Potrebbero piacerti anche
- Diretrizes de Implementação VW CaminhoesDocumento295 pagineDiretrizes de Implementação VW CaminhoesPaulo E. Galdini100% (6)
- Livro - Engenharia de Manutenção - 1Documento24 pagineLivro - Engenharia de Manutenção - 1willianscmotta3752Nessuna valutazione finora
- Guia de Manutencao PredialDocumento76 pagineGuia de Manutencao Predialquatropro100% (1)
- Catalogo 2011-NEODENTDocumento164 pagineCatalogo 2011-NEODENTrodolfoanchieta29853Nessuna valutazione finora
- Gestão de Projetos - AVALIAÇÃO 3Documento8 pagineGestão de Projetos - AVALIAÇÃO 3Kerolaine MendesNessuna valutazione finora
- (Ok) - Procedimento e Metodologia ExecutivaDocumento11 pagine(Ok) - Procedimento e Metodologia ExecutivaGilberto GonzagaNessuna valutazione finora
- Telhas Concreto LMDocumento1 paginaTelhas Concreto LMPaulo E. GaldiniNessuna valutazione finora
- Telhas de Concreto DiferenciaisDocumento1 paginaTelhas de Concreto DiferenciaisPaulo E. GaldiniNessuna valutazione finora
- Lamina de Produtos RepresentantesDocumento2 pagineLamina de Produtos RepresentantesPaulo E. GaldiniNessuna valutazione finora
- Telhas - de Concreto - BigDocumento1 paginaTelhas - de Concreto - BigPaulo E. GaldiniNessuna valutazione finora
- Datasheet Tégula Solar - LRDocumento2 pagineDatasheet Tégula Solar - LRPaulo E. GaldiniNessuna valutazione finora
- Catalogo de Telha BIG ConstrutorasDocumento2 pagineCatalogo de Telha BIG ConstrutorasErnani Carol MartinsNessuna valutazione finora
- Folheto Técnico Tradição Double S e Plana - LMDocumento8 pagineFolheto Técnico Tradição Double S e Plana - LMPaulo E. GaldiniNessuna valutazione finora
- Telhas Fotovoltaicas 2Documento1 paginaTelhas Fotovoltaicas 2Paulo E. GaldiniNessuna valutazione finora
- Fluxograma Geral UsinaDocumento2 pagineFluxograma Geral UsinaPaulo E. GaldiniNessuna valutazione finora
- Boas Praticas de InstalaçãoDocumento1 paginaBoas Praticas de InstalaçãoPaulo E. GaldiniNessuna valutazione finora
- BANNER Madeirite PlastificadoDocumento1 paginaBANNER Madeirite PlastificadoPaulo E. GaldiniNessuna valutazione finora
- Catalogo Tégula Solar - LRDocumento4 pagineCatalogo Tégula Solar - LRPaulo E. GaldiniNessuna valutazione finora
- CAPA Catalogo Tégula Solar - LRDocumento1 paginaCAPA Catalogo Tégula Solar - LRPaulo E. GaldiniNessuna valutazione finora
- BANNER - Madeirite Resinado Cola Branca Capa PinusDocumento1 paginaBANNER - Madeirite Resinado Cola Branca Capa PinusPaulo E. GaldiniNessuna valutazione finora
- BANNER NovidadeDocumento1 paginaBANNER NovidadePaulo E. GaldiniNessuna valutazione finora
- Fresh FoilDocumento1 paginaFresh FoilPaulo E. GaldiniNessuna valutazione finora
- Madeira Serrada AparelhadaDocumento1 paginaMadeira Serrada AparelhadaPaulo E. GaldiniNessuna valutazione finora
- Banner Madeirite Plastificado 3Documento1 paginaBanner Madeirite Plastificado 3Paulo E. GaldiniNessuna valutazione finora
- Escada SotaoDocumento1 paginaEscada SotaoPaulo E. GaldiniNessuna valutazione finora
- Monte Voce Mesmo - Maleta de FerramentasDocumento26 pagineMonte Voce Mesmo - Maleta de FerramentasPaulo E. GaldiniNessuna valutazione finora
- Banner Eucalipto TratadoDocumento1 paginaBanner Eucalipto TratadoPaulo E. GaldiniNessuna valutazione finora
- Janela DomusDocumento1 paginaJanela DomusPaulo E. GaldiniNessuna valutazione finora
- MonteVoceMesmo - Alimentador de PássarosDocumento18 pagineMonteVoceMesmo - Alimentador de PássarosPaulo E. GaldiniNessuna valutazione finora
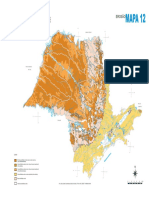
- Mapa 12 ErosãoDocumento1 paginaMapa 12 ErosãoPaulo E. GaldiniNessuna valutazione finora
- Mapa 03 UnihidroDocumento1 paginaMapa 03 UnihidroPaulo E. GaldiniNessuna valutazione finora
- Ugrhi 01Documento1 paginaUgrhi 01Paulo E. GaldiniNessuna valutazione finora
- Monte Voce Mesmo - Caixa de FerramentasDocumento38 pagineMonte Voce Mesmo - Caixa de FerramentasPaulo E. GaldiniNessuna valutazione finora
- Manual de Instalação Da Aplicação Desktop EternitDocumento6 pagineManual de Instalação Da Aplicação Desktop EternitPaulo E. GaldiniNessuna valutazione finora
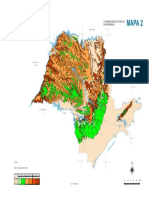
- Mapa 02Documento1 paginaMapa 02Paulo E. GaldiniNessuna valutazione finora
- Pl-0002-15 Catalogo Carro 2015 Versao Digitalv2Documento40 paginePl-0002-15 Catalogo Carro 2015 Versao Digitalv2lzertcNessuna valutazione finora
- FDFDFDDocumento324 pagineFDFDFDKavodenNessuna valutazione finora
- Organização e Gestão LaboratorialDocumento6 pagineOrganização e Gestão LaboratorialAbdurremane VictorNessuna valutazione finora
- Sebrae - Cultivo de Eucalipto PDFDocumento54 pagineSebrae - Cultivo de Eucalipto PDFAndré FelipeNessuna valutazione finora
- Academia Curves - Estudo de CasoDocumento12 pagineAcademia Curves - Estudo de CasoEliel SantosNessuna valutazione finora
- Trabalho Tcc2 Final Andre F LottermannDocumento66 pagineTrabalho Tcc2 Final Andre F LottermannThalita Guimaraes0% (1)
- Magistral ED22 21x28 PDFDocumento60 pagineMagistral ED22 21x28 PDFBruno Marcondes100% (1)
- 47 POP-PRO-007 Procedimento para PeletizagemDocumento4 pagine47 POP-PRO-007 Procedimento para PeletizagemDanny HandNessuna valutazione finora
- Requisitos Adicionais FSSC 22000 v.6.0 - Tradução Food Safety Brazil (Mudanças em Destaque)Documento9 pagineRequisitos Adicionais FSSC 22000 v.6.0 - Tradução Food Safety Brazil (Mudanças em Destaque)Sabrina AraujoNessuna valutazione finora
- Et 000000 0000 972 1al 001 - Rev - CDocumento21 pagineEt 000000 0000 972 1al 001 - Rev - CItalo CoutinhoNessuna valutazione finora
- Planejamento Financeiro e Orçamentário: Introdução Ao PlanejamentoDocumento8 paginePlanejamento Financeiro e Orçamentário: Introdução Ao PlanejamentoLandrel Lone100% (1)
- O Livro Secreto Do BrásDocumento133 pagineO Livro Secreto Do BrásDaniel Lima75% (4)
- Conhecimentos EspecíficosDocumento179 pagineConhecimentos EspecíficosDiogo AbdonNessuna valutazione finora
- Guia Definitivo Do Project Model Canvas Novo PDFDocumento37 pagineGuia Definitivo Do Project Model Canvas Novo PDFErlan OlveiraNessuna valutazione finora
- 3º Princípio - HeijunkaDocumento17 pagine3º Princípio - HeijunkaDavid IubelNessuna valutazione finora
- Mapeamento Do Fluxo de Valor: Otimização Do Processo Produtivo Sob A Ótica Da Engenharia Da ProduçãoDocumento16 pagineMapeamento Do Fluxo de Valor: Otimização Do Processo Produtivo Sob A Ótica Da Engenharia Da ProduçãoJonas .RezendeNessuna valutazione finora
- Revista TCE MGDocumento155 pagineRevista TCE MGmicardosorjNessuna valutazione finora
- Boas Praticas de Fabricacao Dentro Do Frigorifico - Sheyla A. B. BrandaoDocumento29 pagineBoas Praticas de Fabricacao Dentro Do Frigorifico - Sheyla A. B. BrandaoLyrdo100% (1)
- PCP Participações e Grupo Galeazi Investem ContinuamenteDocumento4 paginePCP Participações e Grupo Galeazi Investem ContinuamentepumzinNessuna valutazione finora
- Web (Introdução Ao Programa 10S)Documento74 pagineWeb (Introdução Ao Programa 10S)Taynara OliveiraNessuna valutazione finora
- Modelo de Plano de NegociosDocumento14 pagineModelo de Plano de NegociosFernandaNessuna valutazione finora
- Eletropoll - Catálogo VirtualDocumento30 pagineEletropoll - Catálogo VirtualWilton JuniorNessuna valutazione finora
- Catalogo Equipamentos Elevação - HelevarDocumento88 pagineCatalogo Equipamentos Elevação - Helevardesetek100% (1)
- Prova Petrobrás Eng Produção - 2012 - ResolvidaDocumento1 paginaProva Petrobrás Eng Produção - 2012 - ResolvidaRoger MichaelNessuna valutazione finora
- Cervejaria SEBRAEDocumento20 pagineCervejaria SEBRAEnetpvz100% (1)