Potrebbero piacerti anche
- WRC 412 Repair Welding CRDocumento3 pagineWRC 412 Repair Welding CRAnonymous nw5AXJqjd25% (4)
- Api 570Documento1 paginaApi 570JayeshNessuna valutazione finora
- Chemistry Term 1 Cheat Notes by Bharat Panchal SirDocumento19 pagineChemistry Term 1 Cheat Notes by Bharat Panchal SirThe Emperor Gaming100% (3)
- Ipc2012 90242Documento8 pagineIpc2012 90242Marcelo Varejão CasarinNessuna valutazione finora
- PWHT For T 23 PanelDocumento12 paginePWHT For T 23 PanelSrinivasaNessuna valutazione finora
- Transient High-Frequency Welding Simulations of Dual-Phase SteelsDocumento9 pagineTransient High-Frequency Welding Simulations of Dual-Phase Steelsc131508Nessuna valutazione finora
- Analysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming ToolsDocumento23 pagineAnalysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming Toolsl_aguilar_mNessuna valutazione finora
- Eliminating Post-Weld Heat Treatment in Repair Welding by Temper Bead TechniqueDocumento9 pagineEliminating Post-Weld Heat Treatment in Repair Welding by Temper Bead TechniqueSyarief NahdiNessuna valutazione finora
- Component Repair Using Laser Direct Metal DepositionDocumento10 pagineComponent Repair Using Laser Direct Metal DepositionelmiraNessuna valutazione finora
- Effect of Welding Sequence and The Transverse GeomDocumento18 pagineEffect of Welding Sequence and The Transverse GeomAris WicaksonoNessuna valutazione finora
- Artilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertiesDocumento8 pagineArtilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertieswholenumberNessuna valutazione finora
- 11 2002 BANG SDocumento10 pagine11 2002 BANG SsumoomusNessuna valutazione finora
- Get WRC Bulletin 506 Half Bead Temper BeadDocumento1 paginaGet WRC Bulletin 506 Half Bead Temper BeadMichael Sanders0% (1)
- Weld Repair of Grade 91 Piping and Components in PDocumento27 pagineWeld Repair of Grade 91 Piping and Components in PKyi HanNessuna valutazione finora
- Journal of Materials Processing TechnologyDocumento8 pagineJournal of Materials Processing TechnologyHARIMETLYNessuna valutazione finora
- Ipc2012 90337Documento6 pagineIpc2012 90337Marcelo Varejão CasarinNessuna valutazione finora
- 3 13Documento8 pagine3 13pitoulabeteNessuna valutazione finora
- Lifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Documento6 pagineLifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Costas AggelidisNessuna valutazione finora
- Journal of Materials Processing Technology: Se-Yun Hwang, Yooil Kim, Jang-Hyun LeeDocumento12 pagineJournal of Materials Processing Technology: Se-Yun Hwang, Yooil Kim, Jang-Hyun LeeGrantHermanNessuna valutazione finora
- Weld Repair For Pressure Vessels Made From Cr-Mo SteelsDocumento8 pagineWeld Repair For Pressure Vessels Made From Cr-Mo SteelsVedad ColakNessuna valutazione finora
- Some Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesDocumento10 pagineSome Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesmsdoharNessuna valutazione finora
- Maj Et Al-2018-International Journal of Material FormingDocumento10 pagineMaj Et Al-2018-International Journal of Material FormingPiotr MajNessuna valutazione finora
- Optimizing Tensile Strength of Low-Alloy Steel Joints in Upset WeldingDocumento5 pagineOptimizing Tensile Strength of Low-Alloy Steel Joints in Upset Weldingabraham silva hernandezNessuna valutazione finora
- XIII 2272 90r2Documento14 pagineXIII 2272 90r2DavisTranNessuna valutazione finora
- Advanced Modelling and TestingDocumento43 pagineAdvanced Modelling and TestingSanjoo PaddeaNessuna valutazione finora
- Investigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDFDocumento10 pagineInvestigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDF55312714Nessuna valutazione finora
- Unit-4 Unconventional Manufacturing ProcessDocumento18 pagineUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- Ultrasonic Inspection of Pipeline Split-TeesDocumento8 pagineUltrasonic Inspection of Pipeline Split-TeesEhab SaadNessuna valutazione finora
- Stresses in Repair Welding of High-Strength Steels-Part 2: Heat Control and Stress OptimizationDocumento15 pagineStresses in Repair Welding of High-Strength Steels-Part 2: Heat Control and Stress OptimizationengineeringNessuna valutazione finora
- Dumkal Institute of Engineering & TechnologyDocumento6 pagineDumkal Institute of Engineering & TechnologyabcNessuna valutazione finora
- FCAW Temper Bead Iamot - OrgDocumento7 pagineFCAW Temper Bead Iamot - OrgClaudia MmsNessuna valutazione finora
- Analysis of Boiler Tube FailureDocumento6 pagineAnalysis of Boiler Tube FailureInternational Journal of Innovative Science and Research Technology100% (1)
- Temper Bead TechniqueDocumento4 pagineTemper Bead TechniqueOctavio ChableNessuna valutazione finora
- Evaluation of AISI 4140 Steel Repair Without Post-WeldDocumento8 pagineEvaluation of AISI 4140 Steel Repair Without Post-WeldVidaurriNessuna valutazione finora
- Tensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazDocumento9 pagineTensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazMarcelo Varejão CasarinNessuna valutazione finora
- A1010 WeldingDocumento20 pagineA1010 WeldingCurious RajNessuna valutazione finora
- T 91 WeldingDocumento12 pagineT 91 WeldingMohammad KhaliquzzamaNessuna valutazione finora
- Effect of Welding Parameters On Microstructure and Mechanical Properties of Mild Steel Components Produced by WAAMDocumento16 pagineEffect of Welding Parameters On Microstructure and Mechanical Properties of Mild Steel Components Produced by WAAMNicollasNessuna valutazione finora
- GBidron JMatProcTechDocumento16 pagineGBidron JMatProcTechKue DroidNessuna valutazione finora
- Cold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline WeldingDocumento3 pagineCold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline Weldingargentino_ar01Nessuna valutazione finora
- Welding DissertationDocumento5 pagineWelding DissertationCustomWrittenPapersClarksville100% (1)
- De Aqui Vas A Sacar El Caso de Estudio de SoldaduraDocumento16 pagineDe Aqui Vas A Sacar El Caso de Estudio de Soldadurakaren villalobo sierraNessuna valutazione finora
- Eddy Current MeasurementsDocumento4 pagineEddy Current MeasurementsBassam AbdelazeemNessuna valutazione finora
- Hot TapDocumento11 pagineHot TapsumanNessuna valutazione finora
- Twi PWHT PDFDocumento10 pagineTwi PWHT PDFvtbkNessuna valutazione finora
- Integrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFDocumento8 pagineIntegrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFSatya RaoNessuna valutazione finora
- Characterization of Elevated Temperature Mechanical Properties of Butt-Welded Connections Made With HS Steel Grade S420MDocumento6 pagineCharacterization of Elevated Temperature Mechanical Properties of Butt-Welded Connections Made With HS Steel Grade S420MzhangjlNessuna valutazione finora
- Yoon 2015Documento35 pagineYoon 2015Trushar ParmarNessuna valutazione finora
- Jsa 372Documento19 pagineJsa 372Alok SinghNessuna valutazione finora
- 10.1.1.144.9002 SW FatigueDocumento13 pagine10.1.1.144.9002 SW Fatigueb_wooNessuna valutazione finora
- New Welding Tubular Joint Used For JacketDocumento6 pagineNew Welding Tubular Joint Used For JacketTien Hong DoNessuna valutazione finora
- Asme CTOD FractureDocumento10 pagineAsme CTOD FractureJim GrayNessuna valutazione finora
- 10 1016@j Msea 2006 10 161Documento9 pagine10 1016@j Msea 2006 10 161Reyna RoblesNessuna valutazione finora
- Analisis Por Elementos FinitosDocumento6 pagineAnalisis Por Elementos FinitosEnriqueGDNessuna valutazione finora
- Weld Failures in Sleeve Reinforcements of Pipelines: J.L. Otegui, A. Rivas, C. Manfredi, C. MartinsDocumento17 pagineWeld Failures in Sleeve Reinforcements of Pipelines: J.L. Otegui, A. Rivas, C. Manfredi, C. Martinsamin110110Nessuna valutazione finora
- Heat Pipe ThesisDocumento7 pagineHeat Pipe Thesisbrookelordmanchester100% (2)
- The Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCBDocumento5 pagineThe Effect of Repeated Post-Weld Heat Treatment On Low-Carbon Steel ASTM A216WCB78858799Nessuna valutazione finora
- Electron Beam Welding of Micro-Housings With Dissimilar Metals For Electronic CircuitsDocumento3 pagineElectron Beam Welding of Micro-Housings With Dissimilar Metals For Electronic CircuitsAbhishek KumarNessuna valutazione finora
- Fabricated Turbine Rotors - Advanced Steam Turbines: Report No. COAL R265 DTI/Pub URN 04/1798Documento21 pagineFabricated Turbine Rotors - Advanced Steam Turbines: Report No. COAL R265 DTI/Pub URN 04/1798koohestani_afshinNessuna valutazione finora
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDa EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNessuna valutazione finora
- How to prepare Welding Procedures for Oil & Gas PipelinesDa EverandHow to prepare Welding Procedures for Oil & Gas PipelinesValutazione: 5 su 5 stelle5/5 (1)
- Pace CriteriaDocumento3 paginePace CriteriaAnat HershkovitzNessuna valutazione finora
- Aviva Pharmacist Liability Insurance Application 1Documento3 pagineAviva Pharmacist Liability Insurance Application 1Anat HershkovitzNessuna valutazione finora
- 1 - Adm-880cDocumento2 pagine1 - Adm-880cAnat Hershkovitz100% (1)
- 7 - HDM-250Documento2 pagine7 - HDM-250Anat HershkovitzNessuna valutazione finora
- 3 - Adm-860cDocumento2 pagine3 - Adm-860cAnat HershkovitzNessuna valutazione finora
- WeldingofStainlesssSteelandotherJoiningMethods 9002Documento0 pagineWeldingofStainlesssSteelandotherJoiningMethods 9002jvs11021102Nessuna valutazione finora
- Pace CriteriaDocumento3 paginePace CriteriaAnat HershkovitzNessuna valutazione finora
- 78 138 1 SMDocumento9 pagine78 138 1 SMAnat HershkovitzNessuna valutazione finora
- Crane Rails DIN536Documento1 paginaCrane Rails DIN536civil27Nessuna valutazione finora
- 78 138 1 SMDocumento9 pagine78 138 1 SMAnat HershkovitzNessuna valutazione finora
- DS67C Foreword PDFDocumento8 pagineDS67C Foreword PDFAnat HershkovitzNessuna valutazione finora
- API - 570 - Inspector - Job - Description PDFDocumento2 pagineAPI - 570 - Inspector - Job - Description PDFAnat HershkovitzNessuna valutazione finora
- DS67C Foreword PDFDocumento8 pagineDS67C Foreword PDFAnat HershkovitzNessuna valutazione finora
- DS67C Foreword PDFDocumento8 pagineDS67C Foreword PDFAnat HershkovitzNessuna valutazione finora
- DS67C Foreword PDFDocumento8 pagineDS67C Foreword PDFAnat HershkovitzNessuna valutazione finora
- Crane Rails DIN536Documento1 paginaCrane Rails DIN536civil27Nessuna valutazione finora
- Duplex Stainless SteelsDocumento4 pagineDuplex Stainless SteelsAli ClubistNessuna valutazione finora
- API - 570 - Inspector - Job - Description PDFDocumento2 pagineAPI - 570 - Inspector - Job - Description PDFAnat HershkovitzNessuna valutazione finora
- API - 570 - Inspector - Job - Description PDFDocumento2 pagineAPI - 570 - Inspector - Job - Description PDFAnat HershkovitzNessuna valutazione finora
- The API 579 Fitness-for-Service Standard - The Current State of Technology and A Ten Year Look AheadDocumento32 pagineThe API 579 Fitness-for-Service Standard - The Current State of Technology and A Ten Year Look AheadthiagopontualNessuna valutazione finora
- Energy:: Natural GasDocumento114 pagineEnergy:: Natural GasTheCapitol.Net50% (2)
- SKF Bolt-Tightening HandbookDocumento44 pagineSKF Bolt-Tightening Handbookcmms88100% (4)
- Energy:: Natural GasDocumento114 pagineEnergy:: Natural GasTheCapitol.Net50% (2)
- Tube Pipe Benders RDB SeriesDocumento8 pagineTube Pipe Benders RDB SeriesTitus MunteanNessuna valutazione finora
- Tube Pipe Benders RDB SeriesDocumento8 pagineTube Pipe Benders RDB SeriesTitus MunteanNessuna valutazione finora
- Zatout RDB350Documento2 pagineZatout RDB350Anat HershkovitzNessuna valutazione finora
- Sspc-Pa 14Documento6 pagineSspc-Pa 14Anonymous rYZyQQot5580% (5)
- May 29, 1945-L. H. B. Beer 2,377,175Documento11 pagineMay 29, 1945-L. H. B. Beer 2,377,175Victor Von DoomNessuna valutazione finora
- Owner'S Manual: Arp-9409, Arp-9411Documento32 pagineOwner'S Manual: Arp-9409, Arp-9411Gustavo Adolfo Quiñonez Cabezas100% (1)
- Chapter 11 Three Dimensional Geometry: Exercise 11.1Documento55 pagineChapter 11 Three Dimensional Geometry: Exercise 11.113 13Nessuna valutazione finora
- Questions On KTGDocumento21 pagineQuestions On KTGAkshat JoshiNessuna valutazione finora
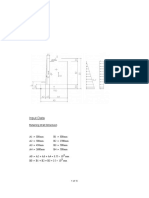
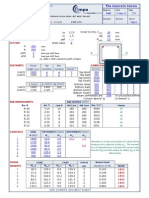
- MathCAD - Retaining Wall FoundationDocumento6 pagineMathCAD - Retaining Wall FoundationValentinNessuna valutazione finora
- Appendix 1 PHY094 - QuizDocumento2 pagineAppendix 1 PHY094 - QuizIzzatiNessuna valutazione finora
- How To Build A Fast Pinewood Derby Car PDFDocumento45 pagineHow To Build A Fast Pinewood Derby Car PDFRaajeswaran BaskaranNessuna valutazione finora
- ADMIX - RotosolverDocumento2 pagineADMIX - RotosolverRaul DiazNessuna valutazione finora
- Periodic Table ReviewerDocumento3 paginePeriodic Table RevieweranonymousNessuna valutazione finora
- Airplane Propel L 00 Corp GoogDocumento424 pagineAirplane Propel L 00 Corp Googviorelcroitoru100% (1)
- Chapter Objectives:: Ideal TransformersDocumento19 pagineChapter Objectives:: Ideal TransformersuditNessuna valutazione finora
- Detection Qualification and Types of Detectors in HPLC PDFDocumento17 pagineDetection Qualification and Types of Detectors in HPLC PDFconstantinNessuna valutazione finora
- Universe Formation and Birth of StarDocumento3 pagineUniverse Formation and Birth of StarcollegeschoolfilesmjNessuna valutazione finora
- Chemical Bonding and Molecular Structure - Recommended MCQsDocumento23 pagineChemical Bonding and Molecular Structure - Recommended MCQsAvijeet NaiyaNessuna valutazione finora
- 2 Physics of WeldingDocumento28 pagine2 Physics of WeldingSUMEETNessuna valutazione finora
- Powder Technology Lecture SlidesDocumento12 paginePowder Technology Lecture Slidesruano25Nessuna valutazione finora
- Eritrocite, Temp, ATPDocumento17 pagineEritrocite, Temp, ATPlucu8Nessuna valutazione finora
- The MoleDocumento3 pagineThe MoleFatema KhatunNessuna valutazione finora
- Coupled Pendulums: Experiment 4Documento5 pagineCoupled Pendulums: Experiment 4Sayan BiswasNessuna valutazione finora
- TCC53 Column DesignDocumento18 pagineTCC53 Column DesignVasileios Manginas100% (3)
- Opticsand Refractive Anomalies AKJainDocumento628 pagineOpticsand Refractive Anomalies AKJainpriyankaguptaa332Nessuna valutazione finora
- Mole Concept BOUNCEBACKDocumento154 pagineMole Concept BOUNCEBACKabhinav kota100% (2)
- SFD and BMD in FramesDocumento98 pagineSFD and BMD in FramesSYifa ShuhaIliNessuna valutazione finora
- 2.1.HW Speed, Velocity and AccelerationDocumento2 pagine2.1.HW Speed, Velocity and AccelerationRuby ChongNessuna valutazione finora
- 8 X Y 16 X 8 Y: 3. Compounds Are Composed of Atoms of More Than OneDocumento10 pagine8 X Y 16 X 8 Y: 3. Compounds Are Composed of Atoms of More Than OneSamantha DumagpiNessuna valutazione finora
- Gyromagnetic Ratio WikiDocumento4 pagineGyromagnetic Ratio Wikibugoff7000% (1)
- PHY 101 Chapter 10 PostDocumento33 paginePHY 101 Chapter 10 PostkjneroNessuna valutazione finora
- Electromagnetic Levitation System: Mathematical ModelDocumento9 pagineElectromagnetic Levitation System: Mathematical ModelMervin RodrigoNessuna valutazione finora
- CH 10Documento124 pagineCH 10Priyanka CholletiNessuna valutazione finora