Potrebbero piacerti anche
- Programmable Logic Controllers: Richard A. WyskDocumento49 pagineProgrammable Logic Controllers: Richard A. WyskreliableplacementNessuna valutazione finora
- Chapter 10 Programmable Logic ControllerDocumento42 pagineChapter 10 Programmable Logic ControllerErhan NikmanNessuna valutazione finora
- Programmable Logic Controllers: Richard A. Wysk IE450 - Manufacturing SystemsDocumento42 pagineProgrammable Logic Controllers: Richard A. Wysk IE450 - Manufacturing SystemsNagaraj SubbiahNessuna valutazione finora
- PLC NittDocumento58 paginePLC NittVignesh Meyyappan100% (1)
- PLC PDFDocumento111 paginePLC PDFMira RedaNessuna valutazione finora
- PLC History: in The Late 1960'S Plcs Were First Introduced To Replace Complicated Relay Based Control SystemsDocumento77 paginePLC History: in The Late 1960'S Plcs Were First Introduced To Replace Complicated Relay Based Control SystemsPK KNessuna valutazione finora
- A PLC System: CPU Module (Left) and An I/O Rack (Right) (Allen Bradley PLC-5)Documento71 pagineA PLC System: CPU Module (Left) and An I/O Rack (Right) (Allen Bradley PLC-5)vismaywalle1Nessuna valutazione finora
- PLCDocumento30 paginePLCAnkit ShuklaNessuna valutazione finora
- PLCProgrammingwith RSLogix 5000Documento168 paginePLCProgrammingwith RSLogix 5000DanielCardonaNessuna valutazione finora
- Abhinav Srivastav EE-3 YearDocumento30 pagineAbhinav Srivastav EE-3 YearAbhinav Srivastav100% (7)
- PLCDocumento46 paginePLChazlanNessuna valutazione finora
- C F L P: Hapter OUR Adder RogrammingDocumento40 pagineC F L P: Hapter OUR Adder RogrammingMohamed OmarNessuna valutazione finora
- 5000 Um005 - en PDocumento166 pagine5000 Um005 - en PabhipankajNessuna valutazione finora
- Workbook Workbook Workbook Workbook Workbook: Try Yourself QuestionsDocumento18 pagineWorkbook Workbook Workbook Workbook Workbook: Try Yourself QuestionsarunNessuna valutazione finora
- Keyence PLC Hardware Basic OperationDocumento58 pagineKeyence PLC Hardware Basic OperationJayson Jonson AraojoNessuna valutazione finora
- Allenbradley Point GuardDocumento212 pagineAllenbradley Point GuardHenrique MantovaniNessuna valutazione finora
- RSLogix Guard PLUS User Manual ENGDocumento356 pagineRSLogix Guard PLUS User Manual ENGVillarroel RenéNessuna valutazione finora
- Allen Bradley's PLC Programming HandbookDocumento80 pagineAllen Bradley's PLC Programming HandbookjuancrangelNessuna valutazione finora
- (Micrologix 1000) (Intouch Wonderware)Documento34 pagine(Micrologix 1000) (Intouch Wonderware)Henry FernandezNessuna valutazione finora
- Expt1 IA - Lab Intro & Basic InstructionsDocumento8 pagineExpt1 IA - Lab Intro & Basic Instructionspv_sunil2996Nessuna valutazione finora
- Beckhoff Main Catalog 2019 Volume2 PDFDocumento728 pagineBeckhoff Main Catalog 2019 Volume2 PDFAlexandru DiaconescuNessuna valutazione finora
- PLC Manual Laboratory Advanced v1Documento95 paginePLC Manual Laboratory Advanced v1Suzaini SupingatNessuna valutazione finora
- VFD E ManualDocumento271 pagineVFD E Manualmathankumar1980100% (1)
- PLC Fund 1794Documento39 paginePLC Fund 1794Joang TaoNessuna valutazione finora
- Understanding Motor Controls 3rd Edition Herman Test BankDocumento4 pagineUnderstanding Motor Controls 3rd Edition Herman Test BankDebits100% (5)
- MCC Instruction Manual Rev PDFDocumento44 pagineMCC Instruction Manual Rev PDFvidhyaNessuna valutazione finora
- Basics of PLCDocumento49 pagineBasics of PLCANAMIKA BHARALINessuna valutazione finora
- Questions and ProblemsDocumento44 pagineQuestions and ProblemsNidhin Mathew100% (3)
- Rslogix 5000 Tips and Tricks: Part 2: TrendingDocumento21 pagineRslogix 5000 Tips and Tricks: Part 2: TrendingGabriel CarvalhoNessuna valutazione finora
- PLC Program To Control Level of Two TanksDocumento5 paginePLC Program To Control Level of Two TanksYayachew MandefroNessuna valutazione finora
- Rslogix 5000 Tips and Tricks: Part 1: Tag FiltersDocumento18 pagineRslogix 5000 Tips and Tricks: Part 1: Tag FiltersGabriel CarvalhoNessuna valutazione finora
- Intouch 9.5 PDFDocumento8 pagineIntouch 9.5 PDFnew2trackNessuna valutazione finora
- PLC Troubleshooting: Troubleshooting Inputs and OutputsDocumento5 paginePLC Troubleshooting: Troubleshooting Inputs and OutputsMd Omar FaruqueNessuna valutazione finora
- Unit 7 Discrete ControllersDocumento26 pagineUnit 7 Discrete ControllersDiego Eduardo Astulle AlegreNessuna valutazione finora
- Ladder Logic 12Documento75 pagineLadder Logic 12mukesh2512100% (1)
- Introduction To PLCsDocumento42 pagineIntroduction To PLCsArun Kumar YadavNessuna valutazione finora
- Programmable Logic ControllersDocumento97 pagineProgrammable Logic ControllersRijo MathewNessuna valutazione finora
- Programming Examples 1Documento17 pagineProgramming Examples 1Dr-Amit Kumar SinghNessuna valutazione finora
- Boolean AlgebraDocumento45 pagineBoolean AlgebraaishuNessuna valutazione finora
- DVP-PLC Application Manual 【Programming】 Table of ContentsDocumento586 pagineDVP-PLC Application Manual 【Programming】 Table of Contentsmubs73Nessuna valutazione finora
- Logix HMI PasswordDocumento1 paginaLogix HMI PasswordMarcelo C. OliveiraNessuna valutazione finora
- Api I C3 1 LDDocumento97 pagineApi I C3 1 LDAmal Ahmed100% (1)
- Programmable Logic Controller PLCDocumento53 pagineProgrammable Logic Controller PLCokk chuNessuna valutazione finora
- PLC Training KitDocumento67 paginePLC Training KitGyanPrakashNessuna valutazione finora
- PLC FatekDocumento36 paginePLC FatekM7mud M7mdNessuna valutazione finora
- Chapter 7 Programming Timers and Counters PDFDocumento10 pagineChapter 7 Programming Timers and Counters PDFHassan HaririNessuna valutazione finora
- PLC Basics Rev1 by Regulus PDFDocumento43 paginePLC Basics Rev1 by Regulus PDFDondon LugnasinNessuna valutazione finora
- PLC Basicsand Ladder Programming-2Documento86 paginePLC Basicsand Ladder Programming-2Ifradmanorama Papabeta2611Nessuna valutazione finora
- USB ThermometerDocumento40 pagineUSB ThermometerTheodøros D' SpectrøømNessuna valutazione finora
- Body Electrical: Toyota Electrical Wiring Diagram WorkbookDocumento107 pagineBody Electrical: Toyota Electrical Wiring Diagram WorkbookJohn Mark AcederaNessuna valutazione finora
- PLCHAPTER07Documento70 paginePLCHAPTER07Bayu Ardiansyah100% (1)
- Chapter 3 - Fundamental PLC Programming Chapter 3 Review Questions and ProblemsDocumento7 pagineChapter 3 - Fundamental PLC Programming Chapter 3 Review Questions and ProblemsRitesh SharmaNessuna valutazione finora
- RE7ML11BU TelemecaniqueDocumento22 pagineRE7ML11BU TelemecaniqueHugo FermartiNessuna valutazione finora
- A New ADPLLDocumento4 pagineA New ADPLLTruegodman FangNessuna valutazione finora
- Industrial Electric RelayDocumento26 pagineIndustrial Electric Relaysyed muazzam shah putraNessuna valutazione finora
- Westinghouse Type CODocumento24 pagineWestinghouse Type CORicardo Hernandez100% (1)
- Department of Electrical Engineering: Instrumentation Lab EE-702Documento5 pagineDepartment of Electrical Engineering: Instrumentation Lab EE-702Saurav SumanNessuna valutazione finora
- C F I R: Hapter IVE Nternal ElaysDocumento19 pagineC F I R: Hapter IVE Nternal ElaysMohamed OmarNessuna valutazione finora
- Conveyor (Repaired)Documento7 pagineConveyor (Repaired)Daaniyyee AbdiisaaNessuna valutazione finora
- Three Day National Workshop With Hands-On Session in Signal and Image Processing Practice To ResearchDocumento2 pagineThree Day National Workshop With Hands-On Session in Signal and Image Processing Practice To ResearchDilip TheLipNessuna valutazione finora
- Eee 3 Substion ReportDocumento2 pagineEee 3 Substion ReportDilip TheLipNessuna valutazione finora
- Intel® Desktop Board DG31PR Product Guide: Order Number: D99182-001Documento74 pagineIntel® Desktop Board DG31PR Product Guide: Order Number: D99182-001Richard MedinaNessuna valutazione finora
- Lecture NetworkingDocumento262 pagineLecture NetworkingDilip TheLipNessuna valutazione finora
- Academic & Administrative Inspection: The Regional Joint Director of Technical EducationDocumento1 paginaAcademic & Administrative Inspection: The Regional Joint Director of Technical EducationDilip TheLipNessuna valutazione finora
- Diploma EEE III SemDocumento22 pagineDiploma EEE III SemDilip TheLipNessuna valutazione finora
- Current TargetDocumento1 paginaCurrent TargetDilip TheLipNessuna valutazione finora
- ProformarDocumento3 pagineProformarDilip TheLipNessuna valutazione finora
- IGI30Documento1 paginaIGI30Dilip TheLipNessuna valutazione finora
- Mphil PHD 2016.PDF SPMVVDocumento14 pagineMphil PHD 2016.PDF SPMVVDilip TheLipNessuna valutazione finora
- General Tesla Coil Construction PlansDocumento7 pagineGeneral Tesla Coil Construction PlansPrateekNessuna valutazione finora
- My Inventions - The Autobiography of Nikola Tesla PDFDocumento12 pagineMy Inventions - The Autobiography of Nikola Tesla PDFDilip TheLipNessuna valutazione finora
- JSE SE Advt. 280213 PDFDocumento2 pagineJSE SE Advt. 280213 PDFAakash MazumderNessuna valutazione finora
- FDM145584913077904 Deepthi FDM145584930333324 Padhu: FDM145584944359402 Dilip FDM145585013596001 SrinivasDocumento1 paginaFDM145584913077904 Deepthi FDM145584930333324 Padhu: FDM145584944359402 Dilip FDM145585013596001 SrinivasDilip TheLipNessuna valutazione finora
- JNTUA R&D Gudelines For PH.D M.phil Thesis Submitted..Pdf - 353699Documento3 pagineJNTUA R&D Gudelines For PH.D M.phil Thesis Submitted..Pdf - 353699Arun KumarNessuna valutazione finora
- October 2015Documento4 pagineOctober 2015Dilip TheLipNessuna valutazione finora
- Deadlock ProgramDocumento5 pagineDeadlock Programjsanandkumar22Nessuna valutazione finora
- Required PicsDocumento2 pagineRequired PicsDilip TheLipNessuna valutazione finora
- Lakshya List of Papers Selected For Presentation From Dept. of EeeDocumento7 pagineLakshya List of Papers Selected For Presentation From Dept. of EeeDilip TheLipNessuna valutazione finora
- New PRJCTDocumento55 pagineNew PRJCTDilip TheLipNessuna valutazione finora
- ProverbsDocumento2 pagineProverbsDilip TheLipNessuna valutazione finora
- Roles and RespnsibilitiesDocumento2 pagineRoles and RespnsibilitiesDilip TheLipNessuna valutazione finora
- InfoDocumento1 paginaInfoDilip TheLipNessuna valutazione finora
- SpeechDocumento1 paginaSpeechDilip TheLipNessuna valutazione finora
- 1Documento1 pagina1Dilip TheLipNessuna valutazione finora
- Microsoft Word - Interview Questions MCSEDocumento69 pagineMicrosoft Word - Interview Questions MCSEArunaigiri NmNessuna valutazione finora
- C Language Unit-1Documento46 pagineC Language Unit-1Dilip TheLipNessuna valutazione finora
- Engineering SciencesDocumento3 pagineEngineering SciencesDilip TheLipNessuna valutazione finora
- Bankerr ResultDocumento3 pagineBankerr ResultDilip TheLipNessuna valutazione finora
- Item Cost Pen 5 Box 20 Pencil 2 #N/A Box 20 #N/A Book 25 #N/A Eraser 1 #N/A Sharpner 2 #N/A #N/A #N/A Sharpner 2Documento1 paginaItem Cost Pen 5 Box 20 Pencil 2 #N/A Box 20 #N/A Book 25 #N/A Eraser 1 #N/A Sharpner 2 #N/A #N/A #N/A Sharpner 2Dilip TheLipNessuna valutazione finora
- CB 200 Extinguishing Control Panel Installation and Commissioning ManualDocumento16 pagineCB 200 Extinguishing Control Panel Installation and Commissioning ManualNikosNessuna valutazione finora
- Machine Manual PDFDocumento35 pagineMachine Manual PDFh1169104Nessuna valutazione finora
- IR-ADV C5500 Series Service Manual en 3.0Documento1.431 pagineIR-ADV C5500 Series Service Manual en 3.0Kai-Uwe Kadgien100% (5)
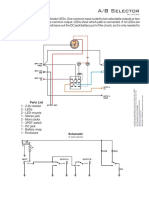
- A/B Selector: Parts ListDocumento1 paginaA/B Selector: Parts ListGiannis zmNessuna valutazione finora
- Skycrane Operation ManualDocumento36 pagineSkycrane Operation Manualpaulo_1_2_333% (3)
- Kft-Bal - Telma Retarder - en - de - FR - Es - It PDFDocumento44 pagineKft-Bal - Telma Retarder - en - de - FR - Es - It PDFAlejandro ZuñigaNessuna valutazione finora
- Ariston Als109xeuDocumento89 pagineAriston Als109xeuZoran ProkicNessuna valutazione finora
- Jumo Heattherm-At and Jumo Heattherm-Dr: Type 603070, Surface-Mounted or Room Thermostat VersionsDocumento15 pagineJumo Heattherm-At and Jumo Heattherm-Dr: Type 603070, Surface-Mounted or Room Thermostat VersionsRafael PaivaNessuna valutazione finora
- Viper 1000Documento39 pagineViper 1000Pipe Erre AcheceNessuna valutazione finora
- Nigam 11 KV Shunt CapacitorDocumento13 pagineNigam 11 KV Shunt CapacitorSandeep SharmaNessuna valutazione finora
- Contact Interface in DIN Module: DescriptionDocumento8 pagineContact Interface in DIN Module: DescriptionSaša TrivunčevićNessuna valutazione finora
- 1-1 2018-03-29 Operating Instructions Silo - Arctic EK-SiloDocumento23 pagine1-1 2018-03-29 Operating Instructions Silo - Arctic EK-SiloVali BobNessuna valutazione finora
- Catalogo Tecnosicurezza EngDocumento55 pagineCatalogo Tecnosicurezza EngVicente RomeroNessuna valutazione finora
- Industrial Controls: Time RelaysDocumento100 pagineIndustrial Controls: Time Relaysأحمد فادي جابريNessuna valutazione finora
- Honeywell Water Flow Switch 6000Documento2 pagineHoneywell Water Flow Switch 6000parvez_ameenNessuna valutazione finora
- DLab Block-Heater HB120-S ManualDocumento13 pagineDLab Block-Heater HB120-S ManualYanNessuna valutazione finora
- Skin Effect Current Tracing - Installation ManualDocumento27 pagineSkin Effect Current Tracing - Installation ManualjoserobertosolanoNessuna valutazione finora
- 01 SenzorikaDocumento48 pagine01 SenzorikamunjaNessuna valutazione finora
- Observatory - Chapter 14Documento28 pagineObservatory - Chapter 14Waqar BaigNessuna valutazione finora
- Terasaki Instruction Manual 31B ACBDocumento95 pagineTerasaki Instruction Manual 31B ACBIrfan AshrafNessuna valutazione finora
- Datasheet Cd4066Documento10 pagineDatasheet Cd4066Luis LunaNessuna valutazione finora
- SUCO Catalog Pressure Switches 1 PDFDocumento149 pagineSUCO Catalog Pressure Switches 1 PDFrenankeybNessuna valutazione finora
- Lecp PDFDocumento90 pagineLecp PDFJesús MartínezNessuna valutazione finora
- How To Connect A DPDT Relay in A CircuitDocumento5 pagineHow To Connect A DPDT Relay in A CircuitJack GonNessuna valutazione finora
- FSCUT8000 Installation User Manual V1.5 1Documento67 pagineFSCUT8000 Installation User Manual V1.5 1Yekta TecirNessuna valutazione finora
- P and H Chapter 6Documento129 pagineP and H Chapter 6oliver kimNessuna valutazione finora
- 1000-400-933 - D-X8000 Light Source Service GuideDocumento84 pagine1000-400-933 - D-X8000 Light Source Service GuideHichem NaghmouchiNessuna valutazione finora
- AstmDocumento8 pagineAstmSarah_Pollard_GNessuna valutazione finora
- Acs-114r EnglishDocumento2 pagineAcs-114r EnglishAdrian DeoancaNessuna valutazione finora