Potrebbero piacerti anche
- Welding QualificationDocumento45 pagineWelding QualificationeswarNessuna valutazione finora
- QW 482 WPSDocumento2 pagineQW 482 WPSsmit patelNessuna valutazione finora
- WPSDocumento1 paginaWPSNidhinkorothNessuna valutazione finora
- I-963 Welder Certificate Smaw-Gtaw-1Documento1 paginaI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- Earthing & Lightning TesterDocumento32 pagineEarthing & Lightning TesterAldeline SungahidNessuna valutazione finora
- Wps 7018 SmawDocumento1 paginaWps 7018 SmawErick VazquezNessuna valutazione finora
- Pressure Test Report: Observation Inspection Checked Reviewed Cleared ResultsDocumento1 paginaPressure Test Report: Observation Inspection Checked Reviewed Cleared ResultsKarthikNessuna valutazione finora
- Sewage Treatment Package Cable Sizing: Project: Ardebil Gas Turbine Power PlantDocumento5 pagineSewage Treatment Package Cable Sizing: Project: Ardebil Gas Turbine Power Plantnourfarmajid0% (1)
- Product Inspection Report: Results OverviewDocumento8 pagineProduct Inspection Report: Results Overviewblackberry7130gNessuna valutazione finora
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocumento3 pagineN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNessuna valutazione finora
- Vacuumpump TroubleshootingDocumento5 pagineVacuumpump TroubleshootingKelly RobertsNessuna valutazione finora
- Machining Symbol 1Documento8 pagineMachining Symbol 1Prasanna RajaNessuna valutazione finora
- Material WeldingDocumento1 paginaMaterial WeldingDebashish ChatterjeeNessuna valutazione finora
- Welding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldDocumento2 pagineWelding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldAbdulmecit YetisNessuna valutazione finora
- WPS BhelDocumento2 pagineWPS BhelpradhankruhsnaNessuna valutazione finora
- Welding Estimation ChartDocumento2 pagineWelding Estimation ChartJacob PriyadharshanNessuna valutazione finora
- Welding and Fabrication NoteDocumento54 pagineWelding and Fabrication NoteluminiousNessuna valutazione finora
- Drawing With Spec Dimensions: General Inspection Report For All Materials & ProductsDocumento1 paginaDrawing With Spec Dimensions: General Inspection Report For All Materials & ProductsAbhishek AnandNessuna valutazione finora
- Welding Book Revised 2012 07 14Documento15 pagineWelding Book Revised 2012 07 14surya1960Nessuna valutazione finora
- Wps - Asme Ix - Gtaw - Plat SteDocumento6 pagineWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Project Eagle: Quality Management Inspection ReportDocumento2 pagineProject Eagle: Quality Management Inspection ReportrcpretoriusNessuna valutazione finora
- Fire Fighting Pupms Data SheetDocumento18 pagineFire Fighting Pupms Data SheetnourfarmajidNessuna valutazione finora
- I.E.M.S.A.: Welding Procedure SpecificationDocumento2 pagineI.E.M.S.A.: Welding Procedure Specificationeldobie3Nessuna valutazione finora
- Cathodic Protection System Calculation: I.P.D.C ProjectDocumento10 pagineCathodic Protection System Calculation: I.P.D.C ProjectnourfarmajidNessuna valutazione finora
- REXROTH Service Manual PVC PSSFDocumento6 pagineREXROTH Service Manual PVC PSSFRaghavendra DeshpandeNessuna valutazione finora
- Liquid Penetrant Examination ReportDocumento1 paginaLiquid Penetrant Examination ReportBalmiki SinghNessuna valutazione finora
- WTP I&C Conceptual and Basic Design: I.P.D.C. Roject: Shirvan Gas Turbine Power PlantDocumento20 pagineWTP I&C Conceptual and Basic Design: I.P.D.C. Roject: Shirvan Gas Turbine Power PlantnourfarmajidNessuna valutazione finora
- Analysis and Assessment of Unsupported Subsea Pipeline SpansDocumento84 pagineAnalysis and Assessment of Unsupported Subsea Pipeline SpansOlusola Oguntuberu50% (2)
- Attachment Cable Sizing CalculationDocumento1 paginaAttachment Cable Sizing CalculationnourfarmajidNessuna valutazione finora
- PWPS 013 PRDocumento2 paginePWPS 013 PRRenjith Gopan100% (1)
- Welding Procedure SpecificationsDocumento2 pagineWelding Procedure SpecificationsGerhard Kemp0% (1)
- Ss Pipe WeldingDocumento3 pagineSs Pipe WeldingshridharbshenoyNessuna valutazione finora
- BS Iso 5725-4-2020 - (2020-08-12 - 09-02-12 Am)Documento36 pagineBS Iso 5725-4-2020 - (2020-08-12 - 09-02-12 Am)guitarrista105Nessuna valutazione finora
- Critical Chain Project Management N NotesDocumento22 pagineCritical Chain Project Management N NotesEzhil Vendhan PalanisamyNessuna valutazione finora
- Company Profile - Rizhao Steel YingkouDocumento41 pagineCompany Profile - Rizhao Steel Yingkourashid isaarNessuna valutazione finora
- Security Threat and AWS Modeling Project LectureDocumento11 pagineSecurity Threat and AWS Modeling Project LectureNopeNessuna valutazione finora
- Mig Welding ProcedureDocumento5 pagineMig Welding ProcedureElmer VillegasNessuna valutazione finora
- Best Practices For Steam Control Valve InstallationDocumento4 pagineBest Practices For Steam Control Valve InstallationBen MusimaneNessuna valutazione finora
- WPS SiloDocumento1 paginaWPS SiloNidhinkorothNessuna valutazione finora
- PreheatDocumento2 paginePreheatScott TrainorNessuna valutazione finora
- WPSPQRDocumento11 pagineWPSPQR0502raviNessuna valutazione finora
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemDocumento1 paginaFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNNessuna valutazione finora
- Technofibre International SDN BHD: Welder Qualification Test Reord (WQT)Documento1 paginaTechnofibre International SDN BHD: Welder Qualification Test Reord (WQT)dandiar1100% (1)
- Saudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorDocumento1 paginaSaudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorSiddiqui Abdul Khaliq100% (1)
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Documento1.913 paginePipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- CV - Project ManagerDocumento2 pagineCV - Project ManagerDARA SINGHNessuna valutazione finora
- Welding Qualification: by Hema SantoshDocumento45 pagineWelding Qualification: by Hema Santoshravi00098Nessuna valutazione finora
- Welding Electrode Consumable ChartDocumento4 pagineWelding Electrode Consumable ChartVarun MalhotraNessuna valutazione finora
- PQR - PipeDocumento3 paginePQR - PipeAdvanced Quality Centre AQC100% (1)
- Disclosure To Promote The Right To InformationDocumento96 pagineDisclosure To Promote The Right To InformationgovimanoNessuna valutazione finora
- ASME P NumbersDocumento3 pagineASME P Numbersrajesh100% (1)
- Welded Joint DesignDocumento5 pagineWelded Joint Designscott2355Nessuna valutazione finora
- 14 Inspection and TestingDocumento3 pagine14 Inspection and TestingelmiraNessuna valutazione finora
- 57 PQRDocumento13 pagine57 PQRAbdul Tri Hamdani HamdaniNessuna valutazione finora
- 7-Manual Process Planning (AMS May13 - 13) PDFDocumento24 pagine7-Manual Process Planning (AMS May13 - 13) PDFtadele10Nessuna valutazione finora
- DS DVS fULL PDFDocumento4 pagineDS DVS fULL PDFSinggih MechanicNessuna valutazione finora
- Painting Procedure 4288 Danem 28-04-13Documento24 paginePainting Procedure 4288 Danem 28-04-13Rejoy baby100% (1)
- ThesisDocumento48 pagineThesismuhammad amir100% (1)
- TDC-10B Heat Treatment For C12A Steel CastingsDocumento2 pagineTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanNessuna valutazione finora
- PRES TIG Hot Wire Narrow Gap Welding enDocumento25 paginePRES TIG Hot Wire Narrow Gap Welding enRavishankarNessuna valutazione finora
- 30 - Painting ProcedureDocumento12 pagine30 - Painting ProcedureNguyen Anh TuanNessuna valutazione finora
- Preheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Documento6 paginePreheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Rakesh RanjanNessuna valutazione finora
- WPS Updated PDFDocumento2 pagineWPS Updated PDFRaja Muaz Ahmad KhanNessuna valutazione finora
- Final Welding of Ti Alloys and MG AlloysDocumento32 pagineFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiNessuna valutazione finora
- GTAW Welding of CP Titanium and Ti6Al4VDocumento1 paginaGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarNessuna valutazione finora
- 07.4 111 FW ML PF WPS 20mm ENGDocumento1 pagina07.4 111 FW ML PF WPS 20mm ENGViktorNessuna valutazione finora
- Bolt Grade Markings and Strength Chart: Head Marking Grade and Material Nominal Size Range Mechanical PropertiesDocumento2 pagineBolt Grade Markings and Strength Chart: Head Marking Grade and Material Nominal Size Range Mechanical PropertiesDeepakGawasNessuna valutazione finora
- Welding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002Documento2 pagineWelding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002shervinyNessuna valutazione finora
- MPCC 20 WPS12Documento3 pagineMPCC 20 WPS12hekayat71Nessuna valutazione finora
- WpsDocumento2 pagineWpsjsmargate100% (1)
- Welding Procedure SpecificationDocumento101 pagineWelding Procedure SpecificationNhien ManNessuna valutazione finora
- Approved Structural Steel-Welding Procedures - Armor Angle Field SpliceDocumento3 pagineApproved Structural Steel-Welding Procedures - Armor Angle Field Spliceans44155Nessuna valutazione finora
- ListDocumento4 pagineListnourfarmajidNessuna valutazione finora
- 60gaa30-Aa004 60gaa30-Aa005 60gaa30-Aa006 60gaa30-Aa007 60gaa30-Aa008 60gaa30-Aa009 60gaa30-Aa010 60gaa30-Aa802 60gaa30-Aa804Documento2 pagine60gaa30-Aa004 60gaa30-Aa005 60gaa30-Aa006 60gaa30-Aa007 60gaa30-Aa008 60gaa30-Aa009 60gaa30-Aa010 60gaa30-Aa802 60gaa30-Aa804nourfarmajidNessuna valutazione finora
- ListDocumento4 pagineListnourfarmajidNessuna valutazione finora
- Data Sheet of Equipment FOR Water Treatment Plant: I.P.D.C. Project: Shirvan Gas Turbine Power PlantDocumento3 pagineData Sheet of Equipment FOR Water Treatment Plant: I.P.D.C. Project: Shirvan Gas Turbine Power PlantnourfarmajidNessuna valutazione finora
- Valve List FOR Water Treatment Plant: I.P.D.C. Project: Shirvan Gas Turbine Power PlantDocumento2 pagineValve List FOR Water Treatment Plant: I.P.D.C. Project: Shirvan Gas Turbine Power PlantnourfarmajidNessuna valutazione finora
- Mto of Cathodic Protection System: MP-SVG-31ED-06-AE0-001Documento4 pagineMto of Cathodic Protection System: MP-SVG-31ED-06-AE0-001nourfarmajidNessuna valutazione finora
- Tag Number Kind NO. Size: Fire Fighting Water Supply Tag - No List - Plastic REV. BY EHSAN POURANG (17/07/2008)Documento4 pagineTag Number Kind NO. Size: Fire Fighting Water Supply Tag - No List - Plastic REV. BY EHSAN POURANG (17/07/2008)nourfarmajidNessuna valutazione finora
- Forwarding Pump House Power Cable Sizing Calculation: May.05 May.05 May.05Documento4 pagineForwarding Pump House Power Cable Sizing Calculation: May.05 May.05 May.05nourfarmajidNessuna valutazione finora
- Fire Fighting Instrument List: I.P.D.CDocumento3 pagineFire Fighting Instrument List: I.P.D.CnourfarmajidNessuna valutazione finora
- 2.4 Gas DiscriptionDocumento4 pagine2.4 Gas DiscriptionnourfarmajidNessuna valutazione finora
- Technical Specification FOR Cathodic Protection Materials: I.P.D.C ProjectDocumento12 pagineTechnical Specification FOR Cathodic Protection Materials: I.P.D.C ProjectnourfarmajidNessuna valutazione finora
- Inspection & Test Plan For Electrical Equipment of Natural Gas SystemDocumento3 pagineInspection & Test Plan For Electrical Equipment of Natural Gas SystemnourfarmajidNessuna valutazione finora
- Mto & Price ListDocumento13 pagineMto & Price ListnourfarmajidNessuna valutazione finora
- PQR Cover SheetDocumento2 paginePQR Cover SheetnourfarmajidNessuna valutazione finora
- Material Take-Off FOR Electrical Bulk Material IN Fire Fighting Pump HouseDocumento3 pagineMaterial Take-Off FOR Electrical Bulk Material IN Fire Fighting Pump HousenourfarmajidNessuna valutazione finora
- Catalogo Accesorios Aspiradoras NilfiskDocumento60 pagineCatalogo Accesorios Aspiradoras NilfiskMauricio CamarenaNessuna valutazione finora
- Managing - Change & Transition - Harvard Business Review PressDocumento113 pagineManaging - Change & Transition - Harvard Business Review PressTaz UddinNessuna valutazione finora
- Summer19 PDFDocumento16 pagineSummer19 PDFMoriyasu NguyenNessuna valutazione finora
- T7335A BCDE SeriesDocumento18 pagineT7335A BCDE SeriesCosmin RoboNessuna valutazione finora
- DownloadDocumento220 pagineDownloadfredloulouNessuna valutazione finora
- Balance Ad or Car Gap CCC On Fail OverDocumento4 pagineBalance Ad or Car Gap CCC On Fail OverAlfredoNessuna valutazione finora
- Precio en Dólares: S512FL NB71Documento14 paginePrecio en Dólares: S512FL NB71sanya eusebia lupaca lupacaNessuna valutazione finora
- Java Mail API, IntroductionDocumento3 pagineJava Mail API, IntroductionSergio MenNessuna valutazione finora
- Barney SMCA3 03Documento45 pagineBarney SMCA3 03Annisa MoeslimNessuna valutazione finora
- 345BL II InglésDocumento28 pagine345BL II InglésFranki Clin100% (1)
- Yaesu FT-2800M User Manual PDFDocumento0 pagineYaesu FT-2800M User Manual PDFRobert/YG2AKRNessuna valutazione finora
- Thermister WordDocumento41 pagineThermister WordVineet AgrawalNessuna valutazione finora
- HCM534DDocumento8 pagineHCM534D3efooNessuna valutazione finora
- PRiSM-Practitioner-v7.0.2 Spanish PDFDocumento271 paginePRiSM-Practitioner-v7.0.2 Spanish PDFclarisalaNessuna valutazione finora
- G2 SpecDocumento2 pagineG2 SpecSimo PaicNessuna valutazione finora
- Profibus: in The Process Industries #2Documento52 pagineProfibus: in The Process Industries #2Vijayachandran KNessuna valutazione finora
- Paper Week 11 - Concorde ProjectDocumento2 paginePaper Week 11 - Concorde ProjectRay Mutalibov75% (4)
- How To Simulate Recursive Functions Using Stack and While-Loop To Avoid The Stack-Overflow - CodeProjectDocumento14 pagineHow To Simulate Recursive Functions Using Stack and While-Loop To Avoid The Stack-Overflow - CodeProjectalexandrelmmmNessuna valutazione finora
- Seismic Ceiling Solutions Brochure - Jun2023 - WebDocumento28 pagineSeismic Ceiling Solutions Brochure - Jun2023 - WebShell DNessuna valutazione finora
- Quality EngineerDocumento4 pagineQuality Engineerapi-77552100Nessuna valutazione finora
- Data of Signal Source Band Tracking Source For LTDZ - 35-4400M - SpectrometerDocumento2 pagineData of Signal Source Band Tracking Source For LTDZ - 35-4400M - SpectrometerDaniel PerezNessuna valutazione finora
- Automotive Electronics System: GaugesDocumento8 pagineAutomotive Electronics System: Gaugeshadush gebreNessuna valutazione finora
- FalguniDocumento2.752 pagineFalguniKaran VirNessuna valutazione finora
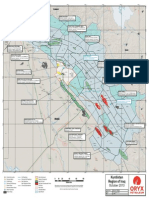
- Kurdistan Region of Iraq Investors MapDocumento1 paginaKurdistan Region of Iraq Investors Maphasan_676489616Nessuna valutazione finora