Potrebbero piacerti anche
- Guia Tecnica de Carbones Marca Helwing Carbon U.S PDFDocumento28 pagineGuia Tecnica de Carbones Marca Helwing Carbon U.S PDFmarvin17Nessuna valutazione finora
- Article PANTRAC Carbon BrushesDocumento24 pagineArticle PANTRAC Carbon BrushesOrleansNessuna valutazione finora
- Boring OperationDocumento9 pagineBoring Operation3pherNessuna valutazione finora
- DC Motor Brush Life White PaperDocumento11 pagineDC Motor Brush Life White PaperHamza TaherNessuna valutazione finora
- Cutting Tool Applications Chapter 10: Boring Operations and MachinesDocumento1 paginaCutting Tool Applications Chapter 10: Boring Operations and MachinesVikas SharmaNessuna valutazione finora
- Aeroflex Airflyte: Basic Slip Ring Design GuideDocumento6 pagineAeroflex Airflyte: Basic Slip Ring Design GuideSaran CoolNessuna valutazione finora
- Morgan - Carbon Brushes Technical Handbook PDFDocumento20 pagineMorgan - Carbon Brushes Technical Handbook PDFkamal_khan85Nessuna valutazione finora
- Busbar TightnessDocumento11 pagineBusbar Tightnesssanjeev267Nessuna valutazione finora
- CNC Pipe Bending - Technical NotesDocumento21 pagineCNC Pipe Bending - Technical NotesbaanaadiNessuna valutazione finora
- Ae 101 GBDocumento6 pagineAe 101 GBmoath1977Nessuna valutazione finora
- Product DesignDocumento36 pagineProduct DesignvkrishnarajNessuna valutazione finora
- Flange Hex Locknuts vs. Hex Locknuts - Benefits of The FlangeDocumento6 pagineFlange Hex Locknuts vs. Hex Locknuts - Benefits of The FlangeJereRAESNessuna valutazione finora
- Specification Guide for Carbon BrushesDocumento28 pagineSpecification Guide for Carbon BrushesbryuvarajNessuna valutazione finora
- Definition and Details of Flanges - Flange FacesDocumento6 pagineDefinition and Details of Flanges - Flange FacesNguyen ChuyenNessuna valutazione finora
- Prying Forces in The Bolts Become Significant When Ninety Percent of The YieldDocumento2 paginePrying Forces in The Bolts Become Significant When Ninety Percent of The YieldRC Dela RocaNessuna valutazione finora
- Sheet Metal ProcessesDocumento30 pagineSheet Metal ProcessesJagdish KolteNessuna valutazione finora
- How To Selelisjmsct Brushes For Motors and GenaeratorsDocumento16 pagineHow To Selelisjmsct Brushes For Motors and GenaeratorselecompinnNessuna valutazione finora
- Mitec1 03 2005Documento21 pagineMitec1 03 2005Sunilkumar ReddyNessuna valutazione finora
- Gear Shaving Process ExplainedDocumento8 pagineGear Shaving Process Explainedd_a0nNessuna valutazione finora
- 5 Basic Weld Joint Configurations ExplainedDocumento2 pagine5 Basic Weld Joint Configurations Explainedrahul063Nessuna valutazione finora
- 1477640117163-Carbon Brushes ALCODocumento7 pagine1477640117163-Carbon Brushes ALCOArunNessuna valutazione finora
- Renown Electric's Guide to Carbon BrushesDocumento14 pagineRenown Electric's Guide to Carbon BrushesFran jimenezNessuna valutazione finora
- Milling Tool DesignDocumento18 pagineMilling Tool DesignSiddharth DubeyNessuna valutazione finora
- Efficient Underpass Shaving Method for GearsDocumento7 pagineEfficient Underpass Shaving Method for GearsSunilkumar ReddyNessuna valutazione finora
- Design of Commutator and BrushesDocumento5 pagineDesign of Commutator and BrushesSam AndersonNessuna valutazione finora
- Theory of Metal CuttingDocumento10 pagineTheory of Metal CuttingHxn BhattiNessuna valutazione finora
- Figure 1 - Abrasive and Water Only Waterjet Cutting HeadsDocumento9 pagineFigure 1 - Abrasive and Water Only Waterjet Cutting HeadsAdiyogo Fauzien PrasetyoNessuna valutazione finora
- Driil CollersDocumento15 pagineDriil Collersamol modakNessuna valutazione finora
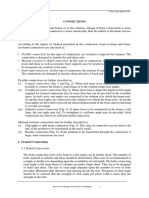
- Welded Connections: Chapter Twenty OneDocumento14 pagineWelded Connections: Chapter Twenty OnePaul RoqueNessuna valutazione finora
- DC Motor Brush LifeDocumento13 pagineDC Motor Brush LiferonfrendNessuna valutazione finora
- Flange FacingDocumento6 pagineFlange FacingDurjoy ChakrabortyNessuna valutazione finora
- Shaving cutter performance factorsDocumento3 pagineShaving cutter performance factorsbhageshlNessuna valutazione finora
- When to use positive and negative rake angles in machiningDocumento3 pagineWhen to use positive and negative rake angles in machiningKhalil AhmedNessuna valutazione finora
- Assumptions in Orthogonal CuttingDocumento1 paginaAssumptions in Orthogonal CuttingmotuandgoluNessuna valutazione finora
- Joining Methods: Tolerances: Fit Between PartsDocumento11 pagineJoining Methods: Tolerances: Fit Between PartsChiara RipaltiNessuna valutazione finora
- Bend Radius Bend Angle: Bending Is A Metal Forming Process in Which A Force Is Applied To A Piece of Sheet MetalDocumento8 pagineBend Radius Bend Angle: Bending Is A Metal Forming Process in Which A Force Is Applied To A Piece of Sheet MetalSassyNessuna valutazione finora
- Lecture 7-Plate GirdersDocumento44 pagineLecture 7-Plate GirdersBaraka GotoraNessuna valutazione finora
- Model Answers On Some QuestionsDocumento18 pagineModel Answers On Some QuestionsCharles OndiekiNessuna valutazione finora
- LevelerDocumento8 pagineLevelertheravikantNessuna valutazione finora
- Design Tips For Sheet Metal BendingDocumento2 pagineDesign Tips For Sheet Metal Bendingjitendertalwar1603Nessuna valutazione finora
- Why Is Rod Coating Still AroundDocumento9 pagineWhy Is Rod Coating Still AroundNestor PaitaNessuna valutazione finora
- Sheet Metal Bending-3Documento15 pagineSheet Metal Bending-3Sai Sujan100% (1)
- Beam Column ConnectionDocumento10 pagineBeam Column Connectionmaniram7Nessuna valutazione finora
- Conshear: Retrofit Replacement Blades For Oem Belt CleanersDocumento8 pagineConshear: Retrofit Replacement Blades For Oem Belt Cleanersmartinezjohan83Nessuna valutazione finora
- The Shape of The Cone of The Twist Drills Unit-2Documento5 pagineThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNessuna valutazione finora
- Milling Forces Formulas Optimize Quality ProfitDocumento6 pagineMilling Forces Formulas Optimize Quality ProfitmtdestaNessuna valutazione finora
- Pipe and Tube Bending PrinciplesDocumento5 paginePipe and Tube Bending PrinciplesPravin SatheNessuna valutazione finora
- Working Principle of Ultrasonic MachiningDocumento7 pagineWorking Principle of Ultrasonic MachiningYogesh KandaNessuna valutazione finora
- Multi Point Cutting Tool Design PDFDocumento73 pagineMulti Point Cutting Tool Design PDFsrutiiNessuna valutazione finora
- Built Up ColumnsDocumento28 pagineBuilt Up ColumnsSuneesh PNessuna valutazione finora
- Bending (Metalworking)Documento7 pagineBending (Metalworking)semizxxxNessuna valutazione finora
- Bending (Metalworking)Documento7 pagineBending (Metalworking)Odebiyi StephenNessuna valutazione finora
- Production Drawing & Pracctice Lab ManualDocumento23 pagineProduction Drawing & Pracctice Lab ManualVenkateswar Reddy Mallepally88% (8)
- Research Inventy: International Journal of Engineering and ScienceDocumento6 pagineResearch Inventy: International Journal of Engineering and ScienceresearchinventyNessuna valutazione finora
- Study of Manufacturing of Steam Turbine BladeDocumento54 pagineStudy of Manufacturing of Steam Turbine BladeVijay Sekhar100% (1)
- Copper Bus Bar Jointing MethodDocumento9 pagineCopper Bus Bar Jointing MethodDheeraj SharmaNessuna valutazione finora
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderDa EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderValutazione: 5 su 5 stelle5/5 (2)
- Synopsis Speed BreakersDocumento2 pagineSynopsis Speed BreakersAkshay SinghNessuna valutazione finora
- Synopsis Speed BreakersDocumento2 pagineSynopsis Speed BreakersAkshay SinghNessuna valutazione finora
- Electric Traction Systems ExplainedDocumento9 pagineElectric Traction Systems ExplainedAkshay SinghNessuna valutazione finora
- The 7 Chakras: Description and AssociationsDocumento14 pagineThe 7 Chakras: Description and AssociationsAkshay SinghNessuna valutazione finora
- The 7 Chakras: Description and AssociationsDocumento14 pagineThe 7 Chakras: Description and AssociationsAkshay SinghNessuna valutazione finora
- Pneumatic InstrumentationDocumento5 paginePneumatic Instrumentationabhijith_r5060Nessuna valutazione finora
- Trailing Dimmer U2102BDocumento19 pagineTrailing Dimmer U2102BsamitinjayNessuna valutazione finora
- Title Experiment 8: Electrical Circuit A. Measure Voltage, Current, Power & Resistance in The Direct Current (DC) CircuitDocumento24 pagineTitle Experiment 8: Electrical Circuit A. Measure Voltage, Current, Power & Resistance in The Direct Current (DC) CircuitPurawin SubramaniamNessuna valutazione finora
- Grounding and Bonding - OkDocumento4 pagineGrounding and Bonding - Okcharles.chaderton2125Nessuna valutazione finora
- Railway Line Transmission Line ParametersDocumento14 pagineRailway Line Transmission Line ParametersIsuru Premaratne100% (1)
- Geep 114Documento5 pagineGeep 114Rizwan AlamNessuna valutazione finora
- 12 Physics HonorsDocumento24 pagine12 Physics HonorsSamNessuna valutazione finora
- Load Encroachment Final 12-7-05Documento9 pagineLoad Encroachment Final 12-7-05SIQbal84Nessuna valutazione finora
- Defence Standard 59-411 Part 2 Issue 1Documento40 pagineDefence Standard 59-411 Part 2 Issue 1John McDowallNessuna valutazione finora
- O Maior Vendedor Do Mundo - Og MandinoDocumento72 pagineO Maior Vendedor Do Mundo - Og MandinoNicacio LucenaNessuna valutazione finora
- Compilation of Lab Activity No. 6Documento113 pagineCompilation of Lab Activity No. 6Anthony CortezNessuna valutazione finora
- Sanyo 2250mah UR18650ADocumento1 paginaSanyo 2250mah UR18650AStreet_skNessuna valutazione finora
- Physics SPM Paper 1, 2 and 3 Tips - 153 DEFINITION and AnswerDocumento6 paginePhysics SPM Paper 1, 2 and 3 Tips - 153 DEFINITION and AnswerCikgu Faizal75% (4)
- H721xC H921 d0115Documento2 pagineH721xC H921 d0115Laurence MalanumNessuna valutazione finora
- Arihant NEET Objective Physics Volume 2 by DC Pandey 2022 EditionDocumento945 pagineArihant NEET Objective Physics Volume 2 by DC Pandey 2022 EditionWaris WazirNessuna valutazione finora
- Semiconductor Bridge (SCB) Based Highly Reliable, Safe and Ultra-Fast Initiator For Fighter Aircraft and Advanced ArmamentsDocumento6 pagineSemiconductor Bridge (SCB) Based Highly Reliable, Safe and Ultra-Fast Initiator For Fighter Aircraft and Advanced ArmamentsVirendra Kumar VermaNessuna valutazione finora
- Written ReportDocumento45 pagineWritten ReportowenNessuna valutazione finora
- TutorialDocumento149 pagineTutorialbrijal100% (1)
- Instrument TransformerDocumento63 pagineInstrument Transformerlavanyaganesh8367% (3)
- 10 ElectricityDocumento22 pagine10 Electricity이다연Nessuna valutazione finora
- SCAR10Documento3 pagineSCAR10Sukant BhattacharyaNessuna valutazione finora
- Linear DC MotorDocumento13 pagineLinear DC MotorrahulkudluNessuna valutazione finora
- Subsea Electrical VoltageDocumento30 pagineSubsea Electrical VoltageCandice Williams100% (2)
- The Maharaja Sayajirao University of Baroda: (Core)Documento12 pagineThe Maharaja Sayajirao University of Baroda: (Core)VestineoNessuna valutazione finora
- 02 AC Circuit Analysis1-Q&SDocumento13 pagine02 AC Circuit Analysis1-Q&SdonaldNessuna valutazione finora
- Electronics Interview QuestionsDocumento8 pagineElectronics Interview QuestionsshyamNessuna valutazione finora
- Lecture Presentaion On Generator, Transformer, Motor and Transmission Line ProtectionDocumento44 pagineLecture Presentaion On Generator, Transformer, Motor and Transmission Line Protectionzeeshanraja100% (1)
- Melt Off RatesDocumento16 pagineMelt Off RatesleigorsvatNessuna valutazione finora
- UAE University Electric Circuits Chapter SummaryDocumento362 pagineUAE University Electric Circuits Chapter SummaryPattem KedarnathNessuna valutazione finora
- Magnetophoresis and Electromagnetophoresis of Microparticles in LiquidsDocumento7 pagineMagnetophoresis and Electromagnetophoresis of Microparticles in Liquids3issazakaNessuna valutazione finora