Potrebbero piacerti anche
- Cryogenic Piping DesignDocumento19 pagineCryogenic Piping Designsatishchemeng80% (10)
- Design Guidelines For Hydrogen Piping AnDocumento6 pagineDesign Guidelines For Hydrogen Piping AnWaseem HakeemNessuna valutazione finora
- Curso B31.12Documento18 pagineCurso B31.12rafaelespino1100% (3)
- Gaseous Hydrogen Piping SpecificationDocumento5 pagineGaseous Hydrogen Piping SpecificationAndri DoemeriNessuna valutazione finora
- AIGA 045 - 07 Gaseous Hydrogen Stations - Reformated Jan 12Documento35 pagineAIGA 045 - 07 Gaseous Hydrogen Stations - Reformated Jan 12richard nagilusNessuna valutazione finora
- 10 17 Reciprocating Compressors For Oxygen ServiceDocumento36 pagine10 17 Reciprocating Compressors For Oxygen ServiceKarlNessuna valutazione finora
- Technical Reference For Hydrogen Compatibility of MaterialsDocumento292 pagineTechnical Reference For Hydrogen Compatibility of Materialsstem86Nessuna valutazione finora
- AIGA 087 - 14 - Standard For Hydrogen Piping Systems at User LocationDocumento18 pagineAIGA 087 - 14 - Standard For Hydrogen Piping Systems at User LocationPaulo Sérgio100% (1)
- Selection of Cryogenic Insulation For LNG Transfer LineDocumento9 pagineSelection of Cryogenic Insulation For LNG Transfer Lineanwarhas05Nessuna valutazione finora
- Compressed HydrogenDocumento12 pagineCompressed Hydrogenkmrosario100% (1)
- Design Guidelines FOR Hydrogen Piping and Pipelines: STP-PT-006Documento6 pagineDesign Guidelines FOR Hydrogen Piping and Pipelines: STP-PT-006Andri Doemeri0% (1)
- Effects of Hydrogen On MaterialsDocumento7 pagineEffects of Hydrogen On Materialslaercioudesc_Nessuna valutazione finora
- Hydrogen Transportation PipelinesDocumento83 pagineHydrogen Transportation PipelinesWolf1604100% (5)
- Asme STP-PT-006 2007Documento37 pagineAsme STP-PT-006 2007Jed Kevin Mendoza80% (5)
- Hydrogen Cylinders and Transport Vessels: IGC Doc 100/03/EDocumento42 pagineHydrogen Cylinders and Transport Vessels: IGC Doc 100/03/EMomous Kamel OussaditNessuna valutazione finora
- Hydrogen Technologies Safety GuideDocumento73 pagineHydrogen Technologies Safety Guidekrivitski100% (1)
- EIGA 15.21 Gaseous Hydrogen InstallationsDocumento37 pagineEIGA 15.21 Gaseous Hydrogen InstallationsSTFNessuna valutazione finora
- Hydrogen Production: P A R T 6Documento34 pagineHydrogen Production: P A R T 6Bharavi K SNessuna valutazione finora
- 121 14 Hydrogen Pipeline SystemsDocumento84 pagine121 14 Hydrogen Pipeline SystemsMauro CostaNessuna valutazione finora
- Hydrogen Standardization Interim Report: Tanks, Piping, and PipelinesDocumento12 pagineHydrogen Standardization Interim Report: Tanks, Piping, and PipelinesShajahan ShagulNessuna valutazione finora
- Hydrogen Safety Codes and StandardsDocumento1 paginaHydrogen Safety Codes and StandardsAnkitPatel90Nessuna valutazione finora
- Costs of Storing and Transporting HydrogenDocumento216 pagineCosts of Storing and Transporting Hydrogenknoxd77Nessuna valutazione finora
- Piping Class SpecificationDocumento6 paginePiping Class Specificationcitra puspita sariNessuna valutazione finora
- (AIGA) AIGA - 087 - 20 - Hydrogen - Piping - at - User - Locations - Final - VersionDocumento15 pagine(AIGA) AIGA - 087 - 20 - Hydrogen - Piping - at - User - Locations - Final - VersionJoshHong100% (1)
- Materials For Hydrogen CompressionDocumento25 pagineMaterials For Hydrogen Compressiontopspeed1Nessuna valutazione finora
- Alpema StandardsDocumento84 pagineAlpema StandardsADIPESHNessuna valutazione finora
- Hydrogen in Material SelectionDocumento4 pagineHydrogen in Material SelectionAsad Bin Ala Qatari0% (1)
- IGEM-TSP-21-241 Hydogen Installations Supplement To TD13 Draft Rev 5.0 14.12.20Documento18 pagineIGEM-TSP-21-241 Hydogen Installations Supplement To TD13 Draft Rev 5.0 14.12.20G Format100% (2)
- E0909Documento6 pagineE0909ahmedbeaetNessuna valutazione finora
- Process Design Course (From Exxon) PDFDocumento281 pagineProcess Design Course (From Exxon) PDFphantanthanhNessuna valutazione finora
- Steam Piping in Ammonia Plant at NFCLDocumento28 pagineSteam Piping in Ammonia Plant at NFCLVenkatesh VakalapudiNessuna valutazione finora
- SBC Energy Institute - Hydrogen-Based Energy Conversion - AbstractDocumento17 pagineSBC Energy Institute - Hydrogen-Based Energy Conversion - AbstractJuan Jose SossaNessuna valutazione finora
- BS en Iso 21013-3-2016Documento46 pagineBS en Iso 21013-3-2016Fabio Scuderi100% (3)
- What Has Changed in API 521 6EDDocumento19 pagineWhat Has Changed in API 521 6EDgateauxboy100% (1)
- Valves Shell Design StrengthDocumento10 pagineValves Shell Design Strengthمحمد عبدالدايمNessuna valutazione finora
- Shell FMP FinalDocumento82 pagineShell FMP Finalnay denNessuna valutazione finora
- Pressure Relief Valves Transcritical Co2Documento2 paginePressure Relief Valves Transcritical Co2Edita SzuketiováNessuna valutazione finora
- Hydrogen ApplicationDocumento66 pagineHydrogen ApplicationHisham Zainal AbidinNessuna valutazione finora
- Cryogenics Liquid Hydrogen StorageDocumento17 pagineCryogenics Liquid Hydrogen Storagemechgokul0% (1)
- Technip FMC Matl Selection Philosophy - Pages From B224-125-86-41-TA-01 - 0 - A-1Documento26 pagineTechnip FMC Matl Selection Philosophy - Pages From B224-125-86-41-TA-01 - 0 - A-1Swath M MuraliNessuna valutazione finora
- ASME B31.12 Hydrogen Piping and Pipeline Code Design Rules and Their Interaction With Pipeline Materials Concerns, Issues and ResearchDocumento9 pagineASME B31.12 Hydrogen Piping and Pipeline Code Design Rules and Their Interaction With Pipeline Materials Concerns, Issues and Researchchannu rolliNessuna valutazione finora
- Doc15 - 06GaseousHydrogenStations Best PracticeDocumento34 pagineDoc15 - 06GaseousHydrogenStations Best PracticeSundaram KanagarajNessuna valutazione finora
- Development of CO2 Liquefaction Cycles For CO2 SequestratioDocumento13 pagineDevelopment of CO2 Liquefaction Cycles For CO2 SequestratioFelipe Di Napoli GarciaNessuna valutazione finora
- WRC 302-1985Documento38 pagineWRC 302-1985CarlosNessuna valutazione finora
- Fundamentals of CryogenicDocumento95 pagineFundamentals of Cryogenicrachit_mechNessuna valutazione finora
- 211 17 Hydrogen Vent Systems For Customer ApplicationsDocumento20 pagine211 17 Hydrogen Vent Systems For Customer Applicationsraj@siri7567Nessuna valutazione finora
- Api 682Documento8 pagineApi 682AwesamaSevenckNessuna valutazione finora
- Hydrogen NIST DataDocumento4 pagineHydrogen NIST DataDevansh MehtaNessuna valutazione finora
- Temperature Effects For High-Velocity Gas FlowDocumento5 pagineTemperature Effects For High-Velocity Gas FlowkronafNessuna valutazione finora
- Material SelectionDocumento99 pagineMaterial SelectionRaj Bindas100% (8)
- Astm A694Documento3 pagineAstm A694Muhammad Awais0% (1)
- BS en 12627-2017Documento14 pagineBS en 12627-2017EmkFataAliraqNessuna valutazione finora
- Better Piping and Expansion Joint DesignDocumento3 pagineBetter Piping and Expansion Joint DesignSeungmin PaekNessuna valutazione finora
- Stainless Steel Pipe SpecsDocumento3 pagineStainless Steel Pipe SpecsWahyuTantraFauziNessuna valutazione finora
- Lecture 2+3 Pipeway EnggDocumento61 pagineLecture 2+3 Pipeway EnggJaveria SheikhNessuna valutazione finora
- A105-2010 Flange ACDocumento5 pagineA105-2010 Flange ACbmalbertNessuna valutazione finora
- 23 11 23 Facility Natural-Gas PipingDocumento19 pagine23 11 23 Facility Natural-Gas PipingKak SofiNessuna valutazione finora
- Copper Pressure Piping SystemsDocumento2 pagineCopper Pressure Piping SystemsstarykltNessuna valutazione finora
- Astm A312 PDFDocumento12 pagineAstm A312 PDFGustavo Freitas100% (1)
- Compressor Inlet Piping - Compressed Air Best PracticesDocumento10 pagineCompressor Inlet Piping - Compressed Air Best PracticesBehroozRaadNessuna valutazione finora
- MG30 NPT Full - Serie 800Documento1 paginaMG30 NPT Full - Serie 800ALP69Nessuna valutazione finora
- Pipe Is Under Clamping ForceDocumento7 paginePipe Is Under Clamping ForceALP69Nessuna valutazione finora
- MG30 NPT Full - Serie 800Documento1 paginaMG30 NPT Full - Serie 800ALP69Nessuna valutazione finora
- API 1102 E7 Errata5Documento1 paginaAPI 1102 E7 Errata5joselosabeloNessuna valutazione finora
- Pressuredrop CalculatorDocumento7 paginePressuredrop CalculatorALP69Nessuna valutazione finora
- 30 KarpelsonDocumento21 pagine30 KarpelsonALP69Nessuna valutazione finora
- Ansi-Aws A5.3-M-A5.3-1999Documento26 pagineAnsi-Aws A5.3-M-A5.3-1999ALP69Nessuna valutazione finora
- Secure MVC Application - Saineshwar - Compressed PDFDocumento135 pagineSecure MVC Application - Saineshwar - Compressed PDFALP69Nessuna valutazione finora
- E164-97 UT Contact Examination of WeldmentsDocumento23 pagineE164-97 UT Contact Examination of WeldmentsALP69Nessuna valutazione finora
- Ultrasonic Testing of Welded Joints in Pipelines. New Techniques and InstrumentsDocumento4 pagineUltrasonic Testing of Welded Joints in Pipelines. New Techniques and InstrumentsALP69Nessuna valutazione finora
- Describe Flammable Gas Measurement: Training ModuleDocumento14 pagineDescribe Flammable Gas Measurement: Training ModuleALP69Nessuna valutazione finora
- QUTE Equipment Inventory ListDocumento1 paginaQUTE Equipment Inventory ListALP69Nessuna valutazione finora
- 180144A Flow Unit Conversion ChartDocumento1 pagina180144A Flow Unit Conversion ChartALP69Nessuna valutazione finora
- Fomadux Roll Film enDocumento1 paginaFomadux Roll Film enALP69Nessuna valutazione finora
- Oil / Gas Pressure Standard: Metrological RangeDocumento2 pagineOil / Gas Pressure Standard: Metrological RangeALP69Nessuna valutazione finora
- QUTE Exam Double V Report FormDocumento1 paginaQUTE Exam Double V Report FormALP69Nessuna valutazione finora
- Gammamat Se Fs FinalDocumento2 pagineGammamat Se Fs FinalALP69Nessuna valutazione finora
- CutterHistory NAT 2008Documento10 pagineCutterHistory NAT 2008ALP69Nessuna valutazione finora
- English - Compact P20 P40 and P60 Manual PcwiDocumento16 pagineEnglish - Compact P20 P40 and P60 Manual PcwiALP69Nessuna valutazione finora
- SBU-A Spec Sheet 2009 - Metric ROBBINSDocumento2 pagineSBU-A Spec Sheet 2009 - Metric ROBBINSALP69Nessuna valutazione finora
- 2946 1422 00 - XRXS UnloaderDocumento2 pagine2946 1422 00 - XRXS UnloaderALP69Nessuna valutazione finora
- 2954 4200 00 XRYS 557-577 CD - Product ReferenceDocumento6 pagine2954 4200 00 XRYS 557-577 CD - Product ReferenceALP69Nessuna valutazione finora
- JVM InternalsDocumento55 pagineJVM InternalsAmol ChikhalkarNessuna valutazione finora
- Caterpillar Product Line 13Documento7 pagineCaterpillar Product Line 13GenneraalNessuna valutazione finora
- LETRIST Locally Encoded Transform Feature HistograDocumento16 pagineLETRIST Locally Encoded Transform Feature HistograHARE KRISHNANessuna valutazione finora
- Form 1 ExercisesDocumento160 pagineForm 1 Exerciseskays MNessuna valutazione finora
- Fluid Mechanics EXERCHAP08Documento3 pagineFluid Mechanics EXERCHAP08scribdgggNessuna valutazione finora
- Design of Water Supply System-High Rise BLDGDocumento108 pagineDesign of Water Supply System-High Rise BLDGcris bunagNessuna valutazione finora
- Practical - Magnetic - Design (Fill Factor) PDFDocumento20 paginePractical - Magnetic - Design (Fill Factor) PDFAhtasham ChaudhryNessuna valutazione finora
- Evaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.Documento7 pagineEvaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.IJRASETPublications100% (1)
- 144S... - PCB Series: Signal Conditioned Precision Pressure TransducersDocumento4 pagine144S... - PCB Series: Signal Conditioned Precision Pressure TransducersAnish KumarNessuna valutazione finora
- B 1 1 4 Inplant Fluid FlowDocumento5 pagineB 1 1 4 Inplant Fluid FlowBolívar AmoresNessuna valutazione finora
- Teaching and Learning Plan (TLP) : S. P. Mandali'S Prin L. N. Welingkar Institute of Management Development & ResearchDocumento6 pagineTeaching and Learning Plan (TLP) : S. P. Mandali'S Prin L. N. Welingkar Institute of Management Development & ResearchBhagath VarenyaNessuna valutazione finora
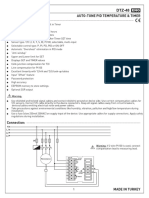
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Documento4 pagineAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20Nessuna valutazione finora
- Beginners Tutorial: Issue Status/Number - 1.0 Issue Date - 10 November, 2002Documento17 pagineBeginners Tutorial: Issue Status/Number - 1.0 Issue Date - 10 November, 2002nathulalusaNessuna valutazione finora
- 6545 Us35000Documento4 pagine6545 Us35000Rafael BarrosNessuna valutazione finora
- Permability & Seepage-Dr Siddharth G Shah PDFDocumento8 paginePermability & Seepage-Dr Siddharth G Shah PDFSG ShahNessuna valutazione finora
- Task 4 Finite Element MethodDocumento7 pagineTask 4 Finite Element MethodMohd Azizee Bin SukorNessuna valutazione finora
- Ap Unit 1 NotesDocumento42 pagineAp Unit 1 NotesDhruv GoyalNessuna valutazione finora
- OcrDocumento16 pagineOcrBeena JaiswalNessuna valutazione finora
- Tecumseh Parts List OHV 135Documento5 pagineTecumseh Parts List OHV 135M MNessuna valutazione finora
- Research and Development at The BENSON Test RigDocumento20 pagineResearch and Development at The BENSON Test RigsbktceNessuna valutazione finora
- Quantities Survey MethodsDocumento73 pagineQuantities Survey MethodsparvezNessuna valutazione finora
- Best Approach: Compound AngleDocumento8 pagineBest Approach: Compound AngleAbhiyanshu KumarNessuna valutazione finora
- IIM Nagpur Test 1 Version 1 2016Documento6 pagineIIM Nagpur Test 1 Version 1 2016Saksham GoyalNessuna valutazione finora
- Rekonfigurasi Jaringan Distribusi Radial Untuk Mengurangi Rugi Daya Pada Penyulang Jatirejo Rayon Mojoagung Menggunakan Metode BinaryDocumento4 pagineRekonfigurasi Jaringan Distribusi Radial Untuk Mengurangi Rugi Daya Pada Penyulang Jatirejo Rayon Mojoagung Menggunakan Metode BinaryNurindra CahyantaNessuna valutazione finora
- 106L Course ReaderDocumento408 pagine106L Course ReadercurufinorNessuna valutazione finora
- Yang Learning Face Age CVPR 2018 PaperDocumento9 pagineYang Learning Face Age CVPR 2018 Paperandr234ibateraNessuna valutazione finora
- UNIT 14 - On-Screen DigitizingDocumento6 pagineUNIT 14 - On-Screen DigitizingResti KharismaNessuna valutazione finora
- Ball Charge ManagementDocumento14 pagineBall Charge ManagementSalud Y SucesosNessuna valutazione finora
- An Experimental Analysis of Clustering Algorithms in Data Mining Using Weka ToolDocumento6 pagineAn Experimental Analysis of Clustering Algorithms in Data Mining Using Weka Toolmishranamit2211Nessuna valutazione finora
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDa EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneValutazione: 4.5 su 5 stelle4.5/5 (5)
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (52)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDa EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionValutazione: 3 su 5 stelle3/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- Laws of UX: Using Psychology to Design Better Products & ServicesDa EverandLaws of UX: Using Psychology to Design Better Products & ServicesValutazione: 5 su 5 stelle5/5 (9)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDa EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureValutazione: 4.5 su 5 stelle4.5/5 (2)
- Slow Violence and the Environmentalism of the PoorDa EverandSlow Violence and the Environmentalism of the PoorValutazione: 4 su 5 stelle4/5 (5)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessDa EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNessuna valutazione finora
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontDa EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontValutazione: 4.5 su 5 stelle4.5/5 (18)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsDa EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsValutazione: 4 su 5 stelle4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesDa Everand507 Mechanical Movements: Mechanisms and DevicesValutazione: 4 su 5 stelle4/5 (28)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDa EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNessuna valutazione finora
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDa EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceValutazione: 4 su 5 stelle4/5 (19)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDa EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchValutazione: 4 su 5 stelle4/5 (10)
- Waste: One Woman’s Fight Against America’s Dirty SecretDa EverandWaste: One Woman’s Fight Against America’s Dirty SecretValutazione: 5 su 5 stelle5/5 (1)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionDa EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNessuna valutazione finora
- Design for How People Think: Using Brain Science to Build Better ProductsDa EverandDesign for How People Think: Using Brain Science to Build Better ProductsValutazione: 4 su 5 stelle4/5 (8)