Potrebbero piacerti anche
- Managing Conflicts in OrganizationsDocumento309 pagineManaging Conflicts in OrganizationsRishi100% (3)
- Article About ITC in ForbesDocumento11 pagineArticle About ITC in ForbesShailesh RathodNessuna valutazione finora
- Formation: PartnershipDocumento6 pagineFormation: PartnershipShailesh RathodNessuna valutazione finora
- Business Plan - Tour Company (JST)Documento26 pagineBusiness Plan - Tour Company (JST)Adrian Keys81% (67)
- SEBI: The Purpose, Objective and Functions of SEBIDocumento10 pagineSEBI: The Purpose, Objective and Functions of SEBIShailesh RathodNessuna valutazione finora
- SEBI: The Purpose, Objective and Functions of SEBIDocumento10 pagineSEBI: The Purpose, Objective and Functions of SEBIShailesh RathodNessuna valutazione finora
- Selfless ServiceDocumento20 pagineSelfless ServiceShailesh RathodNessuna valutazione finora
- SAARC Jamshed Iqbal M.com. EconomicsDocumento14 pagineSAARC Jamshed Iqbal M.com. EconomicssiddhantkamdarNessuna valutazione finora
- Training and Development Program For Apple IncDocumento22 pagineTraining and Development Program For Apple IncMarcela GrebenisanNessuna valutazione finora
- Corporate Finance: Laurence Booth - W. Sean Cleary Chapter 7 - Equity ValuationDocumento64 pagineCorporate Finance: Laurence Booth - W. Sean Cleary Chapter 7 - Equity ValuationShailesh RathodNessuna valutazione finora
- SAARC Jamshed Iqbal M.com. EconomicsDocumento14 pagineSAARC Jamshed Iqbal M.com. EconomicssiddhantkamdarNessuna valutazione finora
- JitDocumento5 pagineJitShailesh RathodNessuna valutazione finora
- Final Project ReportDocumento14 pagineFinal Project ReportShailesh RathodNessuna valutazione finora
- Accounting For AmalgamationsDocumento40 pagineAccounting For AmalgamationsKamal Kannan GNessuna valutazione finora
- ISO and International StandardizationDocumento20 pagineISO and International StandardizationShailesh RathodNessuna valutazione finora
- ISO 9000 - ImplementationDocumento29 pagineISO 9000 - ImplementationMahloyal FazalNessuna valutazione finora
- SSC ResultDocumento2 pagineSSC ResultShailesh RathodNessuna valutazione finora
- Consumer Behaviour - IntroductionDocumento10 pagineConsumer Behaviour - IntroductionruchierichNessuna valutazione finora
- Full Issue PDFDocumento44 pagineFull Issue PDFShailesh RathodNessuna valutazione finora
- Consumer Buying Decision ProcessDocumento23 pagineConsumer Buying Decision Processapi-372849775% (8)
- ConsumersDocumento63 pagineConsumersVijayuduGnanamkondaNessuna valutazione finora
- SAM Questionnaire 2009Documento77 pagineSAM Questionnaire 2009Shailesh RathodNessuna valutazione finora
- ConsumersDocumento63 pagineConsumersVijayuduGnanamkondaNessuna valutazione finora
- After Graduation in CommerceDocumento1 paginaAfter Graduation in CommerceShailesh RathodNessuna valutazione finora
- Human Resource Management Notes..Documento40 pagineHuman Resource Management Notes..Shailesh RathodNessuna valutazione finora
- TYBMS Sem 5 Question BankDocumento6 pagineTYBMS Sem 5 Question BankShailesh RathodNessuna valutazione finora
- TYBMS Sem 5 Question BankDocumento6 pagineTYBMS Sem 5 Question BankShailesh RathodNessuna valutazione finora
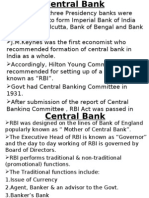
- Central BankDocumento24 pagineCentral BankShailesh RathodNessuna valutazione finora
- TYBMS Sem 5 Question BankDocumento6 pagineTYBMS Sem 5 Question BankShailesh RathodNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Motorola Case StudyDocumento6 pagineMotorola Case StudySatish Tiwari67% (3)
- Motorola Radius Price PDFDocumento58 pagineMotorola Radius Price PDFMauricio PazNessuna valutazione finora
- GM3188 UserManualDocumento20 pagineGM3188 UserManualalbinopu2liuNessuna valutazione finora
- Quantar RSS Manual PDFDocumento362 pagineQuantar RSS Manual PDFFrancisco NarvaezNessuna valutazione finora
- Why Smart Executives FailDocumento8 pagineWhy Smart Executives FailAmit Mehta100% (1)
- 1st Group Seminar PPT - Employee Training and Development at MotorolaDocumento47 pagine1st Group Seminar PPT - Employee Training and Development at Motorolariyazap67% (6)
- MCD 5000Documento291 pagineMCD 5000mikkhail0% (1)
- SYMBOL DS9808-R Quick Start GuideDocumento2 pagineSYMBOL DS9808-R Quick Start GuideSkillNessuna valutazione finora
- Motorola ReportDocumento3 pagineMotorola ReportaiyshahsaeedNessuna valutazione finora
- Xiaomi Entering International MarketsDocumento12 pagineXiaomi Entering International Marketsanto sadanandNessuna valutazione finora
- Arrow Electronics Case StudyDocumento25 pagineArrow Electronics Case StudyMuskan Soni75% (4)
- eINDIA 2012 Partner DirectoryDocumento44 pagineeINDIA 2012 Partner Directorysaurs2Nessuna valutazione finora
- TND at MotorolaDocumento18 pagineTND at MotorolaSayali DiwateNessuna valutazione finora
- Microsoft V Motorola ITC '376 Patent Claim ChartDocumento265 pagineMicrosoft V Motorola ITC '376 Patent Claim ChartFlorian MuellerNessuna valutazione finora
- CP200XLS Basic Service Manual 68009328001-ADocumento100 pagineCP200XLS Basic Service Manual 68009328001-AJulio Cesar QuintelaNessuna valutazione finora
- TITAN RETBR DS 6.0 MPB24.65-34 Cid12 CFC - InfoDocumento1 paginaTITAN RETBR DS 6.0 MPB24.65-34 Cid12 CFC - InfoAlex GuedesNessuna valutazione finora
- NSN Form 2013 PDFDocumento136 pagineNSN Form 2013 PDFAnca IacobNessuna valutazione finora
- Mob Phone 200818Documento40 pagineMob Phone 200818Jerry RanaNessuna valutazione finora
- Motorola Global Strategy (Final)Documento20 pagineMotorola Global Strategy (Final)Citra Dewi WulansariNessuna valutazione finora
- MOTOTRBO Sales Presentation V4Documento34 pagineMOTOTRBO Sales Presentation V41hussarNessuna valutazione finora
- Nokia 3720 0.41 0.48Documento66 pagineNokia 3720 0.41 0.48JayanthiKathiresanNessuna valutazione finora
- Assignment and Case Study For Production Operations ManagementDocumento3 pagineAssignment and Case Study For Production Operations ManagementDianne Pearl DelfinNessuna valutazione finora
- UMTS Parameters - Simulation Model: Motorola Document Classification, File Name, Rev NumberDocumento9 pagineUMTS Parameters - Simulation Model: Motorola Document Classification, File Name, Rev NumberAnonymous g8YR8b9Nessuna valutazione finora
- Ds6878 HC Quick Reference Guide enDocumento2 pagineDs6878 HC Quick Reference Guide enMario Heredia CarrilloNessuna valutazione finora
- L2 DROID Turbo 2-Moto X Force Global Service and Repair Manual V3.0Documento135 pagineL2 DROID Turbo 2-Moto X Force Global Service and Repair Manual V3.0diego_vrNessuna valutazione finora
- Esquema Eletrico xt1078 Moto g2Documento2 pagineEsquema Eletrico xt1078 Moto g2Leandro M. Silva0% (1)
- App ListDocumento113 pagineApp ListSuyash EntertainmentNessuna valutazione finora
- Ccatbcm066 - Abhay PDFDocumento58 pagineCcatbcm066 - Abhay PDFRakshana0% (1)
- Copia de FORMATO MUERTO EN CAJA Y NO CONFORMEDocumento18 pagineCopia de FORMATO MUERTO EN CAJA Y NO CONFORMEelvira patricia peralta belloNessuna valutazione finora