Potrebbero piacerti anche
- Como Se Hace Una Prueba HidrostáticaDocumento6 pagineComo Se Hace Una Prueba HidrostáticalindaNessuna valutazione finora
- Comprobación de La PlanitudDocumento2 pagineComprobación de La PlanitudKeduar Nosferatus82% (17)
- Verificación Del Árbol de LevasDocumento32 pagineVerificación Del Árbol de LevasDante Eliezer Mora Farias73% (11)
- Verificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesDocumento7 pagineVerificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesRoel Hector Cruz AnampaNessuna valutazione finora
- Diagnóstico de Fallas de La CulataDocumento2 pagineDiagnóstico de Fallas de La CulataJimmy Aleman70% (10)
- Desmontaje Del Arbol de LevasDocumento6 pagineDesmontaje Del Arbol de LevasVeztalone FreddyMendezNessuna valutazione finora
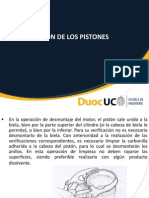
- Verificación de Los PistonesDocumento62 pagineVerificación de Los PistonesDante Eliezer Mora Farias62% (13)
- Verificacion y Reparacion de Los Componentes Del MotorDocumento2 pagineVerificacion y Reparacion de Los Componentes Del MotorJassen Artiko Castillo33% (3)
- Calibracion de ValvulasDocumento8 pagineCalibracion de ValvulasDerioNessuna valutazione finora
- Montaje de Pistones Paso A PasoDocumento5 pagineMontaje de Pistones Paso A PasoAngel Leon FuerteNessuna valutazione finora
- Inspeccion de CulataDocumento25 pagineInspeccion de CulataRonalAlcantaraHuaripata50% (4)
- Armada y Desarmado de Un MotorDocumento5 pagineArmada y Desarmado de Un MotorManuel Estuardo Morales67% (6)
- Desmontar y Montar El CigüeñalDocumento2 pagineDesmontar y Montar El CigüeñalFerran Alfonso0% (1)
- Verificaciones Al Conjunto de EmbragueDocumento26 pagineVerificaciones Al Conjunto de EmbragueMarĭo Isaac Manrĭquéz LealNessuna valutazione finora
- Verificacion y Control de La Caja de VelocidadesDocumento6 pagineVerificacion y Control de La Caja de VelocidadesDiana Hernández100% (1)
- Pruebas en La CulataDocumento4 paginePruebas en La CulataJuan Manuel Challco Quinones100% (1)
- Sincronizacion de La DistribucionDocumento50 pagineSincronizacion de La Distribucionjimmy_huamancayo88% (68)
- Diagnostico Bloque de CilindroDocumento9 pagineDiagnostico Bloque de CilindroEdwin Alexis Labrador HernandezNessuna valutazione finora
- Diagnostico Del Sistema de Inyeccion de CombustibleDocumento27 pagineDiagnostico Del Sistema de Inyeccion de CombustibleJean carlos78% (9)
- Procedimiento para Desmontar Caja de Cambios de Un RENAULT R21Documento3 pagineProcedimiento para Desmontar Caja de Cambios de Un RENAULT R21maxnerd88% (8)
- Inspeccion y Montaje CulataDocumento21 pagineInspeccion y Montaje Culatarufuru100% (10)
- Diagrama Sinoptico Desarmado de MotorDocumento4 pagineDiagrama Sinoptico Desarmado de MotorJorge Shashte100% (1)
- Culata Pruebas Antes de Desmontar La CulataDocumento20 pagineCulata Pruebas Antes de Desmontar La CulataAUNARMCI88% (8)
- Consumo de Corriente Del Motor de ArranqueDocumento2 pagineConsumo de Corriente Del Motor de ArranqueJCNessuna valutazione finora
- Desmontaje y Montaje Del Sistema DiferencialDocumento6 pagineDesmontaje y Montaje Del Sistema Diferencialvidener67% (3)
- Reparar El Sistema de Lubricación (1) KevinDocumento9 pagineReparar El Sistema de Lubricación (1) KevinRONNY CASTILLO LLAMOCANessuna valutazione finora
- Verificación Del Bloque de Cilindros.Documento11 pagineVerificación Del Bloque de Cilindros.Gustavo Palacios50% (4)
- Guia Conjunto MovilDocumento14 pagineGuia Conjunto MovilAlan Meriño MercadoNessuna valutazione finora
- Metodos de CalibracionDocumento11 pagineMetodos de CalibracionJhon Meza Landeo67% (3)
- Pasos para Calibrar VálvulasDocumento3 paginePasos para Calibrar VálvulasJulio Charris75% (12)
- Cuestionario BombaDocumento2 pagineCuestionario Bombacbramos593100% (1)
- REPARAR LA CAJA DE DIRECCIÓN CON ASISTENCIA HIDRÁULICA Semana 10Documento11 pagineREPARAR LA CAJA DE DIRECCIÓN CON ASISTENCIA HIDRÁULICA Semana 10seysuke80% (5)
- El MonoblockDocumento23 pagineEl MonoblockDavid Muñoz Viton100% (2)
- 1 Reparar Los Mecanismos Del MonoblockDocumento239 pagine1 Reparar Los Mecanismos Del Monoblockrosanateamo56% (9)
- Métodos de Regulación de VálvulasDocumento22 pagineMétodos de Regulación de VálvulasJohn CQ75% (4)
- Desmontaje y Reparación de CulataDocumento12 pagineDesmontaje y Reparación de CulataRaul Quispe Ramirez100% (2)
- Desmontaje de CulataDocumento29 pagineDesmontaje de Culatajc_valdez_loaiza50% (2)
- Comprobación Del Sistema de CargaDocumento56 pagineComprobación Del Sistema de Cargaserpizarro82% (11)
- Diagnostico de Culata y Sus ComponentesDocumento14 pagineDiagnostico de Culata y Sus ComponentesHugo Otoniel Cuyuch Coroy100% (2)
- La CulataDocumento37 pagineLa Culata8 EDWIN LEONARDO SIERRA LOPEZ100% (3)
- Procedimiento Desmontaje Sistema de LubricacionDocumento10 pagineProcedimiento Desmontaje Sistema de LubricacionJuanNessuna valutazione finora
- Reparar Los Mecanismos Del MonoblockDocumento2 pagineReparar Los Mecanismos Del MonoblockAxel Shamir50% (4)
- Diferencial EstandarDocumento12 pagineDiferencial EstandarRicardoMoranNessuna valutazione finora
- Inyector MecanicoDocumento8 pagineInyector Mecanicosantos100% (1)
- Sensor de Des AceleraciónDocumento7 pagineSensor de Des Aceleracióntaycons100% (1)
- Exposicion (La Culata)Documento11 pagineExposicion (La Culata)Yasub E. Huaman Ramos100% (1)
- Traslape de Ciclos y ProcesosDocumento13 pagineTraslape de Ciclos y ProcesosPaco PM67% (3)
- Desmontar y Montar El PistónDocumento4 pagineDesmontar y Montar El PistónFerran AlfonsoNessuna valutazione finora
- Sistema de SincronizacionDocumento9 pagineSistema de SincronizacionHumbertoRojas100% (1)
- Toma de Mediciones Del Muñón de Bancada y Biela Del CigüeñalDocumento3 pagineToma de Mediciones Del Muñón de Bancada y Biela Del Cigüeñalwalter89% (9)
- Prueba Hidróstatica de La CulataDocumento7 paginePrueba Hidróstatica de La CulataChristopher Barrios100% (1)
- Verificación de CulataDocumento59 pagineVerificación de CulataNestor Antonio Gallardo ArosNessuna valutazione finora
- Comprobacion de La PlanitudDocumento2 pagineComprobacion de La PlanitudChristian Paolo Garcia RodriguezNessuna valutazione finora
- Diagnóstico y Fallas Del Sistema CulataDocumento8 pagineDiagnóstico y Fallas Del Sistema CulataAnonymous oTal5ONessuna valutazione finora
- Motores de eDocumento5 pagineMotores de eAntonio Guijarro AtanasioNessuna valutazione finora
- Verificacion Culata Del MotorDocumento24 pagineVerificacion Culata Del MotorSergio Perlaza100% (1)
- Practica 2Documento19 paginePractica 2javierNessuna valutazione finora
- Informe de Reparación de Motor Corsa 1.4 Rectificadora Palacios.Documento19 pagineInforme de Reparación de Motor Corsa 1.4 Rectificadora Palacios.CristhianAnsNessuna valutazione finora
- 010 Motores T10 FinDocumento5 pagine010 Motores T10 FinGomez Moron AlfonsochicoNessuna valutazione finora
- Culata, Partes, Comprobación y FallasDocumento46 pagineCulata, Partes, Comprobación y FallasFrancisco GerezNessuna valutazione finora
- 4 P Marketin PDFDocumento20 pagine4 P Marketin PDFGuido Cano TinocoNessuna valutazione finora
- Arte y Los ArtistasDocumento4 pagineArte y Los ArtistasGuido Cano TinocoNessuna valutazione finora
- Plan de Estudios Diseno Industrial 2018Documento1 paginaPlan de Estudios Diseno Industrial 2018Guido Cano TinocoNessuna valutazione finora
- PRUEBA DE CONOCIMIENTOS TECNICO ELECTRICO. ALBERTOdocxDocumento4 paginePRUEBA DE CONOCIMIENTOS TECNICO ELECTRICO. ALBERTOdocxGuido Cano TinocoNessuna valutazione finora
- Análisis FuncionalDocumento2 pagineAnálisis FuncionalGuido Cano TinocoNessuna valutazione finora
- Oportunidad de DiseñoDocumento1 paginaOportunidad de DiseñoGuido Cano TinocoNessuna valutazione finora
- Oportunidad de DiseñoDocumento1 paginaOportunidad de DiseñoGuido Cano TinocoNessuna valutazione finora
- EnsayoDocumento3 pagineEnsayoGuido Cano TinocoNessuna valutazione finora
- Ensayo Edu FisicaDocumento2 pagineEnsayo Edu FisicaGuido Cano TinocoNessuna valutazione finora
- Análisis FuncionalDocumento2 pagineAnálisis FuncionalGuido Cano TinocoNessuna valutazione finora
- Requerimientos Del Diseño02Documento2 pagineRequerimientos Del Diseño02Guido Cano TinocoNessuna valutazione finora
- Concepto de Ergonomía AplicadaDocumento1 paginaConcepto de Ergonomía AplicadaGuido Cano TinocoNessuna valutazione finora
- Requerimientos Del Diseño02Documento2 pagineRequerimientos Del Diseño02Guido Cano TinocoNessuna valutazione finora
- Organismos Relacionados Con La Salud OcupacionalDocumento11 pagineOrganismos Relacionados Con La Salud OcupacionalGuido Cano TinocoNessuna valutazione finora
- Informe de Seguridad y SaludDocumento49 pagineInforme de Seguridad y SaludGuido Cano TinocoNessuna valutazione finora
- Trabajo de Salud OcupacionalDocumento3 pagineTrabajo de Salud OcupacionalGuido Cano TinocoNessuna valutazione finora
- Historia de La ComputacionDocumento18 pagineHistoria de La ComputacionGuido Cano TinocoNessuna valutazione finora
- PistonDocumento1 paginaPistonGuido Cano TinocoNessuna valutazione finora
- Trabajo de MecanicaDocumento12 pagineTrabajo de MecanicaGuido Cano TinocoNessuna valutazione finora
- Caballos de FuerzaDocumento2 pagineCaballos de FuerzaGuido Cano TinocoNessuna valutazione finora
- PARQUE DE DIVERSION Simulador T.C. Control de CalidadDocumento10 paginePARQUE DE DIVERSION Simulador T.C. Control de CalidadDoris Giraldo100% (1)
- Hora Santa 1Documento11 pagineHora Santa 1Catequesis San AntonioNessuna valutazione finora
- LORENA PLESNICAR (2013) - Los y Las Jovenes en El Discurso de Los Anos 1980 de La UnescoDocumento17 pagineLORENA PLESNICAR (2013) - Los y Las Jovenes en El Discurso de Los Anos 1980 de La UnescoFelipe TobarNessuna valutazione finora
- Teorias de Falla Carga EstaticaDocumento16 pagineTeorias de Falla Carga EstaticaSDaniela Aquino0% (1)
- Taller Espectroscopia IR y MS - 2019Documento5 pagineTaller Espectroscopia IR y MS - 2019Jeykco Wilfredo Villavicencio Huanila100% (1)
- La Naturaleza de CristoDocumento26 pagineLa Naturaleza de CristoAlvaro Otoniel OrdoñezNessuna valutazione finora
- Milagro EucaristicoDocumento1 paginaMilagro EucaristicoRenzo GomezNessuna valutazione finora
- Poner A Dios en Primer LugarDocumento2 paginePoner A Dios en Primer LugarAlfonso Rojas BarreraNessuna valutazione finora
- Presentacion Final Proyecto JardinDocumento35 paginePresentacion Final Proyecto JardinZayra LandinNessuna valutazione finora
- Resumen Astm C 566 PDFDocumento6 pagineResumen Astm C 566 PDFErick Henry LupacaNessuna valutazione finora
- Test Creencias TipologicasDocumento123 pagineTest Creencias TipologicasCamila Godoy Chávez100% (1)
- PUESTOSDocumento3 paginePUESTOSAnd Valeria Hernández MartinezNessuna valutazione finora
- A3 PDFDocumento6 pagineA3 PDFchavagutiNessuna valutazione finora
- Conde LucanorDocumento10 pagineConde LucanorCandela Garrido GarciaNessuna valutazione finora
- INFORME PASANTIAS JAVIER VASQUEZ C.I 21.470.361 SECCION 4 Rev.Documento15 pagineINFORME PASANTIAS JAVIER VASQUEZ C.I 21.470.361 SECCION 4 Rev.javier vasquezNessuna valutazione finora
- Motricidad Atención MemoriaDocumento15 pagineMotricidad Atención MemoriaRuth AzecasNessuna valutazione finora
- 10 Papeles de TrabajoDocumento17 pagine10 Papeles de TrabajoKarina Atuncar HuanchoNessuna valutazione finora
- El Hijo Del MillonarioDocumento416 pagineEl Hijo Del MillonariojetzelisNessuna valutazione finora
- Sol fq4 Eso Cas 1 PDFDocumento157 pagineSol fq4 Eso Cas 1 PDFSparusAurata83% (6)
- Cierre Espacios Ortodoncia PDFDocumento17 pagineCierre Espacios Ortodoncia PDFnicci0% (1)
- Secuencia 5 FORMACION CIVICA Y ETICADocumento2 pagineSecuencia 5 FORMACION CIVICA Y ETICAGuillermo BandaNessuna valutazione finora
- CAPACITACION No 1 BASA DE LA CONTRATACION ESTATAL FORMATO ACIEMDocumento50 pagineCAPACITACION No 1 BASA DE LA CONTRATACION ESTATAL FORMATO ACIEMWilliam Alexander Rodriguez VarelaNessuna valutazione finora
- Los Libros CanonicosDocumento22 pagineLos Libros Canonicosmalcantara81Nessuna valutazione finora
- INFORME 12 DE QUIMICA ORGANICA LLLDocumento5 pagineINFORME 12 DE QUIMICA ORGANICA LLLGrace Castillo PerezNessuna valutazione finora
- Costos OcultosDocumento3 pagineCostos OcultosDJ Cristian SNessuna valutazione finora
- Lista de Precios de Prevencion de Incendio - CentronicDocumento6 pagineLista de Precios de Prevencion de Incendio - CentronictoolsNessuna valutazione finora
- Articulacion - Nivel Primario y Nivel Secundario - Trayectorias Educativas ContinuasDocumento12 pagineArticulacion - Nivel Primario y Nivel Secundario - Trayectorias Educativas ContinuasKarolina Tapia scalerandiNessuna valutazione finora
- Guia Sonora Aves Alto San Miguel ComprimidoDocumento248 pagineGuia Sonora Aves Alto San Miguel ComprimidoEl PapuNessuna valutazione finora
- Evaluacion de Los GriegosDocumento2 pagineEvaluacion de Los GriegosTannieMárquezMolina100% (1)
- Angulos de Elevacion y Depresion PDFDocumento2 pagineAngulos de Elevacion y Depresion PDFJosé Miguel Trejo100% (1)