Potrebbero piacerti anche
- Productivity and Reliability-Based Maintenance Management, Second EditionDa EverandProductivity and Reliability-Based Maintenance Management, Second EditionNessuna valutazione finora
- A Final Floor Show For Bugs (Sandle)Documento4 pagineA Final Floor Show For Bugs (Sandle)Tim Sandle100% (1)
- Environmental Monitoring Overview GOOD TABLESDocumento13 pagineEnvironmental Monitoring Overview GOOD TABLESPsilosNessuna valutazione finora
- Humidity Effect On PharmaceuticalsDocumento12 pagineHumidity Effect On PharmaceuticalsMohamedRefaatMohamed0% (1)
- LabX Bro eDocumento12 pagineLabX Bro eWalter BurtonNessuna valutazione finora
- c1079 USP36 PDFDocumento8 paginec1079 USP36 PDFHassan HoudoudNessuna valutazione finora
- Transfer of Analytical Procedures 1224 Usp42 - NFDocumento2 pagineTransfer of Analytical Procedures 1224 Usp42 - NFMarcelo RigatuzoNessuna valutazione finora
- 2021 Vietnam Startup Report (Nexttrans)Documento34 pagine2021 Vietnam Startup Report (Nexttrans)Trần Thủy VânNessuna valutazione finora
- EA-4-02 Expression of The Uncertainty of Measurement in CalibrationDocumento78 pagineEA-4-02 Expression of The Uncertainty of Measurement in CalibrationYesid Javier Pineda LizarazoNessuna valutazione finora
- Environmental Monitoring Risk AssessmentDocumento22 pagineEnvironmental Monitoring Risk AssessmentMarcelo CarvalhoNessuna valutazione finora
- Canada Health Auth Draft Validation Guide GUI 0029 en For Comment 20 Nov 2018 1Documento34 pagineCanada Health Auth Draft Validation Guide GUI 0029 en For Comment 20 Nov 2018 1atulbsNessuna valutazione finora
- GLP or Good Laboratory PracticesDocumento35 pagineGLP or Good Laboratory Practicesningsih rezekiNessuna valutazione finora
- Good Manufacturing Practice GMP Guidelines Eudralex Volume 4Documento12 pagineGood Manufacturing Practice GMP Guidelines Eudralex Volume 4Editor IJTSRDNessuna valutazione finora
- Qualification of GMP by Lucy GakuhaDocumento22 pagineQualification of GMP by Lucy Gakuhaemma100% (1)
- InTech-Glp Good Laboratory PracticeDocumento24 pagineInTech-Glp Good Laboratory PracticeTiwi100% (1)
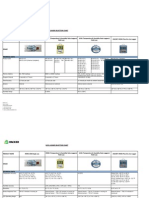
- Data Logger Selection Chart Vacker Dubai UAEDocumento10 pagineData Logger Selection Chart Vacker Dubai UAEVacker Group UAENessuna valutazione finora
- Forced DegradationDocumento8 pagineForced DegradationBiyaya San PedroNessuna valutazione finora
- Application of Fmea Method in A Manufacturing Organization Focused On QualityDocumento7 pagineApplication of Fmea Method in A Manufacturing Organization Focused On QualityRudra DasNessuna valutazione finora
- Adopting The Product Lifecycle ApproachDocumento4 pagineAdopting The Product Lifecycle Approach刘朝阳Nessuna valutazione finora
- 1 - Fluoroscopy-36063022Documento6 pagine1 - Fluoroscopy-36063022Sinta Dewi P.Nessuna valutazione finora
- Pqri Draft Guidance On Blend Uniformity and Content UniformityyDocumento13 paginePqri Draft Guidance On Blend Uniformity and Content UniformityyPhill BrettNessuna valutazione finora
- Veena SeminarDocumento41 pagineVeena SeminarVeena PatilNessuna valutazione finora
- Ensuring The Air Suplly Rate To A Cleanroom Complies With The Eu GGMP and Iso 14644-3 Recovery Rate RequirementsDocumento3 pagineEnsuring The Air Suplly Rate To A Cleanroom Complies With The Eu GGMP and Iso 14644-3 Recovery Rate RequirementsluisNessuna valutazione finora
- Root Cause Analysis InstructionsDocumento3 pagineRoot Cause Analysis Instructionstanveer_techNessuna valutazione finora
- (Pharma-Tech Assignment) : Fire Hazards IN Pharmaceutical IndustryDocumento6 pagine(Pharma-Tech Assignment) : Fire Hazards IN Pharmaceutical IndustryZulqarnain AslamNessuna valutazione finora
- Hazop PharmaDocumento7 pagineHazop PharmaismailayarNessuna valutazione finora
- Iso Astm 52701-13 PDFDocumento10 pagineIso Astm 52701-13 PDFAhmed LabibNessuna valutazione finora
- Some Basic Qa QC Concepts: Quality Assurance (QA) Refers To The Overall ManagementDocumento8 pagineSome Basic Qa QC Concepts: Quality Assurance (QA) Refers To The Overall ManagementUltrichNessuna valutazione finora
- Quality Risk Management in Pharmaceutical Dispensing Center: M. Chitmetha, S. Prombanpong, and T. SomboonwiwatDocumento8 pagineQuality Risk Management in Pharmaceutical Dispensing Center: M. Chitmetha, S. Prombanpong, and T. SomboonwiwatmmmmmNessuna valutazione finora
- Process Validation From An FDA Perspective - Part 2Documento4 pagineProcess Validation From An FDA Perspective - Part 2Darren Tan100% (1)
- 80-00012-Whitepaper Pharma Int DisplayDocumento16 pagine80-00012-Whitepaper Pharma Int DisplayNgân NgânNessuna valutazione finora
- Cleaning Validation Approach 1Documento19 pagineCleaning Validation Approach 1Dharmesh PatelNessuna valutazione finora
- ПЕТ Центар- Производство и Контрола На Квалитет- Е. ЈанеевиќDocumento30 pagineПЕТ Центар- Производство и Контрола На Квалитет- Е. ЈанеевиќEmilija Janevik100% (1)
- Risk-Management-Sandle EsterilesDocumento31 pagineRisk-Management-Sandle EsterilesLeyvert De JesusNessuna valutazione finora
- Temperature Monitor Alert System UAE Qatar OmanDocumento2 pagineTemperature Monitor Alert System UAE Qatar OmanmrikovsteyneNessuna valutazione finora
- Work Environment SOP Free TemplateDocumento2 pagineWork Environment SOP Free TemplateIftikhar KhanNessuna valutazione finora
- 9532 Loboda FMEA Risk Analysis Example1Documento1 pagina9532 Loboda FMEA Risk Analysis Example1Kandeepan100% (1)
- Oil and Gas Maintenance Presentation ReviewDocumento17 pagineOil and Gas Maintenance Presentation ReviewcakjurisNessuna valutazione finora
- IPQA A Beginner's GuideDocumento170 pagineIPQA A Beginner's GuideGoran MickoNessuna valutazione finora
- EMA - Reflection Paper For Laboratories That Perform The Analysis or Evaluation of Clinical Trial SamplesDocumento19 pagineEMA - Reflection Paper For Laboratories That Perform The Analysis or Evaluation of Clinical Trial Samplesrpg1973Nessuna valutazione finora
- Basic Principle of GMPDocumento25 pagineBasic Principle of GMPMd HossainNessuna valutazione finora
- IyerpptDocumento35 pagineIyerpptVioleta Grigoras100% (1)
- Cip TankDocumento2 pagineCip TankAshwin ChanilNessuna valutazione finora
- Content: Standard Operating Procedure (SOP) Use and Maintenance of A PH MeterDocumento6 pagineContent: Standard Operating Procedure (SOP) Use and Maintenance of A PH MeterChristian JosephNessuna valutazione finora
- Limites Microbianos Por PoissonDocumento10 pagineLimites Microbianos Por PoissonJavier GalvanNessuna valutazione finora
- Validation of Mixer Double Cone BlenderDocumento6 pagineValidation of Mixer Double Cone BlenderSyed RizviNessuna valutazione finora
- 04JA BlackburnDocumento7 pagine04JA BlackburnFederico BrigatoNessuna valutazione finora
- Article2-Clean Operation Manufacturing294002107513883542Documento4 pagineArticle2-Clean Operation Manufacturing294002107513883542авдей александрNessuna valutazione finora
- 06 Breakout D-Quality Risk Management-Key MessagesDocumento26 pagine06 Breakout D-Quality Risk Management-Key Messageshenrykayode4100% (1)
- c41 - USP General Chapters 41 For Repeatability & Accuracy of BalanceDocumento1 paginac41 - USP General Chapters 41 For Repeatability & Accuracy of Balance楊宗棠Nessuna valutazione finora
- "Failure Modes and Effect Analysis of S - Type Nozzle": A Project OnDocumento15 pagine"Failure Modes and Effect Analysis of S - Type Nozzle": A Project Onuujaval pavarNessuna valutazione finora
- Giz2012 en Comparison of Eu GMP Guidelines With Who Guidelines PDFDocumento70 pagineGiz2012 en Comparison of Eu GMP Guidelines With Who Guidelines PDFMr ThanhNessuna valutazione finora
- SRS (Software Requirements Specification) SCLIMSDocumento17 pagineSRS (Software Requirements Specification) SCLIMSMelvin Espuerta LotocNessuna valutazione finora
- USP 1150 PharmaceuticalStability MKT PDFDocumento3 pagineUSP 1150 PharmaceuticalStability MKT PDFMuhammad FadhlurrahmanNessuna valutazione finora
- Quality Risk Management PDFDocumento9 pagineQuality Risk Management PDFisak23Nessuna valutazione finora
- Understanding ISO 21501-4 12-2010 DGDocumento4 pagineUnderstanding ISO 21501-4 12-2010 DGgirodadoNessuna valutazione finora
- Using Failure Mode Effect Analysis (FMEA) To Improve Service QualityDocumento8 pagineUsing Failure Mode Effect Analysis (FMEA) To Improve Service QualityRyan RNessuna valutazione finora
- FBD Tray Dryer Validation MalibaDocumento46 pagineFBD Tray Dryer Validation MalibaApoloTrevinoNessuna valutazione finora
- SIP Report AnjaliDocumento18 pagineSIP Report AnjaliSailee GawdeNessuna valutazione finora
- For Pipe Thread Repair and Maintenance: Type 1 WheelsDocumento1 paginaFor Pipe Thread Repair and Maintenance: Type 1 WheelsBepdjNessuna valutazione finora
- A Study On Brand Image of AppolloDocumento78 pagineA Study On Brand Image of AppolloVinod KumarNessuna valutazione finora
- Activity-Based Costing and Management: Managerial Accounting: The Cornerstone of Business Decisions, 4eDocumento60 pagineActivity-Based Costing and Management: Managerial Accounting: The Cornerstone of Business Decisions, 4etira sundayNessuna valutazione finora
- Golds Gym Marketing Audit Report SHDocumento16 pagineGolds Gym Marketing Audit Report SHErikaOruaAngelesNessuna valutazione finora
- A) Vogel's Approximation B) Least Cost Entry Method B) North West Corner Rule D) Row Minima MethodDocumento1 paginaA) Vogel's Approximation B) Least Cost Entry Method B) North West Corner Rule D) Row Minima MethodSree MurthyNessuna valutazione finora
- SWOT in New AgeDocumento3 pagineSWOT in New AgemackNessuna valutazione finora
- Gear Blanking: Mandellii' Inc .., Ifarm:Ingt Onihui'S, MilDocumento5 pagineGear Blanking: Mandellii' Inc .., Ifarm:Ingt Onihui'S, MilKOMATSU SHOVELNessuna valutazione finora
- Master Sheet Process Audit Check SheetDocumento11 pagineMaster Sheet Process Audit Check SheetRakesh S100% (1)
- SAP PP - MRP Procedure PDFDocumento74 pagineSAP PP - MRP Procedure PDFKoustubha KhareNessuna valutazione finora
- Analisis Hubungan Antara Enterprise Resource Planning Dengan Efektivitas Pengendalian Internal Pada Sektor Perbankan Teguh PuspandoyoDocumento12 pagineAnalisis Hubungan Antara Enterprise Resource Planning Dengan Efektivitas Pengendalian Internal Pada Sektor Perbankan Teguh PuspandoyoNani astuti 3419031Nessuna valutazione finora
- Chapter 3 Gathering Information and Forecasting DemandDocumento19 pagineChapter 3 Gathering Information and Forecasting DemandStudy PurposeNessuna valutazione finora
- Material Inspection Procedure-General Requirement-Combined (30-P01-00)Documento8 pagineMaterial Inspection Procedure-General Requirement-Combined (30-P01-00)Samira MahmoodiNessuna valutazione finora
- Lecture 3 TTT CCT Diagram Anil IntDocumento34 pagineLecture 3 TTT CCT Diagram Anil IntDenta Ariawan0% (1)
- Alsbridge Hi Res FinalDocumento24 pagineAlsbridge Hi Res FinalAnaNessuna valutazione finora
- Daraz Case StudyDocumento17 pagineDaraz Case StudyAdeena Zaheer AhmedNessuna valutazione finora
- CJGempisaw - WAC 1 - Dynamic Packaging CompanyDocumento5 pagineCJGempisaw - WAC 1 - Dynamic Packaging CompanyChristy Jean GempisawNessuna valutazione finora
- Samm Core v1-5 FinalDocumento72 pagineSamm Core v1-5 FinalGhilmer VHNessuna valutazione finora
- Manufacturing Processes: Multiple Choice 1. A. B. C. DDocumento19 pagineManufacturing Processes: Multiple Choice 1. A. B. C. DamarparimiNessuna valutazione finora
- DMC 216Documento4 pagineDMC 216sailesh chaudhary0% (1)
- Welding Al CastingsDocumento13 pagineWelding Al CastingsSmartNessuna valutazione finora
- Data Transfer Workbench - SAP HelpDocumento21 pagineData Transfer Workbench - SAP HelpAnuradha SreedharagaddaNessuna valutazione finora
- My Sap NotesDocumento38 pagineMy Sap NotesPradatta SethyNessuna valutazione finora
- E Commerce Lesson 5Documento9 pagineE Commerce Lesson 5somechromo6Nessuna valutazione finora
- IJRPR2373Documento7 pagineIJRPR2373Avneet kaurNessuna valutazione finora
- Kathmandu University: Dhulikhel, KavreDocumento19 pagineKathmandu University: Dhulikhel, KavreAayush GurungNessuna valutazione finora
- Resistance To Change and Erp Implementation Success - The Moderating Role of Change Management InitiativesDocumento17 pagineResistance To Change and Erp Implementation Success - The Moderating Role of Change Management InitiativesDenis DelismajlovicNessuna valutazione finora
- Unit2 TB4Documento80 pagineUnit2 TB4Zergaia WPNessuna valutazione finora
- Mule First Draft ThesisDocumento102 pagineMule First Draft ThesisKasim MergaNessuna valutazione finora