Potrebbero piacerti anche
- Fransız Elektrot Firması Seçim TablosuDocumento60 pagineFransız Elektrot Firması Seçim TablosuSuphi Yüksel100% (2)
- EN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadDocumento1 paginaEN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadSuphi YükselNessuna valutazione finora
- Gupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Documento108 pagineGupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Suphi YükselNessuna valutazione finora
- DIN 982 Fiberli AltiKöşe Yüksek Somunlar SpecificationsDocumento1 paginaDIN 982 Fiberli AltiKöşe Yüksek Somunlar SpecificationsSuphi YükselNessuna valutazione finora
- Fiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Documento1 paginaFiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Suphi YükselNessuna valutazione finora
- Einschlaganker Drop in Anchor: Çakma DübelDocumento16 pagineEinschlaganker Drop in Anchor: Çakma DübelSuphi YükselNessuna valutazione finora
- 10512Documento1 pagina10512Suphi YükselNessuna valutazione finora
- DIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Documento1 paginaDIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Suphi YükselNessuna valutazione finora
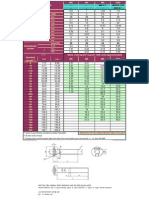
- P (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeDocumento1 paginaP (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeSuphi YükselNessuna valutazione finora
- DIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertDocumento1 paginaDIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertSuphi YükselNessuna valutazione finora
- Thread Size Chart for Metric Hex Nuts (M6 to M20Documento1 paginaThread Size Chart for Metric Hex Nuts (M6 to M20Suphi YükselNessuna valutazione finora
- 34801Documento1 pagina34801Suphi YükselNessuna valutazione finora
- DIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarDocumento1 paginaDIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarSuphi YükselNessuna valutazione finora
- DIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Documento1 paginaDIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Suphi YükselNessuna valutazione finora
- M8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Documento1 paginaM8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Suphi YükselNessuna valutazione finora
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDocumento1 paginaMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselNessuna valutazione finora
- Outokumpu Stainless Steel HandbookDocumento92 pagineOutokumpu Stainless Steel HandbookcutefrenzyNessuna valutazione finora
- P B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinDocumento1 paginaP B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinSuphi YükselNessuna valutazione finora
- Solutions Guide: The Choice of Master CraftsmenDocumento20 pagineSolutions Guide: The Choice of Master CraftsmenSuphi YükselNessuna valutazione finora
- Thread Size Chart for Metric Bolts M5 to M16Documento1 paginaThread Size Chart for Metric Bolts M5 to M16Suphi YükselNessuna valutazione finora
- 1665Documento1 pagina1665Suphi YükselNessuna valutazione finora
- Storage Tanks Made of SteelDocumento6 pagineStorage Tanks Made of SteelHakan Şahinoğlu100% (1)
- Mass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadDocumento1 paginaMass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadSuphi YükselNessuna valutazione finora
- 6921Documento1 pagina6921Suphi YükselNessuna valutazione finora
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDocumento1 paginaMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselNessuna valutazione finora
- Ref. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinDocumento1 paginaRef. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinSuphi YükselNessuna valutazione finora
- A Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Documento1 paginaA Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Suphi YükselNessuna valutazione finora
- SKF Bearing Installation and MaintenanceDocumento146 pagineSKF Bearing Installation and MaintenanceDefinal ChaniagoNessuna valutazione finora
- Thread Size Dimensions Chart for M12, M16, M20 BoltsDocumento1 paginaThread Size Dimensions Chart for M12, M16, M20 BoltsSuphi YükselNessuna valutazione finora
- SMAW PowerpointDocumento28 pagineSMAW PowerpointShankar Gurusamy100% (3)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Industrial Diesel Engine: TNV DI SeriesDocumento2 pagineIndustrial Diesel Engine: TNV DI SeriesJohn GarnetNessuna valutazione finora
- SAP Ariba Buying and Invoicing - 2Documento1 paginaSAP Ariba Buying and Invoicing - 2sshah2112Nessuna valutazione finora
- Apqp Pro 8.3 Process Development PlanningDocumento7 pagineApqp Pro 8.3 Process Development PlanningMattNessuna valutazione finora
- Optional Fuel Pre Filter PARKER 16V4000Documento3 pagineOptional Fuel Pre Filter PARKER 16V4000Andres HuertaNessuna valutazione finora
- PM and PDM EfectivenessDocumento4 paginePM and PDM Efectivenessmongej29Nessuna valutazione finora
- Résumé - Jared McGowanDocumento2 pagineRésumé - Jared McGowangoduke137Nessuna valutazione finora
- Time Table of GDR (German Democratic Republic) Interchangeable Lenses For 35 MM Cameras ©Documento3 pagineTime Table of GDR (German Democratic Republic) Interchangeable Lenses For 35 MM Cameras ©sgalaxys5660Nessuna valutazione finora
- OPM Inventory Transfer APIDocumento6 pagineOPM Inventory Transfer APIsergio_infante_14Nessuna valutazione finora
- History of Space ExplorationDocumento11 pagineHistory of Space ExplorationSiddharth RajpriyeNessuna valutazione finora
- MercruiserfuelsystemDocumento16 pagineMercruiserfuelsystemwguenonNessuna valutazione finora
- Inhaler Brochure 2015 Concise VersionDocumento40 pagineInhaler Brochure 2015 Concise VersionJan WyrwasNessuna valutazione finora
- Sika®-Waterstop GDocumento4 pagineSika®-Waterstop Gvertigo100% (1)
- Management Information System of Event Organizer: I Made Gede Yudiyana, Andrew Sumichan, Ni Wayan Sri AriyaniDocumento7 pagineManagement Information System of Event Organizer: I Made Gede Yudiyana, Andrew Sumichan, Ni Wayan Sri AriyaniGame GMNessuna valutazione finora
- User Requirement Specification (URS) of EquipmentsDocumento2 pagineUser Requirement Specification (URS) of EquipmentsAshish Mittal0% (1)
- Quality Stage TutorialDocumento62 pagineQuality Stage TutorialAndrew Patterson100% (3)
- Case Study ChryslerDocumento10 pagineCase Study ChryslerShatesh Kumar ChandrahasanNessuna valutazione finora
- Ebm-Papst 6318 - 19HPU Server - Round Fan 6318 - 19HPU - PCHubDocumento2 pagineEbm-Papst 6318 - 19HPU Server - Round Fan 6318 - 19HPU - PCHubBruno NascimentoNessuna valutazione finora
- Bluefield State College - Blue and Gold - Volume XI Number 1Documento16 pagineBluefield State College - Blue and Gold - Volume XI Number 1bluefieldstateNessuna valutazione finora
- VPO - Safe.3.01.04.12 Electrical Safety Management Contractor GuidelinesDocumento3 pagineVPO - Safe.3.01.04.12 Electrical Safety Management Contractor GuidelinesВладимирNessuna valutazione finora
- DevOps 2018 ReportDocumento46 pagineDevOps 2018 ReportSaitej0% (1)
- Karnam Char S/O Sheshagiri Rao No 96 10 TH Cross 12Th Main Raghavendra Block Srinagar BangaloreDocumento19 pagineKarnam Char S/O Sheshagiri Rao No 96 10 TH Cross 12Th Main Raghavendra Block Srinagar BangaloreRaghava RaghavendraNessuna valutazione finora
- Design Principles and Criteria Marine Structures ISSC 2006Documento79 pagineDesign Principles and Criteria Marine Structures ISSC 2006Nabil Al-KhirdajiNessuna valutazione finora
- List Applicable WPS StructureDocumento7 pagineList Applicable WPS StructureFerdie OSNessuna valutazione finora
- Rele Minicas IIDocumento18 pagineRele Minicas IIOscar Ernesto RamírezNessuna valutazione finora
- All About CarsDocumento16 pagineAll About Carsapi-255581071Nessuna valutazione finora
- Uap Doc 202Documento35 pagineUap Doc 202Ar GallyNessuna valutazione finora
- HR & Supplier TeamsDocumento16 pagineHR & Supplier TeamsRomy HerwandiNessuna valutazione finora
- Hydraulic Machinery: Pumps, Turbines..Documento60 pagineHydraulic Machinery: Pumps, Turbines..shunmugaNessuna valutazione finora
- Process Parameters Optimization of CNC Turning Machine For Aluminium Alloy Using Taguchi MethodDocumento4 pagineProcess Parameters Optimization of CNC Turning Machine For Aluminium Alloy Using Taguchi MethodesatjournalsNessuna valutazione finora
- SECTION 16050 Basic Electrical Materials and MethodsDocumento18 pagineSECTION 16050 Basic Electrical Materials and MethodsAyman SaberNessuna valutazione finora