDocumento1 paginaHARTFORD "Mercury" Vertical Machining CenterWalkerMachineryNessuna valutazione finora
- Niigata HN 80FC BrochureDocumento4 pagineNiigata HN 80FC BrochureWalkerMachineryNessuna valutazione finora
- Fagor 8055im ManualDocumento657 pagineFagor 8055im ManualWalkerMachinery100% (1)
- Fagor 8055 BrochureDocumento16 pagineFagor 8055 BrochureWalkerMachineryNessuna valutazione finora
- 6000-TWC-413 (CHW Hydraulic Balnce)Documento21 pagine6000-TWC-413 (CHW Hydraulic Balnce)darrenNessuna valutazione finora
- Blackmer Liquefied Gas Pumps & CompressorsDocumento16 pagineBlackmer Liquefied Gas Pumps & Compressorsthai tdNessuna valutazione finora
- Wheeled Excavator: Generation Operating Weight EngineDocumento24 pagineWheeled Excavator: Generation Operating Weight Enginepebi liveNessuna valutazione finora
- Install Manual For KEIHIN PE28Documento4 pagineInstall Manual For KEIHIN PE28effendi190% (1)
- Operating Instruction Miniflat ModuflatDocumento46 pagineOperating Instruction Miniflat ModuflatRelu ChiruNessuna valutazione finora
- Motor Hidráulico (Traslación) 16.30 Orbital OMEW 400 151H3097Documento16 pagineMotor Hidráulico (Traslación) 16.30 Orbital OMEW 400 151H3097IngenieriaNessuna valutazione finora
- DTC 12 Actuator Magnetic Clutch CircuitDocumento3 pagineDTC 12 Actuator Magnetic Clutch CircuitErln LimaNessuna valutazione finora
- In-Line 4 1-3-4-2: Back To ArticleDocumento2 pagineIn-Line 4 1-3-4-2: Back To ArticlemikeNessuna valutazione finora
- Final File ProjectDocumento21 pagineFinal File Projectparveenbilang100% (1)
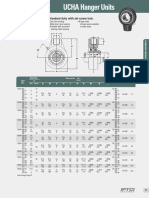
- UCHA Hanger Units: Standard Duty With Set Screw LockDocumento1 paginaUCHA Hanger Units: Standard Duty With Set Screw LockRicardo KharisNessuna valutazione finora
- Crusader Tune Up KitDocumento24 pagineCrusader Tune Up KitMarine Parts ChinaNessuna valutazione finora
- 10.manual de Instalacion y Mantenimiento, Pto (Power Take Off) PDFDocumento18 pagine10.manual de Instalacion y Mantenimiento, Pto (Power Take Off) PDFCamilo SanchezNessuna valutazione finora
- 98983Documento5 pagine98983Abg SepulNessuna valutazione finora
- Makita Ga4530Documento2 pagineMakita Ga4530Paulo Roberto SouzaNessuna valutazione finora
- Adjustment of The Compression BrakeDocumento2 pagineAdjustment of The Compression BrakeCarlos Juarez ChungaNessuna valutazione finora
- Service Bulletin Trucks: Special Tools, Group 5Documento9 pagineService Bulletin Trucks: Special Tools, Group 5mattkidoNessuna valutazione finora
- FT 00C03244 FiltroDocumento1 paginaFT 00C03244 FiltrocamiloayalaNessuna valutazione finora
- INTRODUCTIONDocumento16 pagineINTRODUCTIONnurul ainiNessuna valutazione finora
- Store Spare PartsDocumento544 pagineStore Spare Partsahmer baigNessuna valutazione finora
- 10161Documento74 pagine10161Roger Bassa Daunis100% (1)
- Inventory Control Mistakes Version 1Documento28 pagineInventory Control Mistakes Version 1NakkolopNessuna valutazione finora
- Union Special 61400ABDocumento16 pagineUnion Special 61400ABJared TylerNessuna valutazione finora