Potrebbero piacerti anche
- Rotary Products 5632Documento40 pagineRotary Products 5632Pablo AbalosNessuna valutazione finora
- Heli-Coil Catalog HC2000 Rev12Documento40 pagineHeli-Coil Catalog HC2000 Rev12anon_512891835Nessuna valutazione finora
- Helicoil Plus en 0100Documento56 pagineHelicoil Plus en 0100Ahmet MetinNessuna valutazione finora
- CP Carrillo HardwareDocumento23 pagineCP Carrillo HardwarePaul ZiddyNessuna valutazione finora
- 1 Fastening Catalogue 2013 Hi ResDocumento30 pagine1 Fastening Catalogue 2013 Hi ResMujjo Sahb100% (1)
- Recoil Screw Thread InsertsDocumento61 pagineRecoil Screw Thread InsertsAce Industrial SuppliesNessuna valutazione finora
- Suruburi by S.C.RewlingsDocumento8 pagineSuruburi by S.C.RewlingsMihnea OrzaNessuna valutazione finora
- Pro Rod BrochureDocumento9 paginePro Rod BrochureMIRCEA1305Nessuna valutazione finora
- ITW - Dynabolt Sleeve AnchorDocumento3 pagineITW - Dynabolt Sleeve AnchorBai AdiNessuna valutazione finora
- Busce Rivkle GBDocumento56 pagineBusce Rivkle GBVlad MarianNessuna valutazione finora
- Rigid Coupling 4Documento9 pagineRigid Coupling 4Yosia HutasoitNessuna valutazione finora
- Bollhoff Rivkle Blind Rivet NutsDocumento40 pagineBollhoff Rivkle Blind Rivet NutsAce Industrial Supplies100% (1)
- Vallorbs Guide Cut Vs Rolled ThreadsDocumento3 pagineVallorbs Guide Cut Vs Rolled ThreadsOrlando AriasNessuna valutazione finora
- Wheeled Rod Guide Couplings 2023Documento11 pagineWheeled Rod Guide Couplings 2023Valtour NencheNessuna valutazione finora
- Self-Locking Fasteners: 4 Tips Every Engineer Should KnowDocumento7 pagineSelf-Locking Fasteners: 4 Tips Every Engineer Should Knowcamohunter71100% (1)
- Flex CouplingDocumento19 pagineFlex CouplingPradeep_VashistNessuna valutazione finora
- HeliCoil Aftermarket CatalogueDocumento24 pagineHeliCoil Aftermarket CatalogueAce Industrial SuppliesNessuna valutazione finora
- Cylinder ParkerDocumento2 pagineCylinder ParkermecambNessuna valutazione finora
- Screwdriver Bits CatalogDocumento161 pagineScrewdriver Bits CatalogHariram BishnoiNessuna valutazione finora
- 65500e Hydro-Form CentralizersDocumento2 pagine65500e Hydro-Form CentralizersNavin KumarNessuna valutazione finora
- Shaffer ShpericalDocumento11 pagineShaffer Shpericaljeinerdt100% (1)
- Bossard Taptite Self Tapping Screw CatalogueDocumento10 pagineBossard Taptite Self Tapping Screw CataloguepmlmkpNessuna valutazione finora
- Cherry Maxibolt® Blind Bolt SystemDocumento6 pagineCherry Maxibolt® Blind Bolt SystemCHO METNessuna valutazione finora
- Tubulars Tubular Services Catalog PDFDocumento29 pagineTubulars Tubular Services Catalog PDFHERNANDO CASTILLO100% (1)
- Tubulars and Tubular Services Catalog: DrilcoDocumento29 pagineTubulars and Tubular Services Catalog: DrilcoDoni KurniawanNessuna valutazione finora
- Crane Supporting Steel StructuresDocumento11 pagineCrane Supporting Steel StructuresRaul Rapelli LanteriNessuna valutazione finora
- Recoil Screw Thread InsertsDocumento8 pagineRecoil Screw Thread InsertsAce Industrial SuppliesNessuna valutazione finora
- Avdel LockboltSystems enDocumento16 pagineAvdel LockboltSystems enkamaleshaiahNessuna valutazione finora
- Kerk Catalog 2008 PDFDocumento74 pagineKerk Catalog 2008 PDFhexapodoNessuna valutazione finora
- DeZURIK Eccentric Plug ValveDocumento8 pagineDeZURIK Eccentric Plug ValveArikan YuzbasiogullariNessuna valutazione finora
- 2010 Straub Couplings CatalogDocumento24 pagine2010 Straub Couplings CatalogpaulpopNessuna valutazione finora
- WaterfordDocumento12 pagineWaterfordCamilo MorenoNessuna valutazione finora
- Ejot FDSDocumento20 pagineEjot FDSJacobNessuna valutazione finora
- Din 7500 enDocumento10 pagineDin 7500 enCălin Bălăiţă100% (1)
- To Falk Steel FlexDocumento47 pagineTo Falk Steel FlexJose Antonio García RuízNessuna valutazione finora
- Halfen Coupler Mechanical Rebar SplicingDocumento33 pagineHalfen Coupler Mechanical Rebar Splicingcarlosfilipegomes3994Nessuna valutazione finora
- l10752 4000 Series Cement Plant Elevator Chain BrochureDocumento4 paginel10752 4000 Series Cement Plant Elevator Chain BrochureUrip S. SetyadjiNessuna valutazione finora
- L9 Fastening SystemDocumento6 pagineL9 Fastening Systemcontact@coreeslNessuna valutazione finora
- Rotex Pneumatic Cylinder CatalogueDocumento4 pagineRotex Pneumatic Cylinder Cataloguekumar ambujNessuna valutazione finora
- Protech Seal BrochureDocumento10 pagineProtech Seal BrochureRodrigo Jechéla Barrios0% (1)
- Am ItDocumento27 pagineAm Itakalbhor90Nessuna valutazione finora
- Zinko CatalogDocumento23 pagineZinko CatalogJas SumNessuna valutazione finora
- Quality Tool Holders PartnerDocumento81 pagineQuality Tool Holders PartnerbrineytoolingNessuna valutazione finora
- Rental Products Orbitalum PDFDocumento16 pagineRental Products Orbitalum PDFAshley JacksonNessuna valutazione finora
- Liquidtight Broch DEC06Documento8 pagineLiquidtight Broch DEC06Anonymous OnzJpzNessuna valutazione finora
- Trident Rotary Drill BitsDocumento6 pagineTrident Rotary Drill BitsLGT LLCNessuna valutazione finora
- RIVKLEDocumento56 pagineRIVKLEserzo75Nessuna valutazione finora
- HeliCoil Stud-Lock ApplicationsDocumento2 pagineHeliCoil Stud-Lock ApplicationsAce Industrial SuppliesNessuna valutazione finora
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- High-Performance GM LS-Series Cylinder Head GuideDa EverandHigh-Performance GM LS-Series Cylinder Head GuideValutazione: 4.5 su 5 stelle4.5/5 (2)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderDa EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderValutazione: 5 su 5 stelle5/5 (2)
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallDa EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallValutazione: 4 su 5 stelle4/5 (8)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsDa EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsValutazione: 4 su 5 stelle4/5 (1)
- Small Block Chevrolet: Stock and High-Performance RebuildsDa EverandSmall Block Chevrolet: Stock and High-Performance RebuildsValutazione: 4 su 5 stelle4/5 (6)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Da EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Valutazione: 5 su 5 stelle5/5 (2)
- Hindu Tamil CalanderDocumento11 pagineHindu Tamil CalanderN.PalaniappanNessuna valutazione finora
- Bank of Chettinad in Ceylon in 1929 Nagarathar PerumaiDocumento2 pagineBank of Chettinad in Ceylon in 1929 Nagarathar PerumaiN.PalaniappanNessuna valutazione finora
- Select The Country Select The Corresponding Country, You Desire To Watch The TimeDocumento2 pagineSelect The Country Select The Corresponding Country, You Desire To Watch The TimeN.PalaniappanNessuna valutazione finora
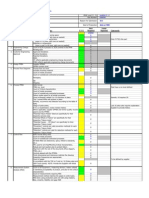
- SQD-025 PPAP ChecklistDocumento7 pagineSQD-025 PPAP ChecklistMadhan RajNessuna valutazione finora
- Explanation of Surface RoughnessDocumento8 pagineExplanation of Surface RoughnessN.Palaniappan100% (6)
- Pneumatics Symbols Din ISO 1219 PDFDocumento4 paginePneumatics Symbols Din ISO 1219 PDFN.Palaniappan100% (1)
- Co-Ordinates HolesDocumento1 paginaCo-Ordinates HolesN.PalaniappanNessuna valutazione finora
- Material Data BaseDocumento22 pagineMaterial Data BaseN.PalaniappanNessuna valutazione finora
- Technical Information BoltDocumento77 pagineTechnical Information BoltLivian TeddyNessuna valutazione finora
- PPAP Explained: What is a PPAP and How to Complete OneDocumento4 paginePPAP Explained: What is a PPAP and How to Complete Oneb_bhoopathyNessuna valutazione finora
- Screw ThreadsDocumento2 pagineScrew ThreadsN.PalaniappanNessuna valutazione finora
- The Current State of Worldwide Standards of Ductile IronDocumento8 pagineThe Current State of Worldwide Standards of Ductile IronN.PalaniappanNessuna valutazione finora
- GTEM Cells For EMC Measurement by NPLDocumento53 pagineGTEM Cells For EMC Measurement by NPLN.PalaniappanNessuna valutazione finora
- Posters of Hole Diameter For All Type of ThreadsDocumento1 paginaPosters of Hole Diameter For All Type of ThreadsN.PalaniappanNessuna valutazione finora
- MOLYBDEUM in DUCTILE IRONDocumento5 pagineMOLYBDEUM in DUCTILE IRONN.Palaniappan100% (1)
- PIPED GAS - SafetyDocumento2 paginePIPED GAS - SafetyN.PalaniappanNessuna valutazione finora
- Parallel Groove ClampsDocumento5 pagineParallel Groove ClampsN.PalaniappanNessuna valutazione finora
- GTEM Cells For EMC Measurement by NPLDocumento53 pagineGTEM Cells For EMC Measurement by NPLN.PalaniappanNessuna valutazione finora
- FITTING HANDBOOK by FORMATYRA INIEZIONE POLIMERIDocumento56 pagineFITTING HANDBOOK by FORMATYRA INIEZIONE POLIMERIN.PalaniappanNessuna valutazione finora
- The Measurement of Surface Texture by NPL LabDocumento97 pagineThe Measurement of Surface Texture by NPL LabN.Palaniappan100% (1)
- mgpg11 - A Beginner's Guide To Uncertainty of Measurement by Stephanie BellDocumento41 paginemgpg11 - A Beginner's Guide To Uncertainty of Measurement by Stephanie Bellarylananyla100% (2)
- GD&T Hierarachy PyramidDocumento1 paginaGD&T Hierarachy PyramidSunil BaliNessuna valutazione finora
- Measurement of Mass and Weight by NPLDocumento34 pagineMeasurement of Mass and Weight by NPLN.PalaniappanNessuna valutazione finora
- Valve Material SpecificationDocumento5 pagineValve Material Specificationapi-9572051Nessuna valutazione finora
- Magic SquareDocumento9 pagineMagic SquareN.PalaniappanNessuna valutazione finora
- PPAP Manual Supplier QualityDocumento51 paginePPAP Manual Supplier QualityGuru PrasadNessuna valutazione finora
- Data Chart For Threads by MARYLANDDocumento71 pagineData Chart For Threads by MARYLANDN.Palaniappan100% (6)
- PPAPDocumento16 paginePPAPOsvaldo Da Silva Neto100% (1)
- PPAP ChecklistDocumento2 paginePPAP ChecklistN.Palaniappan50% (2)
- Armacoil Catalog HelicoilDocumento28 pagineArmacoil Catalog Helicoilmishnator666Nessuna valutazione finora
- ASME Technical Presentation 2013Documento152 pagineASME Technical Presentation 2013Siraj KhanNessuna valutazione finora
- Guide to Selecting Artificial Lift for Gas WellsDocumento20 pagineGuide to Selecting Artificial Lift for Gas WellsRaymundo Leonardo Pérez SierraNessuna valutazione finora
- Lect3 - 2020 SEM2 1920Documento25 pagineLect3 - 2020 SEM2 1920Praven KumarNessuna valutazione finora
- Fracturing Engineering Manual - 4243456 - 02Documento903 pagineFracturing Engineering Manual - 4243456 - 02Pablo Antezana100% (2)
- QB. PPDocumento15 pagineQB. PPRajib MandalNessuna valutazione finora
- BT DT Rev 5Documento37 pagineBT DT Rev 5Anonymous 7pJU2NFhANessuna valutazione finora
- Catalogo MMADocumento26 pagineCatalogo MMADomingos BarrosNessuna valutazione finora
- The New Mercedes Arocs BrochureDocumento77 pagineThe New Mercedes Arocs Brochureislamafash100% (1)
- Full Length Test 1 Paper Civil Ki GoliDocumento45 pagineFull Length Test 1 Paper Civil Ki GoliPankaj BadiwalNessuna valutazione finora
- Esab Tech Tips: Quick Guide Aristo U8 Control PanelDocumento16 pagineEsab Tech Tips: Quick Guide Aristo U8 Control Panelthom0% (1)
- Tecflex 400 Series Flexible DuctingDocumento6 pagineTecflex 400 Series Flexible DuctingEN LeedNessuna valutazione finora
- Determination of The Tensile Strength of An OCF Canister FoamDocumento3 pagineDetermination of The Tensile Strength of An OCF Canister Foamemre sönmezNessuna valutazione finora
- Co Po MappingDocumento71 pagineCo Po MappingPoun KumarNessuna valutazione finora
- The Extended Rayleigh-Ritz Method For An Analysis of Nonlinear VibrationsDocumento7 pagineThe Extended Rayleigh-Ritz Method For An Analysis of Nonlinear VibrationsGuilherme NagaeNessuna valutazione finora
- Hydraulic FittingsDocumento411 pagineHydraulic Fittingspaolomoreano88Nessuna valutazione finora
- Marcet Boiler Final Lab ReportDocumento14 pagineMarcet Boiler Final Lab ReportHerschelle ShongweNessuna valutazione finora
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocumento16 pagineAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456Nessuna valutazione finora
- P2-805 - Parts - 2011Documento73 pagineP2-805 - Parts - 2011Centrifugal SeparatorNessuna valutazione finora
- Rules for Classification of Ships: Part C Machinery, Systems and Fire ProtectionDocumento485 pagineRules for Classification of Ships: Part C Machinery, Systems and Fire ProtectionTordillo ECV56Nessuna valutazione finora
- Filters For Atlas CopcoDocumento7 pagineFilters For Atlas Copcosuraj pandeyNessuna valutazione finora
- Pressure Relief Valves HenryDocumento7 paginePressure Relief Valves HenryOSCAR ASIAINNessuna valutazione finora
- Climate Control PDFDocumento80 pagineClimate Control PDFArivup PavalanNessuna valutazione finora
- Standard Equipment: Hitachi Construction Machinery Co., LTDDocumento15 pagineStandard Equipment: Hitachi Construction Machinery Co., LTDDemo OnlyNessuna valutazione finora
- Almost Everthing For MEPDocumento55 pagineAlmost Everthing For MEPdkpushp100% (4)
- Parts List for Vacuum Systems with Location, Brand and Model DetailsDocumento68 pagineParts List for Vacuum Systems with Location, Brand and Model DetailsJose Gregorio Lira SerranoNessuna valutazione finora
- ARE 301-Strength-of-Materials-ver-2021Documento8 pagineARE 301-Strength-of-Materials-ver-2021Ferlyn MendezNessuna valutazione finora
- Dropwise Filmwise Condensation ApparatusDocumento1 paginaDropwise Filmwise Condensation ApparatusBalRam DhimanNessuna valutazione finora
- Air Handling Units GuidelineDocumento5 pagineAir Handling Units GuidelineImam MansyurNessuna valutazione finora
- Basics of Piping System Thermal Expansion For Process EngineersDocumento14 pagineBasics of Piping System Thermal Expansion For Process EngineersGoce VasilevskiNessuna valutazione finora
- 2019 - Shen Et Al - Two and Three Dimensional Numerical Analyses of Geosynthetic Reinforced Soil GRS Piers PDFDocumento17 pagine2019 - Shen Et Al - Two and Three Dimensional Numerical Analyses of Geosynthetic Reinforced Soil GRS Piers PDFTomaz TurcarelliNessuna valutazione finora