Potrebbero piacerti anche
- Flux-Core Solder : Flux Reducing Agent ReduceDocumento86 pagineFlux-Core Solder : Flux Reducing Agent ReduceIonut Ciprian CojocaruNessuna valutazione finora
- Carbon Steel To CoppernickelDocumento13 pagineCarbon Steel To CoppernickelValli RajuNessuna valutazione finora
- Four Facet Drill Grinding JigDocumento20 pagineFour Facet Drill Grinding Jigian_newNessuna valutazione finora
- How To Train A Dragon Music AnalysisDocumento14 pagineHow To Train A Dragon Music AnalysisZuzia KocięckaNessuna valutazione finora
- Workshop Manual: Department of Mechanical EngineeringDocumento82 pagineWorkshop Manual: Department of Mechanical Engineeringdoggie on streetNessuna valutazione finora
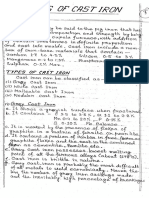
- Welding of Cast IronDocumento10 pagineWelding of Cast IronKrishnendu RouthNessuna valutazione finora
- The Practice of Mastering PDFDocumento64 pagineThe Practice of Mastering PDFUr HenNessuna valutazione finora
- The Shape of The Cone of The Twist Drills Unit-2Documento5 pagineThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNessuna valutazione finora
- Radio Club G5RV Presentation 002Documento25 pagineRadio Club G5RV Presentation 002golf1rvdNessuna valutazione finora
- Pc. Tap and Die Set: Operator'S ManualDocumento8 paginePc. Tap and Die Set: Operator'S Manualvirk_70Nessuna valutazione finora
- AFIADORA DE BROCAS - Manual de InstruçãoDocumento8 pagineAFIADORA DE BROCAS - Manual de InstruçãolccortesNessuna valutazione finora
- Gas WeldingDocumento22 pagineGas WeldingShalin Sharma50% (2)
- Mechanics of Abrasion: Mineral PolishingDocumento5 pagineMechanics of Abrasion: Mineral PolishingThulasi RamNessuna valutazione finora
- Stacking Tool InstructionsDocumento8 pagineStacking Tool InstructionsSonia SantamaríaNessuna valutazione finora
- Catalogue Complet 2013 PDFDocumento591 pagineCatalogue Complet 2013 PDFvisibilart100% (1)
- Gun Drill Sharpening Fixture - LIT-079Documento2 pagineGun Drill Sharpening Fixture - LIT-079Ron Biggs100% (1)
- Engraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesDocumento8 pagineEngraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesCristian FuentesNessuna valutazione finora
- Miter GaugeDocumento8 pagineMiter GaugenhandutiNessuna valutazione finora
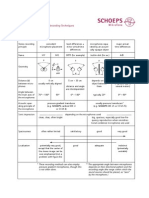
- Stereo Recording Techniques eDocumento1 paginaStereo Recording Techniques eminettocNessuna valutazione finora
- Sec11 SilverBrazing WebDocumento8 pagineSec11 SilverBrazing Webdm1680Nessuna valutazione finora
- Catalogo Componentes 2007Documento39 pagineCatalogo Componentes 2007DANIZACHNessuna valutazione finora
- Everyday Electronics 1974 10.CV01Documento6 pagineEveryday Electronics 1974 10.CV01marcosscarato0% (1)
- 90-1 Rotary Table GuideDocumento5 pagine90-1 Rotary Table GuidehdquanNessuna valutazione finora
- Understanding Microphone SensitivityDocumento3 pagineUnderstanding Microphone SensitivityEric SkinnerNessuna valutazione finora
- Optical Hydrogen Sensor Based On Etched Fiber Bragg Grating SputteredDocumento5 pagineOptical Hydrogen Sensor Based On Etched Fiber Bragg Grating SputteredIwan de AngeloNessuna valutazione finora
- Lesson 6 AntennaDocumento27 pagineLesson 6 AntennaShylaja HalageriNessuna valutazione finora
- Titanium DRILLINGDocumento50 pagineTitanium DRILLINGDome StoiNessuna valutazione finora
- Audio 1978 08 PDFDocumento116 pagineAudio 1978 08 PDFনাজমুল হক শাহিনNessuna valutazione finora
- AES129 Designing Mic PreampsDocumento66 pagineAES129 Designing Mic PreampsJohannes HerrmannNessuna valutazione finora
- NanoVNA-F V2 Quick Start Guide - For Firmware v0.1.0Documento1 paginaNanoVNA-F V2 Quick Start Guide - For Firmware v0.1.0Sasha PkhidenkoNessuna valutazione finora
- Lathe Alignment: by Tubal CainDocumento7 pagineLathe Alignment: by Tubal CainmarkschooleyNessuna valutazione finora
- Benchworking StudyDocumento100 pagineBenchworking StudyBrianRuaroNessuna valutazione finora
- Re Engineering The MamodDocumento12 pagineRe Engineering The Mamoddoomrock100% (1)
- Bemato Dividing Head ManualDocumento12 pagineBemato Dividing Head ManualDwijo Suwito DwiNessuna valutazione finora
- An LP Primer: How The LP WorksDocumento4 pagineAn LP Primer: How The LP WorksAmir Sanjary ComposerNessuna valutazione finora
- B&K 747 Tube TesterDocumento31 pagineB&K 747 Tube TesterkxolkfadNessuna valutazione finora
- U.S. Pat. 9,601,100, Magnetic Pickup With External Tone Shaper (Noiseless), March 21, 2017.Documento44 pagineU.S. Pat. 9,601,100, Magnetic Pickup With External Tone Shaper (Noiseless), March 21, 2017.Duane BlakeNessuna valutazione finora
- Budd I Pole 2008Documento2 pagineBudd I Pole 2008drfaizalNessuna valutazione finora
- Versa Tee 2008Documento1 paginaVersa Tee 2008drfaizalNessuna valutazione finora
- Quansheng Uv k5 Two Way RadioDocumento12 pagineQuansheng Uv k5 Two Way Radioairbus75Nessuna valutazione finora
- Product Data: Anechoic Test Chamber - Type 4222Documento6 pagineProduct Data: Anechoic Test Chamber - Type 4222jhon vargas100% (2)
- Lathe Accessories Price List: P/N Description WT Price P/N Description WT PriceDocumento2 pagineLathe Accessories Price List: P/N Description WT Price P/N Description WT PriceAnonymous hos8odNessuna valutazione finora
- Smart Cities: A Review On Electric Vehicles: Technologies and ChallengesDocumento33 pagineSmart Cities: A Review On Electric Vehicles: Technologies and ChallengesAhmad RabayaNessuna valutazione finora
- Cad Trion Microphones Revised PDFDocumento6 pagineCad Trion Microphones Revised PDFEsteban Bonilla JiménezNessuna valutazione finora
- Welding 8 - Brazing SolderingDocumento19 pagineWelding 8 - Brazing SolderingasitacharyaNessuna valutazione finora
- Tooling Materials&Heat TreatmentDocumento13 pagineTooling Materials&Heat TreatmentVinod MadireddyNessuna valutazione finora
- Mic Preamp v1.1 Build InstructionsDocumento3 pagineMic Preamp v1.1 Build InstructionsUbaidillah El BoyanyNessuna valutazione finora
- Antennas & Their Associated PatternsDocumento45 pagineAntennas & Their Associated PatternsTrần Châu ThôngNessuna valutazione finora
- Surround Sound Decca Tree-UrtextDocumento16 pagineSurround Sound Decca Tree-UrtextmilesdavisrocksNessuna valutazione finora
- Tascam m520Documento51 pagineTascam m520mike_jenkins_62Nessuna valutazione finora
- BrassDocumento10 pagineBrassArjun CpNessuna valutazione finora
- BrassesDocumento7 pagineBrassesClaudia MmsNessuna valutazione finora
- Utp Cast Iron GBDocumento8 pagineUtp Cast Iron GBhrk100Nessuna valutazione finora
- Copper AlloysDocumento4 pagineCopper AlloysMuhammed SulfeekNessuna valutazione finora
- Brass in FocusDocumento4 pagineBrass in Focusmujib uddin siddiquiNessuna valutazione finora
- Design in BrassDocumento16 pagineDesign in Brassjohn_progecoNessuna valutazione finora
- Copper Alloys WroughtDocumento47 pagineCopper Alloys WroughtPROBLEMSOLVERNessuna valutazione finora
- Metal Characteristics Part 2Documento48 pagineMetal Characteristics Part 2Ali RayyaNessuna valutazione finora
- Cu Ni FabricationDocumento28 pagineCu Ni FabricationAli Varmazyar100% (1)
- Copper and Its AlloysDocumento4 pagineCopper and Its AlloysneilNessuna valutazione finora
- 0701267Documento11 pagine0701267rozanedeghat8942Nessuna valutazione finora
- Adaptive Learning Systems: Associate Professor KinshukDocumento35 pagineAdaptive Learning Systems: Associate Professor Kinshukrozanedeghat8942Nessuna valutazione finora
- Mba and Mbe Study ProgramDocumento7 pagineMba and Mbe Study Programrozanedeghat8942Nessuna valutazione finora
- HDBK 692 RubberDocumento20 pagineHDBK 692 Rubberrozanedeghat8942Nessuna valutazione finora
- Large Open Pit Slope StabilityDocumento53 pagineLarge Open Pit Slope Stabilitysaifuddin_ariefNessuna valutazione finora
- Howto LiggghtsDocumento4 pagineHowto Liggghtsestebang79Nessuna valutazione finora
- Dimensioning: Bushra Fatima NED University of Engineering & TechnologyDocumento41 pagineDimensioning: Bushra Fatima NED University of Engineering & TechnologyAbdul RashidNessuna valutazione finora
- Determining Independent Control of Dual-Frother Systems - Gas Holdup, Bubble Size and Water Overflow RateDocumento11 pagineDetermining Independent Control of Dual-Frother Systems - Gas Holdup, Bubble Size and Water Overflow RateJose Luis Barrientos RiosNessuna valutazione finora
- AMRL Soil WorksheetsDocumento88 pagineAMRL Soil WorksheetsMinh An Tran100% (1)
- INDÍSE LosssssssssssssssDocumento4 pagineINDÍSE LosssssssssssssssDarioNessuna valutazione finora
- MTC PDFDocumento170 pagineMTC PDFShoukat Zaki0% (2)
- Calibration of A Pressure GaugeDocumento7 pagineCalibration of A Pressure Gaugeneutron_8788% (17)
- Continuous Beams DesignDocumento8 pagineContinuous Beams DesignPanashe ChikomweNessuna valutazione finora
- Lab ReportDocumento8 pagineLab ReportHenrique PradoNessuna valutazione finora
- The Theory of InterestDocumento13 pagineThe Theory of InterestdenireziNessuna valutazione finora
- Is 9989 1981Documento18 pagineIs 9989 1981Krishna SrikanthNessuna valutazione finora
- Chemistry Syllabus Mapping IITJAM NET GATE BSC MSCDocumento39 pagineChemistry Syllabus Mapping IITJAM NET GATE BSC MSCAshwani KumarNessuna valutazione finora
- Control Theory II - Homework 1-Chapter 1: 1 ProblemsDocumento2 pagineControl Theory II - Homework 1-Chapter 1: 1 ProblemsSantiago Orellana CNessuna valutazione finora
- Petrographic Examination of Hardened Concrete: Standard Practice ForDocumento14 paginePetrographic Examination of Hardened Concrete: Standard Practice ForHéctor Armando Valderrama BaqueroNessuna valutazione finora
- Solid-Solid Separation: Screening: LecturerDocumento24 pagineSolid-Solid Separation: Screening: LecturerJane Eilyza AballaNessuna valutazione finora
- Rock Class CriepiDocumento3 pagineRock Class Criepirizka rahmadani100% (1)
- Cassini Finds Molecular Hydrogen in The Enceladus Plume: Evidence For Hydrothermal ProcessesDocumento6 pagineCassini Finds Molecular Hydrogen in The Enceladus Plume: Evidence For Hydrothermal ProcessesJulianDavidPulidoNessuna valutazione finora
- Manual D12RDocumento179 pagineManual D12RHennis Alfonzo100% (1)
- Lecture Mod 3Documento15 pagineLecture Mod 3amlan sahuNessuna valutazione finora
- 4 Bar HingeDocumento9 pagine4 Bar HingelalalamxNessuna valutazione finora
- (C) Extraction of Agarwood Using Supercritical (Thailand Mahidol University)Documento5 pagine(C) Extraction of Agarwood Using Supercritical (Thailand Mahidol University)asiapowerdriveNessuna valutazione finora
- Paul Smitson Riddle of The Distorted BTODocumento56 paginePaul Smitson Riddle of The Distorted BTOU862Nessuna valutazione finora
- NAKED Singularities - PenroseDocumento10 pagineNAKED Singularities - PenroseLeon FosiltNessuna valutazione finora
- (1993) Compressible Flow in A Capillary (Tube) PDFDocumento20 pagine(1993) Compressible Flow in A Capillary (Tube) PDFJing-Wu DongNessuna valutazione finora
- Virtual Artificial Sensor Technique For Functional Electrical StimulationDocumento11 pagineVirtual Artificial Sensor Technique For Functional Electrical StimulationCarlos Alexandre FerriNessuna valutazione finora
- 5.5 Oscillations (SHM)Documento30 pagine5.5 Oscillations (SHM)num_charsNessuna valutazione finora
- Composite Failure AnalysisDocumento251 pagineComposite Failure AnalysisFernandoNessuna valutazione finora
- Testing of Fiber Reinforced ConcreteDocumento254 pagineTesting of Fiber Reinforced ConcreteGurbirNessuna valutazione finora
- 3 Fluid Heat ExchangerDocumento19 pagine3 Fluid Heat ExchangerAswini RoutNessuna valutazione finora