Potrebbero piacerti anche
- Optimization of Drilling and Blasting Operations in An Open Pit Mine-The SOMAIR ExperienceDocumento4 pagineOptimization of Drilling and Blasting Operations in An Open Pit Mine-The SOMAIR ExperienceWilkhen ChuraNessuna valutazione finora
- Hauling and Compacting Equipment: Adigrat University Collage of Engineering and TechnologyDocumento46 pagineHauling and Compacting Equipment: Adigrat University Collage of Engineering and TechnologyhayelomNessuna valutazione finora
- Dgms Circular 2007Documento13 pagineDgms Circular 2007Ajeet KumarNessuna valutazione finora
- Aker Wirth - Tunnel Boring Machines, Raise Boring and Full-Face Shaft Boring Machines - Mining Technology PDFDocumento2 pagineAker Wirth - Tunnel Boring Machines, Raise Boring and Full-Face Shaft Boring Machines - Mining Technology PDFFord cellNessuna valutazione finora
- Check List FormatDocumento29 pagineCheck List Formatyogesh.c svpgroup.netNessuna valutazione finora
- The Backacter: Transportation of Excavator Section Towards SlipwayDocumento5 pagineThe Backacter: Transportation of Excavator Section Towards SlipwayAditi BazajNessuna valutazione finora
- Standard of Ventilation Lecture - IDocumento33 pagineStandard of Ventilation Lecture - IRehal JandialNessuna valutazione finora
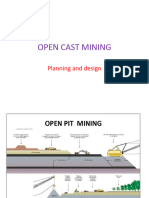
- 1-a-OPEN CAST MINING Design and PlanningDocumento52 pagine1-a-OPEN CAST MINING Design and Planningjimcorbett099Nessuna valutazione finora
- A Low-Cost, Remotely Operated Mining MethodDocumento10 pagineA Low-Cost, Remotely Operated Mining MethodRicardo Contreras BNessuna valutazione finora
- Case Study On Dhori Colliery Yasir RahmanDocumento5 pagineCase Study On Dhori Colliery Yasir RahmanYasir RahmanNessuna valutazione finora
- Load Haul Dump (LHD) Loaders: Product OverviewDocumento3 pagineLoad Haul Dump (LHD) Loaders: Product OverviewEstyNessuna valutazione finora
- Fire PG RP BoltsDocumento12 pagineFire PG RP Boltsjerlson83Nessuna valutazione finora
- Design, Control and Monitoring of Pit and Dump Slopes in Opencast MinesDocumento5 pagineDesign, Control and Monitoring of Pit and Dump Slopes in Opencast MinesminingnovaNessuna valutazione finora
- The Impacts of Mining Industry: A Review of Socio-Economics and Political ImpactsDocumento29 pagineThe Impacts of Mining Industry: A Review of Socio-Economics and Political ImpactsMakadia DhruvNessuna valutazione finora
- Long Hole ProceduresDocumento16 pagineLong Hole ProceduresJimmy Junior Blas VenegasNessuna valutazione finora
- Dgms Circular 2003Documento21 pagineDgms Circular 2003Ajeet KumarNessuna valutazione finora
- Lamp Handling CertificateDocumento1 paginaLamp Handling CertificateSubhajit GoraiNessuna valutazione finora
- Lecture 17Documento15 pagineLecture 17Rehman AbbasiNessuna valutazione finora
- Technical Manual For Design and Construction of Tunnels 1Documento1 paginaTechnical Manual For Design and Construction of Tunnels 1John WT'FankNessuna valutazione finora
- Safe Practices of Site Mixed Explosives SystemDocumento6 pagineSafe Practices of Site Mixed Explosives Systempartha das sharma100% (3)
- Dgms Circular 2004Documento16 pagineDgms Circular 2004Ajeet KumarNessuna valutazione finora
- Delaware-Rondout Bypass TunnelDocumento36 pagineDelaware-Rondout Bypass Tunnelmkeit123100% (1)
- Achieving Fast EPB Advance in Mixed Ground: A Study of Contributing FactorsDocumento13 pagineAchieving Fast EPB Advance in Mixed Ground: A Study of Contributing Factors117120022Nessuna valutazione finora
- Float Switch: Replaces: - English Type ABZMS-41Documento40 pagineFloat Switch: Replaces: - English Type ABZMS-41Renato PaivaNessuna valutazione finora
- Types of Cement: Advanced Concrete Technology CE484/CE684Documento24 pagineTypes of Cement: Advanced Concrete Technology CE484/CE684Gyanesh PatnaikNessuna valutazione finora
- Fosroc Chemical Breaker PDFDocumento2 pagineFosroc Chemical Breaker PDFKishore Kumar RajaNessuna valutazione finora
- Technical Specification Boomer WE3 C - 18 - 9851 2471 01c - Web - tcm820-1533277Documento4 pagineTechnical Specification Boomer WE3 C - 18 - 9851 2471 01c - Web - tcm820-1533277Pedro Suárez VargasNessuna valutazione finora
- Longwall MethodsDocumento36 pagineLongwall MethodsWindi HilmanNessuna valutazione finora
- Conventional Tunneling: Drill and Blast MethodDocumento6 pagineConventional Tunneling: Drill and Blast MethodGodfrey EmilioNessuna valutazione finora
- WCL Chandrapur FinalDocumento30 pagineWCL Chandrapur FinalVikram SinghNessuna valutazione finora
- Special Concreting MethodsDocumento27 pagineSpecial Concreting MethodsAmit SinghNessuna valutazione finora
- 10th National Safety ConferenceDocumento12 pagine10th National Safety Conferenceitzpcs100% (1)
- Excavator SelectionDocumento10 pagineExcavator SelectionMario HezkeeaNessuna valutazione finora
- Mine Overburden Dump Failure: A Case StudyDocumento13 pagineMine Overburden Dump Failure: A Case StudynishantNessuna valutazione finora
- Solid BlastingDocumento5 pagineSolid BlastingNilesh SinghNessuna valutazione finora
- B.3 Blast Layouts Initiation and Timing of BlastsDocumento37 pagineB.3 Blast Layouts Initiation and Timing of BlastsYocky Fidra100% (2)
- Cable Anchors: A Prestressed Cable Anchor Is A High Strength Steel Tendon, Fitted With ADocumento13 pagineCable Anchors: A Prestressed Cable Anchor Is A High Strength Steel Tendon, Fitted With AAnonymous RBDKAkBPoFNessuna valutazione finora
- Resource PilingDocumento38 pagineResource PilingtatonyNessuna valutazione finora
- Class Work of Tunnel EngineeringDocumento15 pagineClass Work of Tunnel EngineeringOolasyar KhattakNessuna valutazione finora
- Accelerated Curing TestDocumento8 pagineAccelerated Curing Testvempadareddy100% (1)
- GAD IndexDocumento3 pagineGAD IndexAJAY SHINDENessuna valutazione finora
- During Tremie Concreting The Following Precautions Are To Be Taken While Doing The WorkDocumento2 pagineDuring Tremie Concreting The Following Precautions Are To Be Taken While Doing The WorkRaghavendraNessuna valutazione finora
- Ground Improvement Technique - A View of Stone Column Method With The Case StudyDocumento6 pagineGround Improvement Technique - A View of Stone Column Method With The Case StudymooolkaNessuna valutazione finora
- The Development of Artificial Marble From Dolomite (Batu Reput) in PerlisDocumento5 pagineThe Development of Artificial Marble From Dolomite (Batu Reput) in PerlisNavin0% (1)
- Shaft SinkingDocumento11 pagineShaft SinkingLavudiya RajkumarNessuna valutazione finora
- Under Ground Metal Mining Assignment: Topic:-Support System Submitted ToDocumento55 pagineUnder Ground Metal Mining Assignment: Topic:-Support System Submitted ToANSHUL YADAVNessuna valutazione finora
- CCT EnglishDocumento116 pagineCCT EnglishANZWAYNENessuna valutazione finora
- Inflatable Packers and Grouting Procedures Injection GroutingDocumento7 pagineInflatable Packers and Grouting Procedures Injection GroutingRipe PackersNessuna valutazione finora
- Underground Extraction of Contiguous Coal SeamDocumento12 pagineUnderground Extraction of Contiguous Coal SeamRakesh RoushanNessuna valutazione finora
- PWD UPDATdEDocumento41 paginePWD UPDATdEmukeshNessuna valutazione finora
- NMDC Vocational Training ReportDocumento34 pagineNMDC Vocational Training ReportEđđy Åadi ßãrsàNessuna valutazione finora
- Convergence IndicatorDocumento21 pagineConvergence Indicatorsikandar100% (1)
- Analysis of Shaft AssemblyDocumento8 pagineAnalysis of Shaft Assemblyvarshasdm1987Nessuna valutazione finora
- Sec 300Documento49 pagineSec 300abhijit_xpNessuna valutazione finora
- CementDocumento11 pagineCementAbubakar Musa100% (1)
- SafetyDocumento2 pagineSafetyPankaj PatilNessuna valutazione finora
- Assignment of Construction EquipmentDocumento10 pagineAssignment of Construction EquipmentTefera TemesgenNessuna valutazione finora
- Brochure Cement at Ion Juni 2007Documento22 pagineBrochure Cement at Ion Juni 2007Hassaan Bastawi100% (1)
- Report AirsystemDocumento24 pagineReport Airsystemchristian pagtamaNessuna valutazione finora
- Multidimensional Approach To Capital AllocationDocumento19 pagineMultidimensional Approach To Capital AllocationKanhaiya KumarNessuna valutazione finora
- UPSC Civil Services Prelims ResultsDocumento32 pagineUPSC Civil Services Prelims ResultsNDTVNessuna valutazione finora
- Blasting - Organisational Control ProcedureDocumento7 pagineBlasting - Organisational Control ProcedureKanhaiya KumarNessuna valutazione finora
- Mine SupportsDocumento40 pagineMine SupportsKanhaiya KumarNessuna valutazione finora
- Careers BookletDocumento20 pagineCareers BookletFelipe RamírezNessuna valutazione finora
- GST in IndiaDocumento27 pagineGST in IndiarajanraorajanNessuna valutazione finora
- Bulk Explosive SystemDocumento21 pagineBulk Explosive SystemKanhaiya KumarNessuna valutazione finora
- Emissions TradingDocumento25 pagineEmissions TradingKanhaiya KumarNessuna valutazione finora