Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5782)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Ultrasonic Testing HandbookDocumento29 pagineUltrasonic Testing HandbookP A KumarNessuna valutazione finora
- ME6019-Non Destructive Testing and Materials Question BankDocumento13 pagineME6019-Non Destructive Testing and Materials Question BankVasantha Seelan0% (1)
- ASNT LEVEL-II UT OIL & GAS INSPECTIONDocumento1 paginaASNT LEVEL-II UT OIL & GAS INSPECTIONMahmoud AlwasifNessuna valutazione finora
- Rp-20-Ut-011-Tcr-Saudi CementDocumento1 paginaRp-20-Ut-011-Tcr-Saudi CementRonel John Rodriguez CustodioNessuna valutazione finora
- Development of Advanced Electric Resistance Welding Linepipe JFE SteelDocumento5 pagineDevelopment of Advanced Electric Resistance Welding Linepipe JFE SteelalejandrozambranoNessuna valutazione finora
- UT (NDT4) 2010 EnglishDocumento133 pagineUT (NDT4) 2010 EnglishTeymur RegenmaisterNessuna valutazione finora
- ASME Code Case 2235Documento3 pagineASME Code Case 2235Kristijan JakimovskiNessuna valutazione finora
- Integrity Testing of Concrete Deep Foundations by Ultrasonic Crosshole TestingDocumento8 pagineIntegrity Testing of Concrete Deep Foundations by Ultrasonic Crosshole TestingHoang Le100% (5)
- Ut BlockDocumento5 pagineUt Blockquyettd0706100% (1)
- RWF DraftDocumento87 pagineRWF Draftabhimanyutiwari1234Nessuna valutazione finora
- INDIAN NDT StandardDocumento3 pagineINDIAN NDT StandardVicky SinghNessuna valutazione finora
- 02-773 Iss2Documento48 pagine02-773 Iss2Shane BowenNessuna valutazione finora
- UT p4Documento31 pagineUT p4arianaseriNessuna valutazione finora
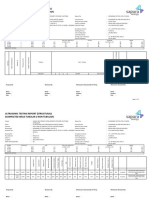
- Ultrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Documento2 pagineUltrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Anna PariniNessuna valutazione finora
- Of The Nuclear Safety Standards Commission (KTA)Documento26 pagineOf The Nuclear Safety Standards Commission (KTA)The WaronNessuna valutazione finora
- JFE - Line PipeDocumento63 pagineJFE - Line Pipebee4manuNessuna valutazione finora
- Lavender International NDT LTDDocumento6 pagineLavender International NDT LTDrupamNessuna valutazione finora
- Questions & Answers - Ultrasonic Instrument Characterizations Level 2Documento6 pagineQuestions & Answers - Ultrasonic Instrument Characterizations Level 2Sathishkumar Srinivasan100% (1)
- Ultrasonic Testing Procedure for Structural WeldsDocumento3 pagineUltrasonic Testing Procedure for Structural WeldsTurbo Snail RNessuna valutazione finora
- Non Destructive TestingDocumento23 pagineNon Destructive TestingMohit SinghNessuna valutazione finora
- Ultrasonic Flaw DetectionDocumento15 pagineUltrasonic Flaw DetectionLeonardo.martinezNessuna valutazione finora
- NDT TestingDocumento20 pagineNDT TestingmohanNessuna valutazione finora
- (32"-Sawl Bare Pipe) : Quality Assurance Plan / Inspection Test Plan (For Sour Service Application)Documento18 pagine(32"-Sawl Bare Pipe) : Quality Assurance Plan / Inspection Test Plan (For Sour Service Application)Gordon LongforganNessuna valutazione finora
- Materials Report EPRI 2006 MANY Links NNBDocumento27 pagineMaterials Report EPRI 2006 MANY Links NNBAnonymous nw5AXJqjdNessuna valutazione finora
- Introduction To Electromagnetic Testing: HapterDocumento25 pagineIntroduction To Electromagnetic Testing: HapterHoang Diep PhanNessuna valutazione finora
- 02-729-Pt5 Iss2Documento80 pagine02-729-Pt5 Iss2br1ggsyNessuna valutazione finora
- Ultrasonic Testing of Austenitic Stainless Steel WeldsDocumento15 pagineUltrasonic Testing of Austenitic Stainless Steel Weldssmartz inspection100% (1)
- NDT Overview M1 Part1Documento75 pagineNDT Overview M1 Part1Leon Heart FCNessuna valutazione finora
- PA Training Certificate-ParticipantsDocumento20 paginePA Training Certificate-ParticipantsLương Hồ Vũ100% (1)
- Ultrasonic TestingDocumento13 pagineUltrasonic TestingRamesh RNessuna valutazione finora