Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Special Safety Practices For CSL2Documento1 paginaSpecial Safety Practices For CSL2ipliprensNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Chemical Hygiene Plan 2Documento43 pagineChemical Hygiene Plan 2ipliprensNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Contractor Safety Man May2011Documento161 pagineContractor Safety Man May2011ipliprensNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Implementing and Effective Safety ProgramDocumento79 pagineImplementing and Effective Safety ProgramipliprensNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Control Banding B NaumannDocumento11 pagineControl Banding B NaumannipliprensNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Occupational Safety and Health Admin., Labor 1926.57: 1926.57 VentilationDocumento26 pagineOccupational Safety and Health Admin., Labor 1926.57: 1926.57 VentilationipliprensNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- AIHce Pharma Forum Quality Risk-MaPP Implications - EditedDocumento28 pagineAIHce Pharma Forum Quality Risk-MaPP Implications - EditedipliprensNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Z9.5 - 2003 Laboratory Ventilation: - Format - 2 Columns - Shall vs. Should - Explanatory LettersDocumento16 pagineZ9.5 - 2003 Laboratory Ventilation: - Format - 2 Columns - Shall vs. Should - Explanatory LettersipliprensNessuna valutazione finora
- BP Modeling 508Documento12 pagineBP Modeling 508ipliprensNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Laboratory Handbook WorkSafeBCDocumento88 pagineLaboratory Handbook WorkSafeBCkanakarao1Nessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Acetone MsdsDocumento6 pagineAcetone MsdsipliprensNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Physical Sciences: Exvema Explosion Venting ManualDocumento116 paginePhysical Sciences: Exvema Explosion Venting ManualipliprensNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Isa PDFDocumento1 paginaIsa PDFipliprensNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Sterigenics ReportDocumento59 pagineSterigenics ReportipliprensNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Emergency Lighting Design GuideDocumento5 pagineEmergency Lighting Design GuideipliprensNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Tdoct0745b EngDocumento210 pagineTdoct0745b EngipliprensNessuna valutazione finora
- Ke6404175enc 002Documento128 pagineKe6404175enc 002ipliprensNessuna valutazione finora
- Com2011 0772en01Documento97 pagineCom2011 0772en01ipliprensNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Causes: Burning Fossil Fuel Releases Co2 Which Causes PollutionDocumento2 pagineCauses: Burning Fossil Fuel Releases Co2 Which Causes PollutionSARANSH PRAJAPATI 22BCE10795Nessuna valutazione finora
- Coal Tar FuelsDocumento17 pagineCoal Tar FuelsMushahid Ali100% (2)
- Subaru Impreza 2002Documento3.366 pagineSubaru Impreza 2002Tamás Nagy67% (3)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- AS1345 1995 - 管道、导管和线管内材料和物质的识别Documento32 pagineAS1345 1995 - 管道、导管和线管内材料和物质的识别Sean LiongNessuna valutazione finora
- Ece HevDocumento26 pagineEce HevAbinash BeheraNessuna valutazione finora
- WBT Data-Calculation Sheet 4.2.2Documento54 pagineWBT Data-Calculation Sheet 4.2.2Tatiana Torrico CaprilesNessuna valutazione finora
- Engineering Utilities Module 6Documento65 pagineEngineering Utilities Module 6Neerom BaldemoroNessuna valutazione finora
- 00 Fundamentals of Petroleum EngineeringDocumento33 pagine00 Fundamentals of Petroleum EngineeringAmy MillerNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Rural Energy Policy For Timor-Leste (2008)Documento157 pagineRural Energy Policy For Timor-Leste (2008)Detlef Loy100% (1)
- Gas Turbine TechnologiesDocumento35 pagineGas Turbine TechnologiesEmin Çelik100% (1)
- Ammonia For PowerDocumento40 pagineAmmonia For PowerchichosangoNessuna valutazione finora
- H2S in BunkersDocumento2 pagineH2S in BunkersIvan CantaNessuna valutazione finora
- Grade 4Documento10 pagineGrade 4Karen Limpo Apostol100% (1)
- Fundamental of Solar Cell/Photovoltaic Science and TechnologyDocumento42 pagineFundamental of Solar Cell/Photovoltaic Science and TechnologySultan ZahidNessuna valutazione finora
- Energy Performance Assessment of BoilersDocumento43 pagineEnergy Performance Assessment of BoilersPradyumna Dhamangaonkar100% (1)
- Assignment 2 Cebu Private Power Corp UntalanDocumento34 pagineAssignment 2 Cebu Private Power Corp UntalanJChris EsguerraNessuna valutazione finora
- Coal Quality Improvement Technology Brief-EngDocumento10 pagineCoal Quality Improvement Technology Brief-EngRiko C PribadiNessuna valutazione finora
- 7 PirolizaDocumento7 pagine7 PirolizaVeselin BlagojevicNessuna valutazione finora
- BME (A) ProjectDocumento15 pagineBME (A) ProjectMohul KatyalNessuna valutazione finora
- Biofuels PowerpointDocumento27 pagineBiofuels PowerpointIrene Kaye AceroNessuna valutazione finora
- Current Affairs: Energy Crisis in PakistanDocumento10 pagineCurrent Affairs: Energy Crisis in PakistanArsalan Khan GhauriNessuna valutazione finora
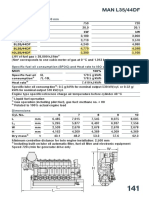
- Speed R/min Mep Bar KW KW 6L35/44DF 7L35/44DF 8L35/44DF 9L35/44DF 10L35/44DFDocumento1 paginaSpeed R/min Mep Bar KW KW 6L35/44DF 7L35/44DF 8L35/44DF 9L35/44DF 10L35/44DFghostt123Nessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Mwananchi Gas Concept PaperDocumento66 pagineMwananchi Gas Concept PaperIddi OmarNessuna valutazione finora
- BMD NTPCDocumento19 pagineBMD NTPCNeha Singh100% (1)
- D Etermination of Optimal Energy Mix Supply From Renewable Energy Sources by Using Multi-Criteria OptimizationDocumento10 pagineD Etermination of Optimal Energy Mix Supply From Renewable Energy Sources by Using Multi-Criteria OptimizationSaniya MehtaNessuna valutazione finora
- Fire Safety Risk Assessment 2006 Educational PremisesDocumento147 pagineFire Safety Risk Assessment 2006 Educational Premises3582Nessuna valutazione finora
- Progress in Experimental Investigations On Evaporation 2 Characteristics of A Fuel DropletDocumento49 pagineProgress in Experimental Investigations On Evaporation 2 Characteristics of A Fuel DropletOlamide50Nessuna valutazione finora
- Carbon Majors:: Methods & Results ReportDocumento104 pagineCarbon Majors:: Methods & Results ReportAntara RanjanNessuna valutazione finora
- MJ2411 Exam Jan 14 2015 PDFDocumento10 pagineMJ2411 Exam Jan 14 2015 PDFDrake BellNessuna valutazione finora
- Pack Firetube BoilersDocumento5 paginePack Firetube BoilersNath BoyapatiNessuna valutazione finora
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesDa EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesValutazione: 4 su 5 stelle4/5 (2)
- Advanced Production Decline Analysis and ApplicationDa EverandAdvanced Production Decline Analysis and ApplicationValutazione: 3.5 su 5 stelle3.5/5 (4)
- Well Control for Completions and InterventionsDa EverandWell Control for Completions and InterventionsValutazione: 4 su 5 stelle4/5 (10)