Potrebbero piacerti anche
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDa EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNessuna valutazione finora
- ANSI-B16.47 Ser B Blind and Welding Neck FlangesDocumento7 pagineANSI-B16.47 Ser B Blind and Welding Neck FlangesRicelles Silveira MartinsNessuna valutazione finora
- Repair Techniques For in Service and Out of Service Buried PipelinesDocumento26 pagineRepair Techniques For in Service and Out of Service Buried PipelinesAnonymous wKvJXBJ2i100% (1)
- Socket WeldDocumento7 pagineSocket WeldahmedNessuna valutazione finora
- SP001 03Documento14 pagineSP001 03fahad34Nessuna valutazione finora
- Impact Test Requirements Enigma - ABSADocumento13 pagineImpact Test Requirements Enigma - ABSASH1961Nessuna valutazione finora
- Pipeline Welding InspectionDocumento4 paginePipeline Welding InspectionRizky TrianandaNessuna valutazione finora
- Fsa HandbookDocumento35 pagineFsa Handbookargari19Nessuna valutazione finora
- BR 170 1Documento7 pagineBR 170 1Himanshu ChaturvediNessuna valutazione finora
- Dimensions (Based On ASME/ANSI B16.9) and Example Weights For Long Radius ElbowsDocumento3 pagineDimensions (Based On ASME/ANSI B16.9) and Example Weights For Long Radius ElbowsRAFAEL BRAVONessuna valutazione finora
- Corrosion Monitoring Methods (Chevron)Documento65 pagineCorrosion Monitoring Methods (Chevron)Sergey KichenkoNessuna valutazione finora
- Heat Exchanger Tube Material SpecificationsDocumento2 pagineHeat Exchanger Tube Material SpecificationssdrtfgNessuna valutazione finora
- Vessel Presentation by Seyi 2Documento25 pagineVessel Presentation by Seyi 2seyiremmyNessuna valutazione finora
- Design Requirements For Pressure Safety Relief ValvesDocumento5 pagineDesign Requirements For Pressure Safety Relief Valvesvela vanNessuna valutazione finora
- Pressure Testing of Pressure VesselDocumento3 paginePressure Testing of Pressure VesselAriq FauzanNessuna valutazione finora
- Condenser and Heat Exchanger Tube RestorationDocumento6 pagineCondenser and Heat Exchanger Tube RestorationspalaniyandiNessuna valutazione finora
- Pipe Schedule Chart: 160 XXS 80S 80 100 120 40S 60 XS 40 30 140 10S 10 20 STD 5S 5Documento1 paginaPipe Schedule Chart: 160 XXS 80S 80 100 120 40S 60 XS 40 30 140 10S 10 20 STD 5S 5vijayachiduNessuna valutazione finora
- INGAADocumento108 pagineINGAAEric NusinowNessuna valutazione finora
- FISHBONE Gasket Presentation 2014Documento28 pagineFISHBONE Gasket Presentation 2014Gabriel PintoNessuna valutazione finora
- Ansi-Aws A5 - 18-93Documento37 pagineAnsi-Aws A5 - 18-93skrkulachiNessuna valutazione finora
- Pressure Form Test RecordDocumento1 paginaPressure Form Test Recordphyo7799Nessuna valutazione finora
- Arc StrikeDocumento9 pagineArc StrikeBulut YildizNessuna valutazione finora
- Rupk 78Documento39 pagineRupk 78puccio78Nessuna valutazione finora
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDocumento1 paginaDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uNessuna valutazione finora
- Cylinder Visual Inspection FormDocumento2 pagineCylinder Visual Inspection Formzineddine sofieneNessuna valutazione finora
- Erw Steel Pipe Api5lb Psl1Documento2 pagineErw Steel Pipe Api5lb Psl1hdierkeNessuna valutazione finora
- Safety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingDocumento5 pagineSafety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingvietnampetrochemicalNessuna valutazione finora
- Sensitivity Analysis of Clock Spring Repair To Hydrogen Gas-Effect On Burst PressureDocumento28 pagineSensitivity Analysis of Clock Spring Repair To Hydrogen Gas-Effect On Burst Pressuregerry_ndutzNessuna valutazione finora
- Pig Launcher Fabrication Activity PlanDocumento1 paginaPig Launcher Fabrication Activity PlanbeqsNessuna valutazione finora
- TD42 Thermodynamic Steam Trap-Installation Maintenance Manual PDFDocumento12 pagineTD42 Thermodynamic Steam Trap-Installation Maintenance Manual PDFAnonymous FZs3yBHh7Nessuna valutazione finora
- Crack Detection (PII)Documento6 pagineCrack Detection (PII)Sh EnriqNessuna valutazione finora
- GRIWrap Metric Manual 032205Documento21 pagineGRIWrap Metric Manual 032205kpinstNessuna valutazione finora
- Ipc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDocumento9 pagineIpc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDietmar WengerNessuna valutazione finora
- Sandia National Laboratories API-653 In-Service Tank Inspection and Evaluation TANK ID: 981-A2-T0 (West)Documento80 pagineSandia National Laboratories API-653 In-Service Tank Inspection and Evaluation TANK ID: 981-A2-T0 (West)Manokaran RamalingamNessuna valutazione finora
- Performance of Austenitic Stainless Steel in Wet Sour Gas Part 2Documento5 paginePerformance of Austenitic Stainless Steel in Wet Sour Gas Part 2wholenumberNessuna valutazione finora
- Annealing (Metallurgy) WikiDocumento4 pagineAnnealing (Metallurgy) WikiStephen MontelepreNessuna valutazione finora
- BPDocumento36 pagineBPThiruvenkatasamy Elangovan100% (2)
- Investigation and Repair of H (1) - E.R Flange LeakDocumento19 pagineInvestigation and Repair of H (1) - E.R Flange LeakriysallNessuna valutazione finora
- Corrosion Under Insulation - Out of Sight Out of MindDocumento4 pagineCorrosion Under Insulation - Out of Sight Out of Mindengr_ahmednassarNessuna valutazione finora
- Hydrotest WaiverDocumento4 pagineHydrotest Waiverbidyut100Nessuna valutazione finora
- Heat Exchanger InspectionDocumento11 pagineHeat Exchanger InspectionVivek Bhangale100% (1)
- Inservice Inspection Checklist: Boiler Inspection Steam BoilersDocumento1 paginaInservice Inspection Checklist: Boiler Inspection Steam BoilersAhmadNawaz2Nessuna valutazione finora
- T 48Documento7 pagineT 48Anonymous s3xePANessuna valutazione finora
- Heater Inspection PlanDocumento2 pagineHeater Inspection Plancamasa2011Nessuna valutazione finora
- Stub Onin ConnectionsDocumento4 pagineStub Onin ConnectionsMehman NasibovNessuna valutazione finora
- 14.a. Vendor Data Valve - Operation and Maintenance InstructionDocumento128 pagine14.a. Vendor Data Valve - Operation and Maintenance InstructionArieTonang100% (1)
- 650-680 Rev 4 - Hydrostatic Test ExemptionsDocumento3 pagine650-680 Rev 4 - Hydrostatic Test ExemptionsAnonymous 6S9tcbhNessuna valutazione finora
- Butterfly Valve Info PDFDocumento14 pagineButterfly Valve Info PDFCS100% (1)
- SAESL350Documento14 pagineSAESL350Lester Dechavez100% (1)
- Inspection of ASTsDocumento60 pagineInspection of ASTsGuillermo Cordero50% (2)
- Body Wall Thickness of Pressure Safety Valves - SetPoint InstructionDocumento3 pagineBody Wall Thickness of Pressure Safety Valves - SetPoint InstructionFabio Peres de LimaNessuna valutazione finora
- SG WAC 12ESE ManualDocumento16 pagineSG WAC 12ESE Manualviperz10Nessuna valutazione finora
- Clock Spring Guide Coil Pass Web 20180709aDocumento29 pagineClock Spring Guide Coil Pass Web 20180709aRasec Otsugua AlvaradoNessuna valutazione finora
- Manual Specifications 2656244643Documento46 pagineManual Specifications 2656244643mmNessuna valutazione finora
- Test Manual 2657668154 - 007Documento63 pagineTest Manual 2657668154 - 007SMMAR Soluciones MecanicasNessuna valutazione finora
- Aerogenerador Southwest Windpower Air 30 Land ManualDocumento32 pagineAerogenerador Southwest Windpower Air 30 Land ManualFlashgirl AmadorNessuna valutazione finora
- Todays Advanced Hose and Hydraulic SystemsDocumento19 pagineTodays Advanced Hose and Hydraulic SystemsJuan Eduardo PFNessuna valutazione finora
- TMK Up™: Field ManualDocumento84 pagineTMK Up™: Field Manualcorsini999Nessuna valutazione finora
- Installation Instruction Sheet: Split Type Air ConditionerDocumento8 pagineInstallation Instruction Sheet: Split Type Air ConditionerSyed Noman AhmedNessuna valutazione finora
- Operational Definition of TermsDocumento2 pagineOperational Definition of TermsHazel Grace Tugado Torrecampo67% (3)
- Graco Pumps Catalog 300435EN MDocumento76 pagineGraco Pumps Catalog 300435EN MAlbu MihaiNessuna valutazione finora
- CENG6206 Soil Dynamics ExerciseProblemDocumento4 pagineCENG6206 Soil Dynamics ExerciseProblemFekadu Wub100% (1)
- All Over India Company DataDocumento32 pagineAll Over India Company DataViren PatelNessuna valutazione finora
- Control Unit ECUDocumento2 pagineControl Unit ECUjag1961Nessuna valutazione finora
- GMSYS Release NotesDocumento2 pagineGMSYS Release NotesrenzoquimNessuna valutazione finora
- ASHRAE Fundamentals 2005 - SI Units - Extract of Tables PDFDocumento40 pagineASHRAE Fundamentals 2005 - SI Units - Extract of Tables PDFSufian SarwarNessuna valutazione finora
- Confined Space Entry Permit ACC JamulDocumento1 paginaConfined Space Entry Permit ACC JamulathulpcucekNessuna valutazione finora
- Technical LetteringDocumento12 pagineTechnical LetteringMaverick Timbol50% (2)
- Result Summary: Beam To Girder Shear Tab Shear Connection Code AISC 360-10 LRFDDocumento14 pagineResult Summary: Beam To Girder Shear Tab Shear Connection Code AISC 360-10 LRFDLexNessuna valutazione finora
- Cfw300 Manual 1Documento124 pagineCfw300 Manual 1maurilioNessuna valutazione finora
- IMDSDocumento13 pagineIMDSJohn OoNessuna valutazione finora
- Forming ProcessesDocumento8 pagineForming ProcessesKishor PatilNessuna valutazione finora
- AL Nafay Petroleum Corporation - Product ListDocumento1 paginaAL Nafay Petroleum Corporation - Product ListMuhammad EhsanNessuna valutazione finora
- Heavy Duty 2.5 Ton Long Frame Floor Jack Product ManualDocumento3 pagineHeavy Duty 2.5 Ton Long Frame Floor Jack Product ManualChris Epler100% (2)
- Manual de Instruções John Deere D170 (56 Páginas)Documento2 pagineManual de Instruções John Deere D170 (56 Páginas)Antonio CostaNessuna valutazione finora
- Tensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositeDocumento4 pagineTensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositemhmmdzulvaNessuna valutazione finora
- On The Gaussian Error Function (1935) : Robert J. KolkerDocumento4 pagineOn The Gaussian Error Function (1935) : Robert J. KolkerSanthosh KulandaiyanNessuna valutazione finora
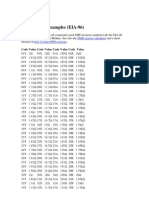
- SMD Resistor ExamplesDocumento5 pagineSMD Resistor Examplesmarcbuss100% (1)
- ThaiREC Checklist-Barge Inspection Questionnaire GasDocumento18 pagineThaiREC Checklist-Barge Inspection Questionnaire Gasเปีย วันชัย สวนทอง100% (1)
- Bomba de Vácuo Sotorbilt 4mrDocumento12 pagineBomba de Vácuo Sotorbilt 4mrWormInchNessuna valutazione finora
- Liquid Gas Absorption ProcessDocumento89 pagineLiquid Gas Absorption ProcessMohd Masri A. RazakNessuna valutazione finora
- Electrochemical Measurement of Diffusible Hydrogen in Steels (Barnacle Electrode)Documento6 pagineElectrochemical Measurement of Diffusible Hydrogen in Steels (Barnacle Electrode)Faiber AndrésNessuna valutazione finora
- 17 Free Data Science Projects To Boost Your Knowledge & SkillsDocumento18 pagine17 Free Data Science Projects To Boost Your Knowledge & SkillshamedfazelmNessuna valutazione finora
- Method Statement UnitizedDocumento22 pagineMethod Statement Unitizedifeanyi EmmanuelNessuna valutazione finora
- Starboard Strategies Issue 13-MinDocumento28 pagineStarboard Strategies Issue 13-MinkrishnamrutamNessuna valutazione finora
- No35-Inclined Roof SystemDocumento24 pagineNo35-Inclined Roof SystemKitanovic NenadNessuna valutazione finora
- Assignment 1Documento4 pagineAssignment 1MikeyNessuna valutazione finora
- Functions of An EngineerDocumento5 pagineFunctions of An EngineerDEUS PHILIP DURANNessuna valutazione finora
- While Start Drive Test Learning, You Must Know The Basic Things! These All Conotents Are at Introductory LevelDocumento15 pagineWhile Start Drive Test Learning, You Must Know The Basic Things! These All Conotents Are at Introductory LevelRakesh SolankiNessuna valutazione finora