Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
3 Teoria Graficos Control v2
Caricato da
Oswaldo GonzalesCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
3 Teoria Graficos Control v2
Caricato da
Oswaldo GonzalesCopyright:
Formati disponibili
CAPITULO 2
TEORIA DE GRAFICAS DE CONTROL
El objetivo del presente capitulo es conocer los principios generales en las que descansan los grficos de control de Shewhart e identificar donde se pueden aplicar los grficos de control. En captulos posteriores se aplica y detalla el uso de los grficos de control, considerando el tipo de datos y objetivo deseado.
2.1
INTRODUCCION Y CONCEPTO DE PROCESO REPETITIVO
Los grficos de control son un procedimiento grfico empleado para analizar y describir la variacin de procesos repetitivos, con fundamento en los principios estadsticos. Un proceso bsicamente consiste en una transformacin. Para esto se reciben insumos que se procesan para transformarlos en el producto deseado, como se ilustra en la figura 1. Los insumos son aspectos como las materias primas usadas, la transformacin puede ser 1 la conversin de los materiales en un producto, 2 acomodar un producto en una pieza 3 interpretar la hoja de instrucciones, para tomar una decisin, etc. Extendiendo este concepto a la interpretacin del un proceso repetitivo equivale a decir que es hacer varias veces el trabajo o proceso. Algunos ejemplos de procesos o trabajos repetitivos, agrupados por tipo de empresa, se presentan en la tabla 1
INSUMOS Mano de obra Materia Prima Mtodos de trabajo Especificaciones PROCESO (equipo, procedimientos) PRODUCTOS Bines Servicios
NO CONTROLABLES Mdio ambiente Figura 1 Ilustracin de un sistema de produccin sistema de produccin
Teoria de Grficos de Control 27
Empresa Hotelera
Insumos Proceso Forma de registro, Registro del cliente en el horas hombre, etc hotel
Producto Final Cliente registrado Decisin de castigar o no al empleado Pieza cortada Piezas perforadas Contrato del servicio telefnico Bicicleta ensamblada
Reporte de retardos del Evaluacin de la empleado informacin para decidir que hacer Carpintera Madera, equipo de Cortado de una pieza de cortado madera a un tamao de 100.5 centmetros Metal Pieza de metal, planos, Perforado de una pieza mtodos de trabajo, metlica especificaciones, etc. Telfonos Forma de contratacin Llenado de la forma de de servicio, personal, contratacin del servicio equipo computo, etc. telefnico Fbrica Llantas, rayos, tubos, Ensamblado de una Bicicletera rines, cadenas, etc. bicicleta Tabla 1 Ejemplos de trabajos que presentan procesos repetitivos
Segn como se interprete proceso, se puede ver como la obtencin de un producto final y/o de subproductos o partes. En el caso de la manufactura de un subproducto, es el resultado de un proceso que forma parte del gran proceso de produccin y que para fines de difeenciacin se le denomina subproces, el cual tiene las mismas caractesticas del proceso. La relacin de proceso y subproceso se presenta en forma general en la figura 2. Por ejemplo, suponga que ensambla bicicletas. El ensamblado de la bicicleta es el producto final que requiere la realizacin de varios trabajos o subprocesos intermedios. Un trabajo o subproceso intermedio es el ensamblado del rin (se recibe el rin, la cmara y llanta de la bicicleta y se tiene el subproducto que es el rin ensamblado). Otro subproducto es el armazn de la bicicleta logrado mediante el proceso de soldado de las distintas partes metlicas de la bicicleta. Los manubrios pueden interpretarse como otro subproducto, etc. En cada uno de los subprocesos es posible utilizar uno o varios grficos de control.
PROCESO Insumos Proceso 1 Proceso 2
...
Proceso k
Productos
Figura 2 Generalizacin del concepto de proceso.
Si para cada insumo, producto o proceso se definieran los temas de control importantes que contribuyen a definir la calidad del producto y se quisiera controlar su variacin, se tendra muchas oportunidades de emplear los grficos de control. Incluso en una opeacin como el colocar el asiento a la bicicleta se pueden emplear varios temas e control (ajuste del asiento, color correcto del asiento,
Control de Calidad 28
asiento usado sin defectos, etc) Algunos ejemplos de temas de control que permiten el uso de grficos de control se presentan en la tabla 1.
2.2
CONCEPTO DE VARIACION
En todo proceso (trabajo u operacin) repetitivo, no es posible tener resultados exactamente iguales en cada repeticin por ms cuidado que se tenga. De tener resultados iguales, esto es porque el equipo de medicin usado no tiene suficiente capacidad de diferenciacin. Para introducir el concepto de variacin emplearemos el ejemplo 1. Ejemplo 1 Ilustracin del conepto de variacin usando el ancho de una madera En una fbrica de cocinas integrales de madera se tiene una operacin que consiste en tomar tiras de madera provenientes de una operacin previa y ajustarlas para que cumplan con el ancho especificado de 1.0000.002 pulgadas. Este trabajo se hace diariamente hasta completar la cuota de 100 piezas por da. La operacin del ajuste al ancho se hace usando una mquina cortadora estacional que contiene una sierra circular y un riel de metal mvil, paralelo a la sierra que al moverse permite ajustar el espacio para cortar al ancho deseado. Al inicio del da el operador ajusta el riel para que el espacio entre el riel y la sierra sea de 1.000 pulgada. Cada vez que corta diez tiras mide el ancho de la ltima tira de madera y si el ancho es distinto a 1.000, reajusta el espacio entre la sierra y el riel. Suponga que al completar la decima tira de madera, el ancho fue de 1.001. El operador considera que eso es porque se movi el riel y reajusta la separacin para que sea esta vez 0.999 y as compensar el posible movimiento del riel durante la operacin de cortado de las tiras de madera. Continua con esa forma de trabajo hasta completar con la produccin requerida del da. Un ingeniero decide analizar los datos de esa operacin considerando como tema de control el ancho de la tira de madera. Para esto, toma las diez primeras tiras de madera conservando el orden de corte y los resultados obtenidos los presenta en la tabla 2. El ancho de cada tira de madera no es el mismo en cada ocasin, se observan diferencias pequeas en el ancho y al calcular el ancho promedio de las primera diez tiras de madera encuentra es de 1.000 pulgada. Mide la variacin de los datos en trminos del rango obteniendo un valor de 0.0025 (=1.0015 0.999). Continua jugando con los datos y decide graficarlos de acuerdo al orden de trabajo obteniendo la figura 3. En la grfica no se observa ningun comportamiento especial debido al orden de produccin, prcticamente la mitad de los datos caen por arriba del promedio y la otra mitad por debajo. Para visualizar algn agrupamiento especial de los datos, construye el histograma mostrado en la figura 4, de este grfico se observa que el valor que ms se repite es el 1.000, as mismo no se detecta ningn sesgo apreciable. Del anlisis de los primeros diez datos concluye dos cosas: 1 La variacin del tema de control parece natural para la
Teoria de Grficos de Control 29
forma en que se trabaj 2 El ajuste hecho al espacio entre el riel y la sierra basado en una medicin no parece justificarse porque el ancho promedio es de 1.000 3 La actividad de reajuste consume tiempo productivo que afecta directamente a la productividad y la variabilidad del ancho de las piezas de madera.
Tira nmero Ancho 1 1.0000 2 0.9990 3 1.0005 4 1.0015 5 0.9995 6 1.0000 7 0.9995 8 0.9990 9 1.0000 10 1.0010 Promedio 1.0000 Rango 0.0025 Tabla 2 Ancho de los primeros 10
Resultados del ancho 1.0020 1.0015 1.0010 1.0005 1.0000 0.9995 0.9990 0.9985 0 2 4 6 8
1.002 1.0015 1.001
Ancho en pulgadas
x= 1.0
1.0005 1 0.9995
R= 0.0025
10 12
0.999 0.9985
Tira nmero
Figur a 3 Grfico del ancho por orden de ancho de produccin primeras tiras Figura 4 Histograma del las 10
Se prosigui midiendo el ancho de las tiras del 11 a la 20 registrando los resultados en la tabla 3. El tamao promedio del ancho fue de 0.9987 lo cual es menor al valor ideal deseado (de 1.000). La variacin del ancho en trminos del rango de 0.0025 (=1 0.9975) se mantuvo constante. La figura 5, ilustra el patrn de variacin considerando el orden de produccin, del cual so se detecta ningun comportamiento especial. El figura 6, ilustra el patrn de variacin en trminos de la repeticin de resultados. En dicha grfica la mayora de los anchos
Control de Calidad 30
fueron inferiores al 1.000, excepto el de la pieza 15. La sospecha que se tena del ajuste se corrobora, se ha modificado el centro del proceso al pasar de 1.000 al 0.9987.
Tira nmero Ancho 11 0.9990 12 0.9985 13 0.9975 14 0.9995 15 1.0000 16 0.9985 17 0.9990 18 0.9985 19 0.9980 20 0.9985 Promedio 0.9987 Tabla 3 Ancho de los primeros 10
1.0005 1 0.9995 0.999 0.9985 0.998 0.9975 0.997
Figura 5
Grfico del ancho por orden de produccin del 11 al 20
Figura 6 Histograma del ancho de la tira 11 a la 20
Para concluir el estudio se decide analizar los 20 datos como conjunto. El promedio y rango es de 0.9994 y 0.004 respectivamente. En su conjunto la variacin aument a consecuencia del reajuste en el centro. La grafica del ancho con respecto al orden de produccin, figura 7, indica cierta tendencia a generar medidiciones por debajo del valor deseado (1.000). Por ltimo el histograma, figura 8, refleja un sesgo hacia valores menores a la unidad.
Teoria de Grficos de Control 31
1.002
1.001 1
0.999 0.998
0.997
Figura 7 Variacin en el anchoen los 20 primeros datos
Figura 8 Histograma del ancho de los primeros 20 datos
Del anlisis de los datos usando tablas y grficas, desde las tres perspectivas consideradas se resume lo siguiente: 1 La variacin del tamao del ancho era aparentemente, natural, hasta que se reajust el riel (figura 7), 2 la alteracin en el comportamiento de la variacin de los resultados afect al promedio del proceso al pasar de 1.0000 a 0.9994 y al rango al pasar de 0.0025 a 0.004 y 3 es conveniente considerar ms de un dato para tomar decisiones de modificacin de las condiciones de trabajo. 2.2.1 Variacin natural El ejemplo1 es instructivo porque nos indica que en todo trabajo repetitivo esta presente cierta variacin generada por las causas siguientes: 1. Materia prima 2. Mano de obra. 3. Maquinaria y herramental. 4. Medio ambiente 5. Mtodo de trabajo 6. Orden de produccin Segn la magnitud y comportamiento de la variacin, sta se clasifica como natural y no natural. La variacin natural es el resultado de las pequeas diferencias existentes que se presentan de manera fortuita, en factores como los siguientes: 1 el estado de
Control de Calidad 32
animo del personal tiende a variar durante el da y esto afecta a su concentracin y esto a su vez al resultado de su trabajo, 2 la mquina mediante el uso se va desajustando, se va desgastando, 3 la temperatura y humedad del lugar de trabajo es variable segn la hora del da (a no ser que se disee un ambiente controlado que repercute en los gastos de operacin), 4 la materia prima no es homogenea comopor ejemplo la dureza o humedad de un rbol vara, etc. Un proceso esta estable o bajo control si en el sistema productivo (es decir los insumos, los mtodos de trabajo, herramientas, equipo, etc., estn funcionando de la forma pretendida), se tiene un proceso con variacin estable porque bsicamente estn interviniendo las pequeas causas comunes de variacin (pequeos cambios en los materiales, desempeo del personal, desgaste de las herramientas, etc.). Se dice que la variacin es estable, es aleatoria, est controlada y es posible predecir los resultados futuros, por ejemplo, para fijar los valores mximos y mnimos esperados. Un proceso estable tiene como caracterstica que la media y variacin de proceso (o poblacin) se mantienen relativamente constantes con respecto al tiempo, como se ilustra en la figura 9. El ejemplo 1, no cumple con esta caracterstica. 1,1 2,2 = ... ... = k,k
Tiempo
Figura 9 Comportamiento tpico de un proceso estable
t1
t2 tk
En grficos de control se usa indistintamente como sinnimos los trminos: variacin natural, variacin aleatoria, variacin comn 2.2.2 Variacion no natural Un proceso no controlado es aquel en el que la variacin no natural es causada cuando uno o ms de los factores enlistados en la seccin anterior afectan de una manera distinta a la estimada como estable debido a un cambio importante en algunos de los seis elementos causantes de variacin del proceso.Un proceso no controlado tiene un comportamiento impredecible.
Teoria de Grficos de Control 33
Las causas de variacin no natural se reflejan segn el caso en cambios que afectan a 1 la variacin (aumentandola o disminuyendola) y/ o 2 la media del proceso, como se ilustra en la figura 10. En el ejemplo 1, se tiene que en el que en el periodo 1, t1, (produccin de las primeras 10 pieza), la media y la variacin expresada como rango es de de 1.0 y 0.0025 respectivamente y en el periodo 2, t2, la media del proceso fue de 0.9987( 1.000) pero se mantuvo constante la variacin. En grficos de control se usa indistintamente como sinnimos los trminos: variacin no natural, no aleatoria, asignable, especial.
1,1
2,2...
k,k
Tiempo
Figura 10 Comportamiento tpico de un proceso no estable
t1
t2
tk
2.2
GRAFICOS DE CONTROL DE SHEWHART
Los grficos de control de Shewhart son un procedimiento grfico para establecer el rango de variacin tpico de un proceso que se supone tiene su variacin controlada para ciertas condiciones definidas del proceso. Se fundamenta en aspectos estadsticos y prcticos. Los principios estadsticos en que descansa es el teorema del lmite central y la distribucin normal. Del aspecto prctico es facilitar el diseo, construccin e interpretacin del grfico, aun cuando se pierda precisin. A continuacin se desglosa los distintos conceptos que se consideran. 2.2.1 Estructura del grfico de control El grfico de control para un tema de control representado por el estadstico q, (que puede representar un promedio, un rango, una proporcin, cantidad de no conformidaeds por unidad, etc.) indica la variacin de dicho estadstico con
Control de Calidad 34
respecto al tiempo.El grfico de control consta de tres elementos: 1 una lnea central (LC) que representa el promedio del tema de control de un proceso estable o la media deseada del tema de control, 2 un lmite superior de control (LSC) que representa el valor mximo que puede tomar el estadstico q, y 3 un lmite inferior de control (LIC) que representa el valor mnimo que puede tomar el estadstico de control. Los valores de los estadsticos calculados a partir de los datos obtenidos, se grafican como puntos en el grfico de control y se unen con una lnea slida continua. Para el ejemplo 1, si se emplea como tema de control el ancho promedio calculado con 4 tiras de madera, el estadstico q equivale al promedio,x. La LC puede representar el ancho deseado de 1.000. El LSC y LIC representaran el valor mximo y mmimo que puede tomar el promedio de 4 mediciones. La figura 11, representa la forma general de un grfico de control usando como lmites de control 3 sigma (=3 ). La figura 13, es una ilustracin de un grfico de control para el promedio del volumen de lquido en botellas.
Valor representativo de la muestra
Limite Superior de Control (LSC) =q + 3q +3 Lnea Central (LC)= q -3 Lmite Inferior de Control (LIC) =q - 3q
Orden de extraccin de la muestra Figura 11 Estructura de un grfico de control clsico con n constante.
La distancia que separa la LC de los lmites de control se establece de tal manera de que si el proceso est controlado, prcticamente todos los valores del estadstico graficado (q1, q2, ..., qk), caigan dentro de los lmites de control. Los valores comprendidos entre el LIC y LSC pretenden absorver o representar la variacin tpica de un proceso controlado que tiene ciertas caractersticas. Por la forma en que se establecen los lmites de control, es poco probable que el punto q, caiga fuera de los lmites de control, pero de ocurrir, se tendra motivos para sospechar que estn presentes causas asignables de variacin. De contarse con la LC, LSC y LIC, la operacin del grfico de control consistir en:
Teoria de Grficos de Control 35
1. 2. 3. 4.
Extraer n unidades producidas consecutivamente. Medir el tema de control bajo estudio en n unidades. Calcular el estadstico de inters q. Graficar el punto q y tomar una decisin: a. La variacin aparentemente es aleatoria, si el punto q toma un valor entre el LIC y LSC (= LIC<q<LSC), b. La variacin aparentemente no es aleatoria en caso contarrio.
5. Regrese al paso 1. 2.2.2 Principios en los que descansa un grfico de control Considerando que el estadstico q es una variable aleatoria, el valor del LIC y LSC se establecen para tener una alta probabilidad (=1-) de que se cumpla la aseveracin de que la variacin es natural, cuando es cierto. El procedimiento general para el clculo de los lmites de control es el siguiente: 1. Identifique la distribucin de probabilidad que describa la V.A. asociada al tema de control. 2. Establezca la probabilidad permitida de afirmar que en el proceso se tiene la presencia de causas de variacin asignables cuando no es cierto. (Es equivalente a establecer la probabilidad de cometer el error tipo 1 =, en una prueba de hiptesis estadstica). 3. Calcule el valor mnimo y mximo permitido para el estadstico, usando como base los resultados de los pasos anteriores. Los tres pasos de implementarse como se ha dicho, tienen la fundamentacin necesaria para predecir con un buen nivel de certeza el tipo de variacin, sin embargo no es sencillo identificar la distribucin de probabilidad por lo que se aproxima, suponiendo que el estadstico es descrito razonablemente bien por la distribucin de probabilidad normal. Esto es en lo que se bas Shewhart cuando propuso generalizar la construccin del grfico y lo complement estableciendo como correcto fijar la probabilidad de cometer el error tipo1 en 0.0027(= =probabilidad de decir que el proceso est controlado cuando no es cierto). El empleo de un valor de distinto al preestableido lo que hace es variar las probabilidades de cometer el error tipo 1, como se ilustra con la tabla 4 y la figura 12. Algunos proponen agregar a los grficos de control, los limites de 2, llamados limites de advertencia para tomar precausiones cuando un valor caiga entre 2 y 3.
Control de Calidad 36
Resumiendo, la LC y los lmites de control superior e inferior clsicos para un estadstico cualquiera, q, se hace usando las ecuaciones 1, 2 y 3 respectivamente. El porcentaje de variacin natural no absorbida es: *100 31.73% 05.00% 04.56% 00.27% Tabla 4 Criterios para definir el rango de variacin natural en trminos de k
LIC k Prob. error tipo 1 /2 LC = k
Si los lmites de control se establecen considerando: k 1 1.9 2 3
El porcentaje de variacin natural absorbida es: (1- )*100 68.27% 95.00 % 95.45% 99.73%
LSC Prob. Error tipo 1
1-
Variacin Natural considerada
/2
Figura 12 Relacin entre la LC y los lmites de control en trminos de k
LC= q LSC= q +3q LIC= q - 3q Donde: q = La media o centro de un proceso controlado = Media poblacional o deseado q= Desviacin estndar del estadstico q, considerado cuando las condiciones son estables
EC 1 EC 2 EC 3
Ejemplo 2. Construccin de un grfico para el promedio (forma bsica). Los datos de la tabla 4, corresponden al llenado de una botella con refresco, usando una mquina de llenado automtica. La cantidad promedio de lquido por botella se sabe es de 12 onzas (= 12) con una desviacin estndar de 0.12 onzas (= 0.12). Se pretende darle seguimiento a la variacin en el llenado de las botellas usando un grfico de control para el promedio, manejando grupos de 5 botellas llenadas (n=5).
Teoria de Grficos de Control 37
La lnea central del grfico para los datos proporcionados es segn la ecuacin 1: q = = 12 x De manera similar, los lmites de control superior e inferior usando las ecuaciones 2 y 3 son: LC= .12 = 12 + 3 * = 12 + 0.161 = 12.161 LSC= q +3q = + 3 x = + 3 x x 5 n .12 LIC= q -3q = 3 x = 3 = 12 3 * = 12 0.161 = 11.839 x x 5 n La interpretacin de los resultados es : Si el volumen promedio de las 5 botellas esta entre 11.839 y 12.161, (es decir: 11.839 <x < 12.161) la variacin es aparentemente natural. Las causas de variacin son las comunes. Usando los datos de la tabla 4 es posible afirmar que el volumen promedio de las 20 muestras provienen de un proceso con variacin controlada que tiene media 12 y desviacin estndar 0.12? La respuesta a la pregunta requiere graficar los promedios en el grfico de control. Esto se muestra en la figura 13.
Grafico Prom 12.2
Promedio
12 11.8 11.6 1 3 5 7 9 11 13 15 17 19
Orden
Figura 13 Grfico x para el llenado de botellas
Como en la figura 13 no cae ninguno de los promedios fuera de los lmites de control, se concluye que el comportamiento del proceso es aleatorio, se considera que la variacin del proceso no es lo suficientemente grande como para asignrselo a alguna causa especial.
Control de Calidad 38
X5 x 11.98 11.96 11.98 11.99 12.03 11.97 12.00 12.02 12.17 12.06 12.01 11.89 11.99 11.97 12.05 11.94 12.16 12.05 11.92 11.96 11.88 11.98 11.97 12.01 12.11 12.05 11.87 11.91 11.88 11.99 12.16 12.04 11.87 12.02 11.9 11.94 12.03 11.98 11.97 11.99 Total = 239.72 Promedio= 11.986 Tabla 5 Datos de llenado de refresco en botellas I 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 X1 11.91 12.29 11.93 12.09 11.96 11.77 11.91 11.84 12.28 12.05 12.19 12.22 11.88 11.95 12.24 11.87 12.17 11.88 11.93 11.98 X2 11.85 12 11.95 12.11 12.12 11.93 12.03 11.79 11.98 11.9 12.05 12.11 11.95 11.84 11.77 12.07 12.12 12 11.92 12.02 X3 12.04 11.85 12.07 12.07 12.06 11.83 12.07 12.07 12.13 12.08 11.97 11.93 11.95 12.01 11.96 11.88 12 12.06 12.01 11.95 X4 12.02 11.85 11.88 11.82 11.97 11.93 11.85 11.95 11.72 11.83 11.8 11.82 12.34 11.87 12.12 12.23 11.93 11.88 12.01 12.01
S 0.08 0.18 0.08 0.12 0.09 0.09 0.09 0.12 0.22 0.11 0.15 0.16 0.18 0.07 0.19 0.16 0.13 0.08 0.05 0.03 2.3748 0.119
R 0.19 0.44 0.19 0.29 0.21 0.24 0.22 0.28 0.56 0.25 0.39 0.4 0.46 0.17 0.47 0.36 0.3 0.18 0.11 0.07 5.78 0.289
2.2.3 Ampliacin del anlisis del grfico de control usando el concepto de corridas En general un grfico de control puede indicar la presencia de causas de variacin asignables cuando uno o ms puntos caen fuera de los lmites de control o cuando los estadsticos en su conjunto reflejan un comportamiento no aleatorio o cuando el comporamiento de los datos no sea el tpico de una distribucin normal con las condiciones establecidas (media y desviacin estndar del proceso. Para facilitar la intrpretacin del comportamiento no normal se recomienda el uso de la reglas presentadas en la tabla 5, basadas en la propuesta de Nelson (1984) y Western Electric (1956). Las reglas se desarrollaron basndose en las caractersticas principales de la distribucin de probabilidad normal enlistadas a continuacin: 1. La media la mediana y la moda toman el mismo valor. 2. La distribucin de probabilidad es simtrica 3. Por lo dicho en los dos puntos anteriores se espera que un 50% de los datos graficados caigan por arriba de la lnea central y otro 50% por debajo.
Teoria de Grficos de Control 39
4. La probabilidad de ocurrencia vara segn el lugar del grfico de control, como se ilustra en la figura 14. No. Descripcin S (Si), N (No) 1 Uno o ms puntos fuera de los lmites de control 2 9 puntos consecutivos en el mismo lado de la lnea central (LC) 3 6 puntos consecutivos incrementndose o decrementandose consecutivamente 4 14 puntos consecutivos alternndose arriba y abajo 5 Al menos 2 de 3 puntos consecutivos toman valores entre 2 y 3 pero todos dentro de los lmites. 6 Al menos 4 de 5 puntos toman un valor que cae por arriba de 1 (zona A y B) 7 Al menos 15 puntos consecutivos toman valores que caen dentro de la regin de 1 de la lnea central (zona C) 8 8 puntos consecutivos caen en cualquier lado de la lnea central, excepto en la zona C 9 Comportamientos cclicos o predecibles
Tabla 6. Reglas para analizar un grfico de control
Arriba del LSC = 0.00135 A+ = 0.02135 B+ = 0.13601 C+ = 0.34131 C- = 0.34131 B- = 0.13601 A- = 0.02135 Abajo del LIC = 0.00135
LSC= + 3 +2 +1 1 2 LC= LIC = 3
Figura 14 Zonas del grfico de control en trminos de y probabilidades normales
Cada una de las reglas de la tabla 5, tienen una baja probabilidad de ocurrencia y de presentarse es posible que est presente causas especiales de variacin. La ilustracin y comentarios de algunas de las nueve reglas se presenta a continuacin Regla 1 Un punto fuera de los lmites de control. (Tiene como probabilidad de ocurrencia =0.0027, es decir se presentar en una de las 370 oportunidades, 1/370)
Control de Calidad 40
A+ B+ C+ CBA-
+2 +1 1 2 LC=
Regla 2
Nueve puntos consecutivos en el mismo lado de la lnea central. Generalmente indica un cambio en la media del proceso. (Tiene como probabilidad de ocurrencia = 2*[0.49865]9 = 0.00381, es decir se presentar en una de las 262 oportunidades, 1/262).
A+ B+ C+ CBA+2 +1 1 2 LC=
Regla 3
Seis puntos consecutivos incrementndose o decrementandose. Comnmente indica un desgaste o desajuste en el centro. (Tiene como probabilidad de ocurrencia 2/(6!) = 0.002778, es decir, esto se presentar en una de las 360 oportunidades 1/360).
A+ B+ C+ CBA-
+2 +1 1 2 LC=
Regla 4
Catorce puntos consecutivos alternndose arriba y abajo. (Tiene una probabilidad de ocurrencia de 0.0046, es decir se presentar en una de las 218 oportunidades 1/218).
A+ B+ C+ CBA-
+2 +1 1 2 LC=
Teoria de Grficos de Control 41
Regla 5
Al menos dos de tres puntos consecutivos toman valores entre 2 y 3, pero los tres puntos caen dentro de los lmites de control. (Tiene una probabilidad de ocurrencia de 0.00304 es decir se presentar en una de las 329 oportunidades 1/329).
A+ B+ C+ CBA-
+2 +1 1 2 LC=
Regla 6
Al menos 4 de 5 puntos toman un valor que cae entre 1 y3 , es decir, entre la zona A y B. Generalmente indica un cambio en el centro del proceso.(La probabilidad de ocurrencia es de 0.00978, es decir se presentar en una de las 102 oportunidades 1/102).
A+ B+ C+ CBA-
+2 +1 1 2 LC=
Regla 7
Al menos 15 puntos consecutivos toman valores que caen dentro de la regin de 1 de la lnea central. (Tiene una probabilidad de ocurrencia de [0.68262]15 = 0.00326 es decir se presentar en una de las 307 oportunidades 1/307).
A+ B+ C+ CBA-
+2 +1 1 2 LC=
Control de Calidad 42
Regla 8
8 puntos consecutivos caen en cualquier lado de la lnea central, excepto en la zona C
Comentarios al uso de las reglas Todos los valores de las probabilidades son relativamente fciles de obtener usando los principios elementales de probabilidad (regla de suma y multiplicacin de probabilidades, eventos independientes y excluyentes), excepto por la regla 4. La probabilidad de ocurrencia de la regla 4 fue obtenida por R.L. Marr (1991) usando un algoritmo computacional recursivo escrito especialmente para ese fin. Cuando se aplican simultneamente dos o ms de las reglas mencionadas, la probabilidad global de una falsa alarma, , se incrementa con respecto al 0.0027 usado para establecer los lmites de control. Para ilustrar esto, suponga que usa las primeras seis reglas de decisin con las probabilidades de cometer el error tipo 1 mencionadas previamente. La probabilidad global de cometer el error tipo 1 o de una falsa alarma se calcula usando la ecuacin 4.
= = 1 ir=16 (1 i )
EC 4
substituyendo los datos en la ecuacin 4 se obtiene
= = 1 ir=16 (1 i ) = 1 (1 0.0027)(1 0.00391)...(1 0.00554) =1 -0.97764779 0.0224
Otro aspecto que se debe tener en cuenta es que al aplicar continuamente una regla (digamos la regla 1) la probabilidad de falsa alarma aumenta a medida que se incrementa la cantidad de estadsticos graficados. La probabilidad de tener una falsa alarma al graficar k estadsticos se calcula usando la ecuacin 5.
= 1 (1 )
EC 5
Por ejemplo si se aplica la regla 1 a 100 estadsticos consecutivos (k= 100) provenientes de un proceso estable, la probabilidad de falsa alarma es
= 1 (1 ) = 1 [1 0.0027]100 0.24.
k
Los dos cuestionamientos al error tipo 1 mencionados y modelados con la ecuacin 4 y 5, han hecho que algunos prefieran usar solo la regla 1 o un par de las nueve reglas presentadas, para analizar un grfico de control.
Teoria de Grficos de Control 43
2.2.4 SELECCIN DEL GRUPO DE DATOS Y FRECUENCIA DE MUESTREO Al disear un grfico de control se requiere definir el tamao de muestra y la frecuencia de extraccin que en gran medida depende del volumen de produccin. En general una muestra grande es ms fcil que detecte el cambio que una chica. La forma de seleccionar la muestra es con base al objetivo del grfico de control. Sin embargo siempre tenga presente que la idea es detectar la presencia de causas de variacin y que esto sugiere que al seleccionar las unidades sean obtenidas de la produccin consecutiva para representar la condicin de ese instante de produccin y compararlo con otro instante de produccin. Si se toman n datos al azar dentro de un periodo de tiempo donde se presentaron distintas causas de variacin especiales, el estadstico calculado representar el promedio de las causas prevalencientes en dicho periodo, sugiriendo quizas que nada ha ocurrido cuando en realidad si se presentaron causas especiales de variacin. 2.3 ANALISIS COMPLEMENTARIOS.
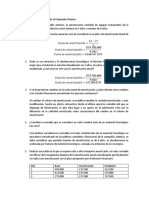
Para analiza el comportamiento del grfico de control desde el punto de vista de que tan rpido detecta los cambios (en base a la regla 1), se utiliza la curva caracterstica de operacin (o curva OC por su abreviatura en ingles) y la curva ARL. Su construccin e interpretacin se har a medida que se cubran los distintos grficos de control. Ejercicio de prctica No 1 En una planta dedicada a la manufactura de cerraduras caseras se tiene una operacin consistente en la realizacin de un agujero a una lmina. Las condiciones de trabajo han permanecido estables de acuerdo al seguimiento que se le ha dado en el ltimo mes y se tiene que el tamao promedio de las cerraduras producidas es de 40 milmetros ( = 40) y la desviacin estndar de 3.8 (= 3.8). Se le quiere dar seguimiento a la variacin del tamao promedio de los agujeros mediante la seleccin y medicin de 4 laminas extradas de la produccin a intervalos de 30 minutos. a) Calcule la LC, LSC y LIC para el promedio?. Interprete los resultados b) Construya el grfico de control con la LC, LSC y LIC obtenidos
Control de Calidad 44
c) Se levantan 25 muestras conteniendo cada una 4 laminas perforadas y de la muestra se calculan varios estadsticos (promedio, rango y desviacin estndar) como se indica en la tabla 6. Considerando al estadstico de los promedios, es posible concluir que la variacin del proceso es estable?
.NUM. DE FECH HOR SUBGPO. A A 1 23-May 8:50 2 11:30 3 1:45 4 3:45 5 4:20 6 24-May 8:35 7 9:00 8 9:40 9 1:30 10 2:50 11 25-May 8:30 12 1:35 13 2:25 14 2:40 15 3:50 16 26-May 8:25 17 9:30 18 11:05 19 1:00 20 3:00 21 27-May 8:45 22 10:00 23 11:00 24 1:40 25 3:08 1 35 46 34 69 38 42 44 33 48 47 38 37 40 38 50 33 41 38 33 56 38 39 42 43 39 MEDICIONES 2 40 37 40 64 34 41 41 41 52 43 41 37 38 39 42 35 40 44 32 55 40 42 39 36 38 3 32 36 34 68 44 43 41 38 49 36 39 41 47 45 43 29 29 28 37 45 45 35 39 35 43 4 33 41 36 59 40 34 46 36 51 42 38 37 35 42 45 39 34 58 38 48 37 40 36 38 44 PROMEDIO RANGO Desv. Est. X 35 40 36 65 39 40 43 37 50 42 39 38 40 41 45 34 36 42 35 51 40 39 39 38 41 1025 41 R 8 10 6 10 10 9 5 8 4 11 3 4 12 7 8 10 12 30 6 11 8 7 6 8 6 219 8.76 S 3.56 4.55 2.83 4.55 4.16 4.08 2.45 3.37 1.83 4.55 1.41 2.00 5.10 3.16 3.56 4.16 5.60 12.54 2.94 5.35 3.56 2.94 2.45 3.56 2.94 97.2054 3.88821
TOTAL PROMEDIO Tabla 7 Tamao del hueco de la cerradura
Ejercicios de prctica No. 2 1. De las empresas enlistadas, con los trabajos mencionados, diga si el trabajo referido cae en la categora de proceso repetitivo ( R) o no repetitivos (N). a) Hospital. El trabajo requerido para internar u hospitalizar a un enfermo: ( ) b) Astillero. El construir el barco de acuerdo a lo que el cliente quiere: ( )
Teoria de Grficos de Control 45
c) Laboratorio clnico: La toma de muestra de sangre para anlisis d) Cablevisin: El tiempo que pasa desde que se hace el contrato del Cable hasta que instalan el servicio al usuario
( ) ( )
2. Para una tortillera de maiz mencione al menos 4 temas de control que se pueda analizar su variacin usando grficos de control. 3. En un banco mencione al menos 4 temas de control que se pueda analizar su variacin usando grficos de control.
2.4
RESUMEN
Un grfico de control es una herramienta para analizar la variacin de procesos repetitivos en base a ciertas reglas con fundamentacin probabilstica. Algunas de las reglas para el anlisis del grfico se presentan en la tabla 5. Los lmites de control clsicos son de 3 sigma y los lmites de advertencia son de 2 sigma. Se puede usar tantos grficos de control como temas de control se quieran estudiar. Uno de los objetivos principales del uso de grficos de control es detectar rpidamente la presencia de causas asignables de variacin en el proceso que actuan cambiando el centro o la variabilidad. La bsqueda de esas causas y el eliminar o forzar su presencia futura hace que se mejore el proceso (reduciendo la variacin o teniendo procesos mejor ajustados).
BIBLIOGRAFA 1. Deming, W.E. (1988). La Salida de la Crisis , Editorial Daz Santos, Madrid Espaa. 2. Duncan, A.J. (1974). Quality Control and Industrial Statistics, Richard D Irwin Inc., Homewood, IL. 3. Edginton, E.S. (2000), Randomization Tests third Edition, Marcel Dekker 4. Marr, R.L., and Quesenberry, C.P. (1991). A UN Test for Serial Correlation of Residuals From One or More Regression Regimes, Technometrics, 33(4), pp 441-457. 5. Shewhart, W.A. (1931). Economic Control Of Quality of Manufacutured Product, D. Van Nostrand Co., New York, New York
Control de Calidad 46
6. Western Electric (1956). Statistical Quality Control Handbook, Western Electric Corporation, Indianapolis, In. 7. Nelson, L.S. (1984). The Shewhart Control Chart Test for Special Causes, Journal of Quality Technology 16(4), pp 237- 239
Potrebbero piacerti anche
- Orientación Al LogroDocumento2 pagineOrientación Al LogroHaiiderRiiosNessuna valutazione finora
- Política de Calidad Cosapi PDFDocumento2 paginePolítica de Calidad Cosapi PDFElizabeth LandeoNessuna valutazione finora
- Practica 3Documento11 paginePractica 3danny_alfradNessuna valutazione finora
- Sist. Proteccion - Tarea2Documento8 pagineSist. Proteccion - Tarea2Enrique Albanez Lamas75% (4)
- Practico de Ensayo JominyDocumento4 paginePractico de Ensayo JominyCarlos RamBelNessuna valutazione finora
- Cartas de Control Por AtributosDocumento19 pagineCartas de Control Por AtributosOswaldo GonzalesNessuna valutazione finora
- CalidadDocumento46 pagineCalidadOswaldo GonzalesNessuna valutazione finora
- Cables y AlambresDocumento34 pagineCables y AlambresFiee Gaac100% (1)
- Cartas de Control Por AtributosDocumento12 pagineCartas de Control Por AtributosRoy Peralta AvalosNessuna valutazione finora
- CalidadDocumento40 pagineCalidadOswaldo GonzalesNessuna valutazione finora
- Sello CalidadDocumento34 pagineSello CalidadOswaldo GonzalesNessuna valutazione finora
- AzsxdcfvDocumento128 pagineAzsxdcfvGuillermo VegaNessuna valutazione finora
- Practica 1 Preparacion y Analisis Metalo PDFDocumento17 paginePractica 1 Preparacion y Analisis Metalo PDFBrayan Alan AdNessuna valutazione finora
- Control CalidadDocumento29 pagineControl Calidadvsuarezf2732Nessuna valutazione finora
- Muestreo CartasDocumento1 paginaMuestreo CartasOswaldo GonzalesNessuna valutazione finora
- Practica 1 Preparacion y Analisis Metalo PDFDocumento17 paginePractica 1 Preparacion y Analisis Metalo PDFBrayan Alan AdNessuna valutazione finora
- Carta MuestreoDocumento1 paginaCarta MuestreoOswaldo GonzalesNessuna valutazione finora
- INSPECCIONDocumento22 pagineINSPECCIONOswaldo GonzalesNessuna valutazione finora
- Fabricación de Ductos de AspiraciónDocumento7 pagineFabricación de Ductos de AspiraciónIng. José ParedesNessuna valutazione finora
- Booklet Informativo PMEDocumento7 pagineBooklet Informativo PMEMarcos Sandoval UberhuagaNessuna valutazione finora
- Relaciones Internacionales - Eje 4Documento11 pagineRelaciones Internacionales - Eje 4Maria Benitez BustosNessuna valutazione finora
- Metodología de JenkinsDocumento12 pagineMetodología de Jenkinsreggie121510% (1)
- AMPYMEDocumento25 pagineAMPYMEKarenina PittiNessuna valutazione finora
- Modelo Demanda de Restitucion de Inmueble ArrendadoDocumento3 pagineModelo Demanda de Restitucion de Inmueble ArrendadoJuan MottaNessuna valutazione finora
- Caso Practico - Introducción Al Corporate FinanceDocumento2 pagineCaso Practico - Introducción Al Corporate FinanceJoselyn DiazNessuna valutazione finora
- DescargarDocumento2 pagineDescargarfrancisca janeth hernandez moralesNessuna valutazione finora
- Procedimiento de Entrega de PromocionesDocumento12 pagineProcedimiento de Entrega de PromocionesAbner Bboy-GohanNessuna valutazione finora
- HT - 1 - Wa - Comma - Enunciados y ProposicionesDocumento2 pagineHT - 1 - Wa - Comma - Enunciados y ProposicionesJuan Carlos AnguloNessuna valutazione finora
- Texto Apoyo Unidad 2 - Cap. Tecnologia y Ventaja Competitiva. PorterDocumento31 pagineTexto Apoyo Unidad 2 - Cap. Tecnologia y Ventaja Competitiva. PorterpilardiNessuna valutazione finora
- Actividad 3 - Sistemas ABCDocumento6 pagineActividad 3 - Sistemas ABCWilmer Ernesto Oyola ChamboNessuna valutazione finora
- Cualitativo InvestigacionDocumento4 pagineCualitativo Investigacionoscar lagunezNessuna valutazione finora
- El SIGA Tiene Los Módulos deDocumento4 pagineEl SIGA Tiene Los Módulos deMIREYA SALDARRIAGA SALDARRIAGANessuna valutazione finora
- Fase 3Documento6 pagineFase 3Danna Guerrero100% (1)
- Tarea 4 Procesos de Comercialización de La LecheDocumento10 pagineTarea 4 Procesos de Comercialización de La Lechedanha sophia narvaez ceronNessuna valutazione finora
- 05 Informe de Estado Del Pad Por Fases A Mar 2021Documento12 pagine05 Informe de Estado Del Pad Por Fases A Mar 2021Cristhian CanoNessuna valutazione finora
- M10 - U2 - Act 1 - S5 - SEGCDocumento5 pagineM10 - U2 - Act 1 - S5 - SEGChscalidadNessuna valutazione finora
- Preguntas de Análisis - Onis Delarca Cap 6Documento3 paginePreguntas de Análisis - Onis Delarca Cap 6Onis DelarcaNessuna valutazione finora
- 2do Programacion Anual Cs SocDocumento10 pagine2do Programacion Anual Cs SocSoleNessuna valutazione finora
- Examen Derecho Aduanero Ii Unidad Jun 2021Documento3 pagineExamen Derecho Aduanero Ii Unidad Jun 2021Lesly de los AngelesNessuna valutazione finora
- Piramide de La CalidadDocumento18 paginePiramide de La CalidadEspingo Travis Tokowaba OtiksuNessuna valutazione finora
- Protocolo de Servicios Postreria RailyDocumento14 pagineProtocolo de Servicios Postreria RailyJonatan TorresNessuna valutazione finora
- Casos LegislaciónDocumento5 pagineCasos LegislaciónBryan RodasNessuna valutazione finora
- Syllabus - Estadística I 2022-2023CIDocumento9 pagineSyllabus - Estadística I 2022-2023CIMaria Jose MaciasNessuna valutazione finora
- Recursos Energéticos No Renovables PDFDocumento16 pagineRecursos Energéticos No Renovables PDFYasna Vargas PeñalozaNessuna valutazione finora
- 2020 Brochure CORD 10.2020Documento33 pagine2020 Brochure CORD 10.2020L Cristell CDNessuna valutazione finora