Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Art 09
Caricato da
Carlos Susuni HRCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Art 09
Caricato da
Carlos Susuni HRCopyright:
Formati disponibili
AGROALIMENTARIA
Vol. 15, N 28. Enero-Junio 2009
91
Fe r m n, Jos Si mn
1
V a l d i v i e z o , M a r t h a
2
Or l a ndoni , Gi a mpa ol o
3
Bar r et o, Si mn
4
AGROALIMENTARIA. Vol. 15, N 28. Enero-Junio 2009 (91-105)
CONTROL ESTAD STI CO DE PROCESOS
MULTI VARI ANTES EN LA I NDUSTRI A
ALI MENTARI A: I MPLEMENTACI N A
TRAVS DEL ESTAD STI CO T
2
-HOTELLI NG
Reci bi do: 12-12-2007 Revisado: 06-03-2009 Acept ado: 21-11-2009
RESU MEN
1 Licenciado en Educacin, mencin Matemtica (Universidad de Oriente, Venezuela); M. Sc. en Estadstica (Universidad de Los Andes, Mrida,
Venezuela); Ph. D. en Estadstica (K ansas State University, EE.UU.). Prof esor titular jubilado del I nstituto Universitario de Tecnologa Cuman.
D ireccin postal: D epartamento de Matemtica, Postgrado de Matemtica, Universidad de Oriente (UD O), N cleo Sucre. Cumana, estado Sucre,
Venezuela. Telfono: + (58)(293) 4302329. Fax: + (58)(293)(0293) 4302329; e-mail: sf er min@cantv.net
2 Licenciada en Matemtica (Universidad de Oriente, Venezuela); M. Sc. en Matemtica (Universidad de Oriente, Venezuela). Prof esora del
D epartamento de Contadura, Escuela de Administracin. D ireccin postal: D epartamento de Matemtica, Postgrado de Matemtica, Universidad
de Oriente (UD O), N cleo Sucre. Cumana, estado Sucre, Venezuela. Telfono: + (58)(293) 4302329. Fax: + (58)(293)(0293) 4302329; e-mail:
mvaldivi79@cantv.net
3 Economista (Universidad de Los Andes, ULA, Venezuela); Master of Science en Economa/ Econometra (I owa State University, EE.UU.);
Especialista en Evaluacin de Proyectos Ambientales y Anlisis de Riesgo (Administracin de Proyectos, ULA-Universidad del CUYO, Argentina;
Anlisis de Proyectos Sociales y Ambientales, OEA-CI D I AT-ULA; Anlisis de Proyectos Econmicos y Ambientales: UCV-University of Cor nell).
Prof esor titular e investigador del I nstituto de Estadstica Aplicada y Computacin (I EAC) y del Centro de Simulacin y Modelos (CESI MO), de la
ULA. D ireccin postal: N cleo Liria, edif icio G Leocadio H ontoria, 2 piso, I EAC. Mrida 5101, Venezuela. Telfono: + (58)(274) 2401116;
e-mail: orlandon@ula.ve
4 Licenciado en Qumica (Universidad de Oriente, Venezuela); Master en Ciencias e I ngeniera de los Alimentos (Universidad de Oriente, Venezuela).
Personal de REMAVEN CA, Establecimiento MAZ ORCA (Maz de Oriente). D ireccin postal: Cuman, Avenida Universidad N 20. e-mail:
sibar reto@cantv.net
En la indust ria exist en muchas sit uaciones donde es necesario el cont rol o monit oreo simult neo de dos o ms variables de calidad
del proceso product ivo. Los problemas de monit oreo de procesos donde se est udian diversas variables relacionadas, se conocen
como cont rol est adst ico de procesos mult ivariant es (CEPM). El objet ivo de est e t rabajo consist e en describir la implement acin
del CEPM mediant e el uso del est adst ico T
2
-H ot elling en plant as indust riales aliment arias. Est a t cnica se compone de cuat ro
element os: plan de CEPM, ent renamient o de CEPM, t rabajo de equipo y compromiso de la gerencia. El pl an de CEPM est
conf or mado por el model o de CE PM y el di agnsti co de CE PM . El modelo de CEPM apoya al analist a de calidad en la const r uccin
de un conjunt o de dat os hist ricos homogneos, per mit iendo el uso de grf icas de cont rol de Shewhar t t ant o univariant es como
mult ivariant es. El diagnst ico de CEPM se disea con el f in de ident if icar la(s) variable(s) f uera de cont rol mediant e grf icas de
cont rol. Los cuat ro element os conf or man un sist ema global, que incorpora t ant o aspect os t cnicos como f inancieros, gerenciales
y organizacionales. Se enf at iza la implement acin del CEPM en una plant a procesadora de aliment os y se analiza un caso real de
t res variables de calidad en el proceso de laminacin del endosper mo para la elaboracin de harina precocida de maz. Se concluye
que la implement acin del CEPM es f act ible debido a su simplicidad, f or mat o grf ico asociado con sof t ware disponible y alt o
compromiso al incorporar gerent es, analist as y empleados de la plant a.
Palabras clave: cont rol est adst ico de procesos mult ivariant es, plant a procesadora de aliment os; T
2
H ot elling, agroindust ria
Fer mn, Jos Simn; Valdiviezo, Mar t ha; Orlandoni, Giampaolo y Bar ret o, Simn
Cont rol est adst ico de procesos mult ivariant es en la indust ria aliment aria: implement acin a t ravs del est adst ico T
2
-H ot elling (91-105)
92
RSU M
ABST RACT
There are many sit uat ions in indust r y, in which t he simult aneous monit oring of t wo or more relat ed qualit y variable of t he
product ion process is necessar y. Process monit oring problems in which several relat ed variables are of int erest are known as
multivariate statistical process control (MSPC). This article aims to implement the MSPC in f ood industrial plants. This implementation
consist s of f our element s: MSPC plan, MSPC t raining, Team approach, and Management involvement . MSPC Plan consist s of
t wo pract ical t ools, which are Met hod of Model of MSPC, and MSPC D iagnosis. Met hod of Model of MSPC suppor t s t he
pract it ioners t o const ruct f inal hist orical dat a set . I t covers t he sit uat ion of using Shewhart cont rol chart s, and using MSPC cont rol
chart . MSPC diagnosis is designed t o ident if y t he out -of -cont rol variable in a mult ivariat e cont rol chart . These f our element s
conf or m a whole syst em t hat incorporat es technical aspects like f inance, management and organizat ion. The MSPC was implement ed
in t he f ood processing plant s. Specif ically, in a cooked f lour product ion processing plant , a real applicat ion of t hree qualit y variables
in t he endosper m laminat ion process is analyzed. Main conclusion shows t hat t he MSPC implement at ion guideline is f easible due t o
it s simplicit y, graphical f or mat associat ed wit h available sof t ware, and high compromise t o incorporat e plant management , analyst
and employees.
Key words: mult ivariat e st at ist ical process cont rol, f ood processing plant , T
2
H ot elling, f ood indust ry
D ans lindust rie beaucoup de sit uat ions exist ent o cest ncessaire le cont rle simult an de deux ou plus variable de qualit du
processus product if . Les probl mes de sur veill ance de processus o les variables apparent es diverses sont t udies, ils sont
cont rle st at ist ique des processus mult i-variables (MSPC, en anglaise). Lobject if de ce t ravail consist e en rendant ef f ect if le CEPM
au moyen de lusage du T
2
-H ot elling st at ist ique, dans les plant es indust rielles, la mise en uvre a compos de quat re lment s: Le
plan de CEPM ce conf or m par le modle de CEPM et le diagnost ic de CEPM. Le modle de suppor t s CEPM lanalyst e de
qualit dans la const r uct ion dun groupe de donns hist oriques homognes. Ce modle aut orise lusage de graphique de je cont rlez
de Shewhart comme beaucoup dunivariable comme mult i-variable. Le diagnost ique de CEPM a t conu avec le but dident if ier
variables en dehors de cont rle au moyen des graphique du cont rle. Les quat re lment s conf or ment un syst me global qui
incorpore t ant daspect s t echniques comme f inancier, direct orial et dorganisat ion. La mise en uvre du CEPM est accent ue dans
un processeur de la plant e de nour rit ures. Un vrai cas de t rios variables de qualit a t analys dans le processus de laminage de
lendosper me pour llaborat ion dils serait prcuit . Vous concluez que la mise en uvre du CEPM est f aisable d sa simplicit , le
f or mat graphique a associ avec logiciel engagement disponible et haut lincorporer direct eurs, annalist es et employs de la plant e
M ots cl: cont rle st at ist ique des processus mult i-variables, plant e de nourrit ures, T
2
-
H ot elling, indust rie aliment aire
1. INTRODUCCIN
La calidad ocupa un papel estratgico en las empresas e
instituciones, ya que a travs de ella es posible mejorar la
posicin competitiva y el desempeo general. Se conside-
ran los requerimientos del consumidor y la calidad de los
productos de los competidores en el diseo de productos
y ser vicios de calidad, de modo que estos satisf agan ple-
namente las necesidades de los clientes y superen sus ex-
pectativas. Para hacer posible el logro de estas metas, la
administracin estratgi ca de la cal idad incl uye concep-
tos, tcnicas, metodologa y procedimientos con una cla-
ra orientacin al control total de la calidad en todas las
f unciones de la organizacin. Pueden mencionarse den-
tro de stas la reingeniera de procesos, los procesos de
comparacin compet iti vos, l a f uncin de despli egue de
calidad, el control estadstico de procesos y la calidad en
el ser vici o.
El control estadstico de procesos (CEP) es una colec-
cin de herramientas - grf icas de control- de resolucin
de problemas, til para lograr la estabilidad y mejorar la
capacidad del proceso mediante la reduccin de la varia-
bilidad. El objetivo de CEP es lograr una alta calidad del
producto, reduciendo costos de produccin y minimizan-
do los def ectos del producto. Una de las her ramientas vi-
tales en el CEP es la grf ica desar rollada por Walter A.
Shewhart (Shewhart, 1931). Seala este autor que la va-
riacin del proceso es el resultado de dos f uentes. Una de
stas, denominada causas comunes, se debe a su naturaleza
inherente y no pueden ser alteradas sin cambiar el proce-
so mismo. La otra f uente de variabilidad se debe a causas
asi gnabl es, aqullas que no son parte del proceso o siste-
ma, que no estn siempre presentes pero surgen en cir-
cunstancias especf icas. Un proceso en el cual los resulta-
dos estn siendo af ectados slo por causas comunes se
AGROALIMENTARIA
Vol. 15, N 28. Enero-Junio 2009
93
denomina proceso estable y se dice que est bajo control
estadstico. En general las tcnicas de control estadstico
de procesos ayudan a monitorear el proceso de produc-
cin y a detectar su conducta anor mal, debido a causas
especiales. La idea es expedita una vez que estas causas
especiales se detect an y adems se eliminan: el proceso
puede mejorarse, as como la calidad del producto.
Sin embargo, una caracterstica impor tante de la grf i-
ca de control de Shewhart es que slo puede monitorear
una variable a l a vez. En l a act uali dad l os procesos de
producci n se han hecho ms i nt egrados y complej os.
Monitorear las variables del proceso separadamente igno-
ra la posible correlacin o interaccin entre ellas, y por
esto se critica el enf oque Shewhart como inadecuado para
ref lejar adecuadamente la situacin. H arold H otelling, en
su artculo pionero (H otelling, 1947), sent las bases del
control estadstico de procesos multivariantes, al propo-
ner el monitoreo simultneo de diversas variables toman-
do en cuenta la posible cor relacin entre ellas. El control
estadstico de procesos multivariantes se ref iere a un con-
junto de procedimientos estadsticos para el monitoreo y
control del desempeo de operacin de los procesos de
batch, continuos y discretos.
Muchos pr obl emas en cont rol de cal i dad i ndust ri al
involucran un vector de mediciones de diversas variables
en l ugar de una sol a. A unque el pr oceso se podr a
monitorear usando diversas grf icas individuales hasta el
gr ado que est as medi ci ones est n mut uament e
correlacionadas, se obt endra mejor sensi tividad usando
mtodos multivariantes que tomen en consideracin las
cor rel aci ones.
El cont r ol est adst i co de pr ocesos mul t i var i ant es
(CEPM) puede ayudar en el monitoreo de la produccin
en plantas industriales, as como en la deteccin ef ectiva
de los eventos anor males del proceso. Esto contribuira
con la reduccin de los costos de produccin y con una
tasa inf erior de def ectos del producto. El objetivo de este
trabajo consiste en describir la implementacin del CEPM
mediante el uso del estadstico T
2
- H otelling en plantas
industriales y, especialmente, en una planta procesadora
de alimentos.
2. MONITOREO Y CONTROL DE PROCESOS
MULTIVARIANTES USANDO GRFICAS DE CONTROL
El control de procesos en una situacin univariante gene-
ralmente se lleva a cabo mediante el monitoreo de grf i-
cas de cont rol por ubicacin y variabi lidad. Puesto que
solamente se toma en consideracin una variable, la in-
terpretacin de una seal se puede realizar con f acilidad.
Sin embargo, en una situacin multivariante, la interpre-
tacin de la seal es ms dif cil puesto que puede ser pro-
ducto de la relacin de diversas variables.
Jackson (1991) estableci que cualquier procedimien-
to de CEPM debe cumplir las cuatro condiciones siguien-
t es: 1) di sponi bi l i dad de una r espuest a a l a pr egunt a:
Est el proceso en control?; 2) especif icacin de la pro-
babilidad global para el evento Procedimiento de diag-
nosis de un estado f uera de control; 3) se deben tomar en
consideracin las relaciones entre las variables-atributos;
y, 4) disponibilidad de una respuesta a la pregunta: Cul
es el pr obl ema, si el pr oceso est f uer a de cont r ol ?.
H otelling (1947) propuso el uso de una grf ica de control
multivariante basado en su estadstico T
2
-H otelling asu-
miendo que la distribucin de variables aleatorias es nor-
mal mul t i v ar i ant e. E l pr ocedi mi ent o de cont r ol
multivariante basado en el estadstico T
2
-H otelling posee
las cuatro caractersticas establecidas por Jackson.
Alt (1985) ha sealado que en las aplicaciones de con-
trol de calidad multivariante se debe tener cuidado al se-
l ecci onar l os l mi t es de cont r ol par a el est adst i co T
2
-
H otelling, con base en la f or ma en que se est usando la
grf ica. Existen dos f ases distintas en la utilizacin de las
grf icas de control. La Fase I se dirige a la estimacin de
los parmetros del proceso y est conf or mada por dos eta-
pas: la Etapa I consiste en el examen retrospectivo de la
conducta de los subgr upos previamente def inidos; la Etapa
I I se ref iere al examen prospectivo de f uturos subgr upos.
L a Fase I I ut i l i za l os val or es especi f i cados par a l os
parmetros del proceso.
El objetivo de l a Fase I es det er minar si el proceso
est en control estadstico mediante el uso de grf icas de
control y estimar los parmetros en control del proceso.
L a di f i cul t ad se pr esent a en l a posi bi l i dad de que l os
estimadores de los parmetros estn af ectados por causas
especiales, posiblemente enmascarando su presencia. En
la etapa prospectiva, las grf icas de control se usan para
detectar desviaciones de los parmetros estadsticos esti-
mados en la etapa precedente. Es muy importante distin-
guir entre el uso de una grf ica de control para deter minar
si un proceso ha estado o no en control estadstico (Fase
I ) , y su uso pr ospect i v o con muest r as t omadas
secuencialmente en el tiempo para detectar cambios de
un proceso en el control. En la Fase I , el uso de las grf i-
cas de control suele ser iterativo, mientras que en la Fase
I I , las grf icas se usan para probar si el proceso per mane-
ce en control cuando se extraen f uturos subgr upos.
Existen extensiones multivariantes para todas las cla-
ses de grf icas de control univariante, tales como grf icas
de control tipo Shewhart multivariante, grf icas de con-
trol de sumas acumuladas multivariante (CUSUM) y gr-
f i cas de cont r ol de pr omedi os mvi l es ponder ados
exponencialmente (EWMA) multivariante. Adems de ello,
existen procedimientos nicos en la constr uccin de las
grf icas de control multivariante, basados en estadsticos
Fer mn, Jos Simn; Valdiviezo, Mar t ha; Orlandoni, Giampaolo y Bar ret o, Simn
Cont rol est adst ico de procesos mult ivariant es en la indust ria aliment aria: implement acin a t ravs del est adst ico T
2
-H ot elling (91-105)
94
mult ivariant es. Los esquemas de CUSUM mult ivariant e
se deben a Woodall y N cube (1985), quienes proponen el
esquema mltiple univariante CUSUM, a H ealy (1987), a
Cr osi er (1988), como t ambi n a Pi gnat i el l o y Runger
(1990), quienes def inen la estimacin de la media CUSUM.
La grf ica de control EWMA multivariante f ue propuesta
por Lowry et al . (1992).
3. IDENTIFICACIN DE VARIABLES FUERA DE CONTROL
EN UNA GRFICA DE CONTROL MULTIVARIANTE
En caso de que una grf ica de control univariante de-
t ect e una seal f uera de cont rol, el i nvest igador puede
deter minar cul es el problema y darle una solucin, debi-
do a que una grf ica univariante analiza slo una varia-
ble. En una grf ica de control multivariante la solucin a
este probl ema no es expedita, puesto que dicha grf i ca
est relacionada con ms de una variable, presentndose
adems la posibi lidad de que estn cor rel acionadas. En
esta seccin se discuten mtodos para detectar cul de las
p variables analizadas est f uera de control.
Un primer enf oque a este problema f ue propuesto por
Alt (1985), quin sugiri el uso de lmites de Bonf erroni.
H ayt er y Tsui (1994) ext endi eron l a i dea de l mi t es de
control tipo Bonf erroni, of reciendo un procedimiento para
inter val os de control simult neo exactos para cada una
de las medi as de l as vari ables, usando simulaci n. Una
grf ica de control similar es la grf ica de control Minimax
Simulada presentada por Seplveda y N achlas (1997). Alt
(1985) y Jackson (1991) discuten el uso de una regin de
control elptica. Sin embargo este procedimiento tiene la
desventaja que puede aplicarse slo en el caso especial de
analizar dos variables de calidad. Una extensin de la re-
gin de control elptica como una solucin a la interpreta-
ci n del probl ema se muest ra en Chua y Mont gomery
(1992).
El uso de la descomposi ci n del estadst ico T
2
pro-
puesto por Mason et al . (1995) se considera hoy en da de
mucho val or. La i dea princi pal de este mt odo es des-
componer el estadstico T
2
en componentes independien-
tes, de tal manera que cada componente ref leje la contri-
bucin de una variable individual. El problema con este
mtodo est en que la descomposicin del T
2
en p com-
ponentes independientes no es nica. Por ello Mason et
al . (1997) present an un esquema pert i nent e que puede
r educi r el esf uer zo comput aci onal (A nexo N 1). L as
metodologas de Murphy (1987), D oganaksoy et al . (1991),
Timm (1996) y de Runger et al . (1996) son casos especia-
l es de Mason et al . (1995), en el pr ocedi mi ent o de
particionar el estadstico T
2
.
Jackson (1991) propuso el uso de componentes princi-
pal es (CP) par a moni t or ear un pr oceso mul t i var i ant e.
Tracy et al . (1992) extendieron el trabajo previo y propor-
cionan un interesante ambiente bivariante en el cual los
CP tienen i nterpretaciones signif icativas.
Los CP se pueden usar para investigar cul de las p
variables es responsable de alguna seal f uera de control.
H asta ahora se han propuesto dif erentes mtodos que usan
anlisis de CP para interpretar seales f uera de control.
La prctica ms comn es usar los k primeros CP signif i-
cativos, en el caso de que una grf ica de control T
2
pro-
duzca una seal f uera de control, ya que ellos pueden te-
ner alguna interpretacin f sica. D e acuerdo con Jackson
(1991), el procedi mi ent o par a moni t or ear un proceso
multivariante usando anlisis de Componentes Principa-
les (ACP) se puede resumir del modo siguiente: para cada
vector de obser vaciones, se obtienen los puntajes de los
CP y con stos se calcula el T
2
. Si se est en control, en-
tonces el proceso contina. Si se est f uera de control,
hay que examinar los puntajes. Signif ica esto que el punto
en cuestin se encuentra f uera del hiperelipsoide de con-
centracin, indicando que algn cambio ha podido ocu-
rrir en el proceso y por tanto debe analizarse para encon-
trar las causas que originaron esta situacin. Puesto que
los CP no estn correlacionados, pueden proporcionar al-
gn discernimiento en la naturaleza de la condicin f uera
de control y guiar al examen de obser vaciones originales
en par ticular.
K ourti y MacGregor (1996) of recen un enf oque dif e-
rente basado en anlisis de componentes principales. El
T
2
se expresa en tr minos de puntajes de CP nor maliza-
dos de las variables nor malizadas. Cuando ocur re una se-
al f uera de control, se detectan los puntajes nor maliza-
dos con valores altos y las grf icas de contribucin se usan
para hallar las variables responsables de la seal. Una gr-
f ica de contribucin indica cmo contribuye cada varia-
ble involucrada en el clculo de ese puntaje. Las grf icas
de contribucin tambin son exploradas por Wasterhuis et
al . (2000).
Fuchs y Benjamn (1994) presentaron un mtodo para
controlar simultneamente un proceso e interpretar una
seal f uera de control. Esta es una nueva grf ica (exhibi-
cin grf ica) que enf atiza la necesidad de interpretacin
rpida de una seal f uera de control. La grf ica de perf iles
multivariante (grf ica MP) es un dispersiograma simbli-
co. Resmenes de los datos para variables individuales se
exhiben mediante un smbolo, mientras que la inf or ma-
cin global acerca del gr upo se exhibe mediante la ubica-
cin del smbolo sobre el dispersiograma. Se constr uye
un smbolo para cada gr upo de obser vaciones. El smbo-
lo es una adopcin de una grf ica de perf iles que codif ica
visualmente el tamao y el signo de cada variable prove-
niente de su valor de ref erencia. Fuchs y K enett (1998)
elaboraron una macro de comandos usando el programa
computacional Minitab para constr uir grf icas de perf iles
mul t ivar i ant es.
AGROALIMENTARIA
Vol. 15, N 28. Enero-Junio 2009
95
4. IMPLEMENTACIN DEL CONTROL ESTADSTICO DE
PROCESOS MULTIVARIANTES EN LA INDUSTRIA
Entender el CEPM y l os conceptos de calidad y vari a-
cin, tal como ellos se relacionan con procesos de manu-
f actura, ahorra recursos mediante la reduccin de desper-
dicios, retrabajos y otros rechazos. I nvolucrar a los geren-
t es de produccin, super visores, operadores y personal
del departamento de calidad hace la aplicacin de CEPM
ms ef ectiva. Sin embargo, las tcnicas de CEPM no se
utilizan f recuentemente en las plantas industriales, ya que
existe una brecha entre los aspectos tericos de CEP y la
puesta en prctica de diversas tcnicas, y por tanto el co-
nocimiento de CEP terico no se transf iere exitosamente
al campo industrial . Est a brecha se puede reducir me-
di ant e un enf oque si mpl e y cl ar o que f aci l i t e l a
implementacin de las tcnicas de CEPM. En otras pala-
bras, es necesario presentar las tcnicas de CEPM en un
f or mat o de i nst r ucci n paso-a-paso que consi der e de
manera conjunta, tanto el desarrollo del sof tware de com-
putacin para apoyar al personal de la planta en la obten-
cin de inf or macin de una gran cantidad de datos, como
el uso de las her ramientas grf icas.
D espus de describir el desarrollo terico del CEPM
(Al t , 1985; Mont gomer y, 1991; Jackson, 1991; Tracy et
al ., 1992; Fuchs y K ennett, 1998; Mason y Young, 2001)
y l as per spect i vas y expect at i vas del campo i ndust ri al
(Fer mn, 1999; Alvin y Rojas, 2000; Garca, 2003; Garca
et al ., 2004; Chen, 2005; D az, 2006), se presentan ciertas
directrices para implementar el CEPM en la industria.
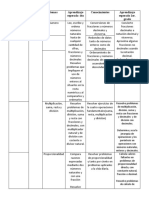
En el Cuadro N 1 se muestran cuatro elementos de
vital relevancia en la implementacin del CEPM. D ichos
elementos se describen a continuacin en esta seccin.
Cuadro 1
4.1. PLAN DEL CEPM
Se desarrollan tres herramientas prcticas: el modelo del
CEPM, el D iagnstico del CEPM y el Control de Proce-
sos. La primera es una instr uccin general para que los
ingenieros de calidad aprendan a seleccionar una tcnica
de CEP adecuada bajo di f erentes circunst ancias. La se-
gunda es una herramienta complementaria que ayuda a
los ingenieros de calidad a identif icar la(s) variable(s) pro-
blemticas, as como a reaccionar correctamente cuando
ocurre un evento f uera de control. Finalmente, la tercera
est conf or mada por her ramientas adicionales para el an-
lisis de problemas en los procesos de produccin.
4.1.1. MODELO DEL CEPM
Existen diversos tipos de produccin. D ependiendo de la
naturaleza del proceso, se aplican dif erentes tcnicas de
CEPM a f in de obtener el mejoramiento de la calidad eco-
nmicamente. En la Figura N 1 se presenta el esquema
del modelo del CEPM y, adems, cada par te del esquema
se explica con cierto detalle en esta seccin.
Paso 1. I nvesti gar el si stema del pr oceso. Se crea un comit
de calidad constituido por los responsabl es del proceso
de la empresa. D icho comit identif ica la situacin pro-
blemtica mediante sesiones de lluvias de ideas, y da res-
puesta a la pregunta, D nde aplicar el procedimiento de
control en el proceso, dado que existen muchas variables?
Generalmente el procedimiento de control se ubica en
el rea donde ocurren o pueden existir problemas con se-
rias consecuencias, tal como lo plantea Mason y Young
(2001). Por ejemplo, un procedimiento de control para un
pr oceso i ndust r i al se puede est abl ecer par a det ect ar
inconsistencias en el comportamiento de variables de pro-
cesamiento y mantenimiento de la calidad de produccin
en el componente de salida. Los pasos involucrados en la
Fase I de operacin implican el establecimiento de metas,
estudio del proceso y la obtencin de inf or macin sobre
la inter relacin de variables. En esta f ase, consultar a los
operadores de mayor experiencia y ejecutar la investiga-
cin i n si tu puede ser de mucha utilidad. Este paso es una
f ase de planif icacin ya que implica decidir, por anticipa-
do, qu, cmo, cundo y quin hace las cosas.
Paso 2. Recol ectar y eval uar el conj unto de datos prel i mi na-
r es. Esta f ase consiste en la verif icacin de la calidad de
los datos, examinando los errores de los datos tanto hu-
manos como electrni cos. Est o se puede l l evar a cabo
utilizando las herramientas grf icas de algn sof tware, tal
como MI N I TAB, SAS, R, SPSS, STATGRAPH I CS para
identif icar outl i ers y, si es necesario, eliminarlos. Adems
de ello, se examinan las posibles relaciones entre las va-
ri abl es.
Paso 3. D etecci n de pr obl emas en l os datos. Se anali zan
aquellos problemas que pueden af ectar el uso y desempe-
o del estadstico T
2
, en contraste con los problemas de la
recoleccin de datos estudiados en el paso 2. El estadsti-
co T
2
para una obser vacin (n = 1) sobre p variables se
expr esa como
( ) ( ) X - X X - X T
1 2
'
= S
, donde
) x ,..., x , (x X
p 2 1
= '
, y donde el v ect or de medi as
muestrales
X
representa una medida del centro del pro-
ceso. La matriz de varianzas-covarianzas S proporciona
Plan 1-Modelo del CEPM
4.1 del 2-Diagnstico del CEPM
CEPM 3-Control de Procesos
4.2 Entrenamiento del CEPM
4.3
4.4
plantas industriales
Elementos para implementar el CEPM en
Fuente: elaboracin propia.
Trabajo en equipo
Compromiso de la alta gerencia
Fer mn, Jos Simn; Valdiviezo, Mar t ha; Orlandoni, Giampaolo y Bar ret o, Simn
Cont rol est adst ico de procesos mult ivariant es en la indust ria aliment aria: implement acin a t ravs del est adst ico T
2
-H ot elling (91-105)
96
Figura 1
E squema del M odelo del CE PM , Fase I
Fuente: elaboracin propia.
i nf or maci n sobre l as vari abl es i ndivi dual es y sobre l a
cor relacin entre los componentes del vector obser vacin.
El uso del estadstico T
2
en el control estadstico requiere
el cumplimiento de ciertos supuestos entre las variables,
como son: a) ausenci a de col i neal i dad, o redundanci as
exactas entre las variables del proceso, lo que puede ocu-
rrir cuando dos variables estn perf ectamente (o casi per-
f ectamente) cor relacionadas. Esta anomala puede resol-
verse eliminando alguna de las variables del estudio; y b)
independencia entre las obser vaciones, requerimiento que
se satisf ace en muchas aplicaciones; sin embargo, en cier-
tas aplicaciones industriales -por ejemplo, deterioro de un
catalizador en una caldera de xido de etileno-, pueden
surgir dependencias de tipo temporal entre las obser va-
ci ones, l o que gener a pr obl emas de aut ocor r el aci n
(Mason et al ., 2003). Existen numerosos procedimientos
estadsticos para detectar problemas de autocorrelacin.
Cabe seal ar que l a det ecci n de aut ocor r el aci n no
prohbe el uso del procedimiento T
2
, simplemente hay que
ajustar los datos ante la presencia de este tipo de depen-
denci a, t al como se pl ant ea en Mason, Tracy y Young
(1996). Con la investigacin y resolucin de los proble-
mas de datos, el investigador debe depurar el conjunto de
dat os preli minares de out l i er estadsti cos. El proceso de
depuracin consiste en calcular el valor T
2
para cada ob-
ser vacin y compararlo con un valor de la distancia crti-
ca, denominado el lmite de control superior (LCS). Se
eliminan las obser vaciones con un T
2
> LCS, despus de
investigar las causas; en caso contrario, dichas obser va-
ciones se retienen. El proceso contina hasta obtener un
conj unto de datos homogneos, con los que se estiman
X
y S,,
para constr uir el estadstico de control T
2
y as monitorear
f uturas obser vaciones. La constr uccin del conjunto de
datos homogneos corresponde a la f ase de operacin I
(FO_I ), mi entras que el monit oreo de nuevas obser va-
ciones constituye la f ase de operacin I I (FO_I I ).
Paso 4. I ni ci o de l a Fase de Operaci n I I . El cor respon-
diente procedimiento de control en esta f ase de operacio-
nes se basa en un LCS dif erente al usado en la FO_I . El
valor del LCS para una FO_I se basa en la distribucin de
Investigacin del proceso. Planificacin
Recoleccin de datos preliminares
Nmero de variables
Detectar problemas en los datos
Variables
correlacionadas?
Nmero Variables
p muy grande para
monitorear
separadamente?
Grfica Control T
2
Grfica
de Control
Shewhart
Conjunto final datos histricos
Estimacin de ( , S)
(p=1; n=1) (p>1; n=1)
NO S
NO S
X
AGROALIMENTARIA
Vol. 15, N 28. Enero-Junio 2009
97
probabilidad beta, mientras que el valor del LCS para una
FO_I I se basa en una distribucin F . D espus que se cal-
culan los valores de T
2
para las nuevas obser vaciones y
dichos valores se comparan con este nuevo LCS. Se emite
una seal f uera de control para una obser vacin ese valor
excede el LCS. En la Figura N 2 se muestra el esquema
del Modelo del CEPM Fase I I .
Patrn sistemtico en las grficas de control para
procesos multivariantes. El patrn sistemtico que ocu-
rre en las grf icas de control a menudo se usa como indi-
cador de f uentes extraas de la variacin del proceso. Cabe
sealar que todava pocas investigaciones se han llevado
a cabo en la deteccin de patrones sistemticos en grf i-
cas de control T
2
. Para grf i cas de control de procesos
mul t ivariantes, l a i nf or maci n de pat rn sist emti co es
dif cil de interpretar porque el valor T
2
est relacionado
con todas las variables. Cualquier patrn sistemtico o no
aleatorio que ocurre en una grf ica de control indica f alta
de control est adstico para el proceso. D ebido a que el
est adst i co T
2
t i ene una di st ri buci n no-nor mal , no es
apropiado aplicar las reglas de las corridas planteadas en
la Wester n Electric (Wester n Electric, 1956) a la cor res-
pondi ent e gr f i ca de cont r ol T
2
(Mason et al ., 2003).
Adici onal ment e, sol ament e regl as de corri das l imi t adas
han sido estudiadas para las grf icas de control T
2
. Por
ejemplo, Bozzello (1989) discuti el uso de reglas de las
corridas con una grf ica de control T
2
en el caso donde
l os vect or es son t omados de una di st ri buci n nor mal
bivariante. Aparisi et al . (2004) investigaron el ef ecto del
desempeo de grf icas c
2
de H otelling complementadas
con reglas de las cor ridas.
4.1.2. DIAGNSTICO DEL CEPM
El diagnstico de CEPM es aplicable cuando ocurre una
situacin f uera de control. Aunque la grf ica de control
del CEPM se usa principalmente para monitorear dos o
ms vari abl es correl aci onadas ent re si , t ambi n es una
buena herramienta para reducir el trabajo de monitorear
muchas grf icas de control de Shewhart separadamente.
Se presenta un esquema simplif icado del diagnstico del
CEPM en la Figura N 3.
Figura 2
E squema del M odelo del CE PM , Fase I I
Fuente: elaboracin propia.
Grfica
Control
Shewhart
Conjunto final datos histricos
Estimacin de ( , S)
NO
Grfica
Control
T
2
Monitoreo
observaciones
futuras
Inicio Fase II
Diagnosis de
CEPM
Situacin fuera
de control
Proceso
contina
Hallar variables
responsables
Investigar
causas raz
Monitoreo
observaciones
futuras
Inicio Fase II
Proceso
contina
Grfica T
2
NO S S
2
X
Fer mn, Jos Simn; Valdiviezo, Mar t ha; Orlandoni, Giampaolo y Bar ret o, Simn
Cont rol est adst ico de procesos mult ivariant es en la indust ria aliment aria: implement acin a t ravs del est adst ico T
2
-H ot elling (91-105)
98
Figura 3
D iagnstico del CE PM
Fuente: elaboracin propia.
4.1.3. CONTROL DE PROCESOS
Cabe sealar que las grf icas de control de procesos slo
monitorean la conducta de las variables. As que se ten-
drn dos consecuencias cuando se aplique l a grf ica de
control del proceso. La primera es que el proceso conti-
na cuando no exista seal de la grf ica de control. La
segunda es que cuando la grf ica de control muestre una
si tuacin f uera de cont rol , ser necesari o i dentif icar l as
variables responsables de dicha situacin. Se debe notar
que la identif icacin de las variables responsables no sig-
nif ica que se hayan localizado las causas de raz de una
sit uaci n f uera de cont rol . Mi ent ras no se i dent if i quen
estas causas y no se den los pasos necesarios para retor-
nar a l a si t uaci n nor mal , el pr oceso no se aj ust a
automticamente. Por eso se necesitan her ramientas adi-
cionales que puedan si stemti camente ayudar a encon-
t rar l as causas de raz pot enci al es cuando se encuentra
una situacin f uera de control. En el Cuadro N 2 se resu-
men las herramientas ms utilizadas en la prctica:
La combinacin de las actividades involucradas en la
t cni ca de CEPM, t al es como moni t oreo del proceso,
diagnstico de las variables responsables para la situacin
f uera de control y la estrategia PH VA, f or ma un continuo
par a mej or ar per manent ement e el desempeo del
proceso.
4.2. ENTRENAMIENTO DEL CEPM
Se recomiendan dif erentes niveles de f or macin para en-
trenar a los empleados de la empresa. En primer lugar, es
necesario proporcionar un nivel avanzado de educacin
de CEPM a los ingenieros de calidad adscritos a la Geren-
ci a de A segur ami ent o de l a Cal i dad. A l i ni ci o de l a
implementacin los ingenieros de calidad deben estar f a-
miliarizados y ejecutar todos los pasos mencionados en el
Plan de CEPM. El Plan de CEPM es una instr uccin ge-
nrica y los ingenieros de calidad deberan aplicarlo y ajus-
tarl o -si es necesario- a la situacin real. D espus de la
constr uccin de los procedimientos detallados, ellos pue-
den asignar las tareas a los analistas de calidad. En segun-
do lugar se proporciona un nivel de educacin de CEPM
a todos los analistas de calidad. D icho personal debe f a-
miliarizarse con los conceptos de CEPM y conducir co-
rrectamente todas las tareas relevantes asignadas por los
ingenieros de calidad. El nivel ms bajo de los empleados
debera ser capaz de recolectar los datos apropiadamente
y reaccionar correctamente a un evento f uera de control
de acuer do con el Pl an de A cci n Fuer a de Cont r ol
(PAFC). En tercer lugar se proporciona el curso de nivel
moderado para los empleados de la gerencia, con el f in de
evitar la brecha comunicacional entre ellos y el resto de
los empleados de la empresa. Los empleados de la geren-
cia deben estar f amiliarizados con todos los procedimien-
tos que se suceden durante el monitoreo del proceso, aun-
que no ejecuten el anlisis estadstico directamente.
Cuadro 2
Diagnstico
de CEPM
Identificacin de
variables fuera
de control
Mtodo de
identificacin
Proceso
contina
S NO
a)Matrizdegrficasde
dispersin
- Representa grficamente varias variables simultneamente.
b) Diagrama de causa-efecto
- Herramienta recomendada para describir las causas de raz potenciales de un
problema no deseado (Ishikawa, 1985; Montgomery, 1991).
c) El plan de accin fuera de
control (PAFC)
- Contiene todo el conocimiento diagnstico, y las posibles razones y remedios
de una situacin fuera de control.
- Es una de las estrategias para lograr el mejoramiento del proceso.
- Se conoce como el ciclo PHVA: Planificar, Hacer, Verificar, Actuar.
- La idea PHVA fue originada por Shewhart (1931) y ms tarde popularizada
por Deming (1989).
Resumen de herramientas en el anlisis de problemas en control de procesos
Fuente: elaboracin propia.
d) La rueda de Shewhart-
Deming (PHVA)
AGROALIMENTARIA
Vol. 15, N 28. Enero-Junio 2009
99
4.3. TRABAJO EN EQUIPO
El plan de CEPM se considera como la herramienta para
conducir el monitoreo de CEPM, mientras que el entre-
namiento de CEPM hace que el usuario entienda cmo
aplicar correctamente dicha herramienta. D urante el en-
trenamiento de CEPM generalmente se def inen tres nive-
les dif erentes de usuarios: nivel avanzado (ingenieros de
calidad en el centro de investigacin), nivel bsico (analista
de calidad) y nivel moderado (empleados de la gerencia).
El trabajo de implementacin se conduce por un equipo
de trabajo integrado por ingenieros y analistas de calidad.
El enf oque de equipo describe el propsito de los inge-
nieros y analistas de calidad y cmo deben conducir el
t rabaj o usando l as habi l i dades con l as cual es han si do
entrenados en el paso previo; adems, per mite que una
persona compense con su f uerza la debilidad de otra y
que todo el personal sume esf uerzos para poder resolver
posibles problemas de la organizacin. El propsito y las
f unci ones de l os di f er ent es gr upos se descri ben en el
Cuadro N 3.
4.4. COMPROMISO DE LA GERENCIA
El compromiso de la gerencia es cr ucial para el xito de la
implementacin. El progreso de la implementacin total
debe ser monitoreado por los empleados de la gerencia.
Se debe establecer un sistema de auditora. Los emplea-
dos de la gerencia no slo monitorean el desempeo del
proceso, sino que tambin impulsan a los analistas de ca-
lidad a mejorar su trabajo.
5. IMPLEMENTACIN DEL CONTROL ESTADSTICO DE
PROCESOS MULTIVARIANTES EN UNA PLANTA DE
PROCESAMIENTO DE ALIMENTOS
En esta seccin se presenta un caso real proveniente de
una pl ant a procesadora de al i ment os. En el mi smo se
implement el CEPM y se validaron los enf oques desa-
rroll ados en la secci n 4.1, especf i cament e el Modelo
del CEPM y el D iagnstico de CEPM.
Cuadro 3
5.1. CASO DE ESTUDIO: PROCESO DE FABRICACIN DE
HARINA PRECOCIDA DE MAZ
El caso de estudio en este artculo es un proceso de f abri-
cacin de harina precocida de maz. Este proceso se des-
cribe de la siguiente manera: la harina de maz precocida
y enr i queci da es el pr oduct o obt eni do a par t i r del
endosper mo de granos de maz (Z ea maz L .) clasif icados
para consumo humano que han sido sometidos a proce-
sos de limpieza, desger minacin, precoccin y molienda,
a los cuales se les ha aadi do una premezcla f errovit a-
mnica (COVEN I N, 1996).
El procesamiento del maz para la produccin de hari-
na pr ecoci da const a bsi cament e de t r es (3) et apas:
desger minacin, laminacin y molienda.
D esger mi naci n. La operacin de desger minacin con-
siste en someter al maz previamente acondicionado a un
tratamiento mecnico en un equipo denominado pulidor.
En est a f ase se separan los component es del grano, es
decir, se obtiene un f lujo de material constituido princi-
pal ment e por ger men, endosper mos de pequeas
granulometras y concha. Este f lujo se denomina material
extrable. La otra f raccin o f lujo de material obtenido a
partir del pulidor es el endosper mo de mayor granulometra,
el cual es sometido a un proceso de limpieza y seleccin
para utilizarlo en el prximo proceso que es la laminacin.
L ami naci n. Este proceso se resume en la transf or ma-
cin del endosper mo ter minado provenientemente de la
f ase de desger minacin en hojuelas pre gelatinizadas. El
endosper mo es sometido a un proceso hidrotr mico de
alta presin que proporciona a los almidones la suscepti-
bilidad de absorber agua. A continuacin se hace la des-
cripcin de este proceso. El endosper mo t er mi nado se
mezcla con agua para humidif icarlo convenientemente y,
posterior mente, se transf iere a un tanque de acondiciona-
mient o para f aci li t ar l a penet raci n del agua. Luego es
envi ado a unas coci nas verti cal es donde se l e adi ciona
vapor saturado, entrando luego a los rodillos laminadores
donde se somete a una presin cercana a los 40 bar. En
1. Establecer el plan de CEPM para ajustar la situacin real
2. Construir el plan de accin fuera de control (PAFC)
3. Conducir el entrenamiento interno de los analistas de calidad
complejos
5. Supervisar el trabajo de los analistas de calidad
1. Implementar el Plan CEPM definido por los ingenieros de calidad
2. Resolver la situacin fuera de control de acuerdo con el plan PAFC
3. Apoyar a los ingenieros de calidad en mantener el plan PAFC
Funciones de los grupos de trabajo
Fuente: elaboracin propia.
Ingenieros de
Calidad
Analistas de
Calidad
Fer mn, Jos Simn; Valdiviezo, Mar t ha; Orlandoni, Giampaolo y Bar ret o, Simn
Cont rol est adst ico de procesos mult ivariant es en la indust ria aliment aria: implement acin a t ravs del est adst ico T
2
-H ot elling (91-105)
100
esta f ase y por la presin recibida, el endosper mo es trans-
f or mado en hojuelas de un espesor cercano a las 50 micras.
Estas hojuelas, con una humedad cercana al 25%, reci-
ben un tratamiento de secado para reducir su humedad
hasta un 12%; f i nalment e se somet en a un proceso de
enf riamiento y pre molienda, para transf erirlas posterior-
mente a un silo del cual pasarn a la seccin de molienda.
M ol i enda. Es un proceso que consiste principalmente
en transf or mar las hojuelas en un producto f arinceo, de
granulometra variable, a travs de una serie de bancos de
molienda y tamices. Las granulometras obtenidas a par tir
de l a clasif i caci n en los t ami zadores cumpl en con los
requisit os de l a nor ma venezol ana para hari na de maz
ref inada (COVEN I N, 1996). La harina as ter minada es
empacada en envases de 1 kg.
5.2. IMPLEMENTACIN DE CEPM
La empresa de produccin de harina precocida estaba ex-
perimentando alta variacin en el espesor de las hojuelas
(los lmites de especif icacin inf erior y superior del espe-
sor de l as hoj uel as est n f i j ados en LEI = 0,35 mm y
LES = 0,50 mm, respectivamente). Si dicho espesor est
por encima del LES, se produce una disminucin de la
capacidad de f or macin de masa y una alteracin de su
suavidad, caractersticas dif erenciadoras de la calidad de
los productos. Mientras que valores de espesor por deba-
jo del LEI dan como resultado una absorcin muy rpida
del agua durante el proceso de amasado, lo cual se tradu-
ce en masas duras y dif ciles de moldear para hacer arepas.
Las desviaciones en el espesor de las hojuelas af ectan ca-
ract erst i cas sensori al es y reol gi cas que i nf l uyen en l a
apreciacin y valoracin de atributos cualitativos por parte
de los consumidores. En consecuencia, es necesario lo-
grar una reduccin signif icativa en la variacin del espe-
sor de las hojuelas de maz. Este caso de estudio muestra
cmo se usaron l as herramient as de CEPM para lograr
reducciones signif icativas en la variacin del espesor de
las hojuelas, y en consecuencia obtener harina pre cocida
con caractersticas de calidad de alto valor para el consu-
midor. Los pasos seguidos se detallan a continuacin.
Paso 1. I nvesti gar el si stema del pr oceso. Se cre un comit
de calidad conf or mado por los responsables del proceso
de la empresa. D espus de diversas sesiones de lluvias de
ideas se analiz la situacin problemtica del proceso de
laminacin del endosper mo y se recolectaron datos del
espesor de las hojuelas laminadas. Luego se constr uy un
histograma mostrando la distribucin de los datos del es-
pesor de las hojuelas laminadas (mm), conjuntamente con
los lmites LEI y LES, aprecindose una alta variabilidad
en l a muest r a de espesor es de hoj uel as l ami nadas. El
hi st ograma y su correspondient e cart a de t ol eranci a se
muestran en la Figura N 4.
Posterior mente se elabor un diagrama de causa-ef ec-
to, con el f in de identif icar las variables que inf luyen en
que las hojuelas estn f uera de especif icacin. En la Figu-
ra N 5 se presenta el diagrama de causa-ef ecto para el
Figura 4
H istograma y carta de tolerancia. E spesor de hojuelas laminadas, con sus lmites de
especificacin inferior ( LE I ) y superior ( LE S)
Fuente: MAZ ORCA, D epartamento de Control de Calidad (Cuman, estado Sucre).
Espesor Hojuelas LEI = 0,35; LES = 0,50
AGROALIMENTARIA
Vol. 15, N 28. Enero-Junio 2009
101
proceso de l aminaci n de hojuelas, donde se visual izan
las etapas necesarias para el laminado de las hojuelas, con
las variables crticas relevantes en estas etapas que inf lu-
yen en las especif icaciones de las hojuelas. En el Cuadro
N 4 se listan las variables que inf luyen en el espesor de
las hojuelas con sus respectivos lmites de especif icacin.
Figura 5
D iagrama de causa-efecto. Anlisis del proceso
Fuente: elaboracin propia.
Cuadro 4
Variables LEI LES
1-Flujo de hojuelas (kg/hora) 8 10
2-Humedad del endospermo (%) 16 18
3-Presin de rollos (bar) 35 40
Fuente: elaboracin propia.
Variables que influyen en el proceso de laminacin,
con sus respectivos lmites de especificaciones
inferior y superior (LEI, LES)
Paso 2. Recol ectar y eval uar el conj unto de datos pr el i mi nar es.
Para ello se recolect un conjunto de datos preliminares
de las variables relevantes e inf luyentes en la obtencin
de hoj uel as f uera de especif i caci n en el l ami nado del
endosper mo. Se recolectaron m = 25 subgr upos, cada uno
de tamao n = 1, sobre p = 3 variables de calidad obser-
vadas en cada muestra. Las variables f ueron: x
1
(f lujo de
hojuelas, en kg/ hora), x
2
(humedad del endosper mo, en
%) y x
3
(presin de rollos, en bar). Una vez que se haban
identif icado las variables inf luyentes en la obtencin de
hojuelas f uera de especif icaciones, se constr uy una ma-
triz de grf icas de dispersin para las 3 variables. En este
caso las variables presentaron una correlacin moderada-
mente baja.
Paso 3. D etecci n de pr obl emas en l os datos. Luego se cal-
cularon los valores del estadstico T
2
para cada una de las
25 obser vaciones. Todo esto se consider como la Fase I ,
con a= 0,05. Los lmites de control superior e inf erior se
calcularon con las siguientes ecuaciones:
En la Figura N 6 se muestra la grf ica de control T
2
para obser vaciones individuales, para los datos recolec-
tados en el proceso de l aminaci n-. Al l se nota que la
obser vacin 20 excede el lmite de control superior.
Figura 6
Grfica de control T
2
para observaciones individuales
del proceso de laminacin de hojuelas de maz ( Fase I )
Fuent e: M A Z O RCA , D epar t ament o de Cont r ol de Cal i dad
(Cuman, estado Sucre).
Se investi garon las causas por l as cuales l a obser va-
cin 20 tuvo un T
2
= 8,68 > LCS, concluyndose que se
debi a un inadecuado plan de mantenimiento. Conocida
la causa se elimin dicha obser vacin y se calcularon nue-
vamente los estimados de los parmetros
X
y S, el lmite
de control superi or y el est adst ico T
2
. La Fi gura N 7
muestra que los puntos no excedan el lmite de control
superior, por lo que se haba establecido el control esta-
dstico para el proceso de laminacin del endosper mo y
de este modo se obtuvo un conj unto de datos homogneos.
Paso 4. I ni ci o de l a fase de operaci n I I . Una vez que el
conjunto de datos haba sido depurado, se prosigui con
la Fase I I , a f in de monitorear las f uturas obser vaciones.
En la Fase I I el estadstico T
2
-H otelling sigui una distri-
bucin F con grados de libertad (p; m-p). El clculo de
los lmit es de control produjo los si guientes resul tados:
LCS = 13,07 y LCI = 0,24 (ver Anexo N 2).
Acondicionar Precocer Laminar
Hojuelas fuera
de
especificacin
Presin de
vapor
Flujo de
hojuelas
Presin de
rollos
2
1 - p - m
,
2
p
,
2
- 1
2
1
LCS
B
m
) - (m
= = 8,133
2
1 - p - m
,
2
p
,
2
2
1
LCI
B
m
) - (m
= = 0,230
2
1 - p - m
,
2
p
,
2
B : (1- o) percentil de la distribucin Beta
Parmetros:
2
p
y
2
1 p m
; m = 25; p=3; o = 0,05; Media= 2,402
0
1
2
3
4
5
6
7
8
9
10
0 5 10 15 20 25
T2
LCS= 8,13
Medi a = 2,88
LCI = 0,23
Fer mn, Jos Simn; Valdiviezo, Mar t ha; Orlandoni, Giampaolo y Bar ret o, Simn
Cont rol est adst ico de procesos mult ivariant es en la indust ria aliment aria: implement acin a t ravs del est adst ico T
2
-H ot elling (91-105)
102
Figura 7
Grfica de control T
2
para observaciones individuales.
Conjunto de datos homogneos provenientes
del proceso de laminacin
Fuent e: M A Z O RCA , D epar t ament o de Cont r ol de Cal i dad
(Cuman, estado Sucre).
Luego se cal cul el est adst ico T
2_
H ot el li ng para las
obser vaciones comprendidas entre la obser vacin 25 y la
obser vacin 40. Se consider que una obser vacin esta-
ba f uera de control si el estadstico T
2_
H otelling era ma-
yor que el LCS o menor que el LCI . En la Figura N 8 se
muestra la grf ica para dichas obser vaciones y se detecta
la obser vacin 32 como una situacin f uera de control.
Figura 8
Grfica T
2
para los datos comprendidos entre la
observacin 25 y 40 ( Fase I I )
D i agnsti co del CE PM . Un enf oque muy til para diag-
nosticar una seal f uera de control es el enf oque de des-
composicin de T
2
propuesto por M ason et al . (1995). En
est e est udi o se cal cul el est adst i co T
2
H ot el l i ng y se
graf ic para las obser vaciones 25 hasta la 40. Se detect
la obser vacin 32 (X
32
= (10,3 17 38)) como una obser va-
cin anor mal (T
2
(32)
= 0,09141). Por tratarse de una ob-
ser vacin multivariante puede ocur rir que: a) una o va-
rias variables presentaran valores f uera de los lmites de
cont rol univar i ant es; b) l a obser vaci n represent a una
r uptura en la estr uctura de cor relaciones; y, c) ambas si-
tuaciones se presentan simultneamente. Las obser vacio-
nes mult ivariantes se interpretaron uti lizando la tcni ca
de descomposi ci n de l a T
2
-H ot el l i ng, pr opuest a por
Mason et al . (1997) (Anexo N 1). Seguidamente se pre-
sentan detalles del diagnstico estadstico con su corres-
pondiente interpretacin en el proceso de produccin, a
objeto de explicar el origen de la f alla para cada caso.
1. Se calcula el estadstico
( )
2
2
j j 2
j
x x
T
j
s
=
individual. Se compara con:
LCS = 1 - m ,1,
F
m
1 m
|
.
|
\
| +
=
001 , 0 F
24
1 24
1 - 0.025,1,24
=
+
,
para todo componente del vector X . En el Cuadro N 4
se muestran los valores individuales de T
2
j
y su condicin.
Las variables con el estadstico T
2
signif icativo estn f ue-
ra de control individual y no es necesario verif icar su rela-
cin con otras variables. D ebe verif icarse si el subvector
con las restantes k variables produce alguna seal.
Cuadro 4
2. Se descarta x
1
y se verif ica si el subvector emite una
seal o no. Como el subvector (T
2
-
2
1
T ) = 0,09141
0,00 = 0,09141 no es si gni f i cat ivo, se concl uye que x
1
(f lujo de hojuelas) es la variable problemtica. El incre-
mento en el f lujo de endosper mo y por ende, de la pro-
duccin de hojuelas af ecta la variable expansin, ya que
el producto tarda menos tiempo en la cocina.
Con toda est a inf or macin se pl ani f i c una reuni n
con los operadores, analistas de calidad e ingenieros de
produccin. Se analizaron las grf icas obtenidas del pro-
Variable Individual Condicin de Control
Individual
Valores
crticos
x
1
= 0,000
Seal X
1
fuera del lmite de
control
0,001
x
2 = 0,060
Individualmente en control
0,001
x
3 = 0,007
Individualmente en control
0,001
Individual. Descomposicin del T
2
Fuente: elaboracin propia.
2
j
T
2
1
T
2
2
T
2
3
T
2
j
T
Fuente: MAZ ORCA, D epartamento de Control de Calidad (Cuman,
estado Sucre).
0
1
2
3
4
5
6
7
8
9
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
T
2
T2
LCS = 8 ,1 3
M ed i a = 2 ,8 8
LCI = 0 ,2 3
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
T2
LCI = 0,240
LCS= 13,07
AGROALIMENTARIA
Vol. 15, N 28. Enero-Junio 2009
103
ceso de laminacin. stas mostraron que las variables que
inciden sobre el espesor de hojuelas eran la presin de los
rodillos y la humedad en el endosper mo. Surgi, durante
la tor menta de ideas, la necesidad de realizar una revisin
exhaustiva de los equipos de laminacin, ajustar disposi-
tivos hidrulicos y realizar cambios en los rodami entos.
As mismo, para optimizar el acondicionamiento, se deci-
di i ncr ement ar el f l uj o de agua a ni vel de l os pr e
mojadores de endosper mo. Estas actividades f ueron pla-
nif icadas conjuntamente por el departamento de Mante-
ni mi ent o y el de Calidad. Con posteri ori dad al cumpl i-
miento de dicho plan se tomaron muestras de los espeso-
res de las hojuelas y se prepararon harinas a nivel de labo-
ratorio para verif icar las propiedades reolgicas y senso-
riales. Los resultados mostraron que las decisiones toma-
das f ueron las ms acer tadas.
6. CONCLUSIONES
El control estadstico de procesos multivariantes es
par ticular mente impor tante hoy en da, debido a procedi-
mientos de inspeccin automtica que hacen relativamen-
te f cil medir varios parmetros en cada unidad de pro-
ducto manuf acturado. Muchas plantas de procesos y f a-
bri cant es de semi conduct ores, por ej empl o, mant i enen
r utinariamente voluminosas bases de datos de calidad de
cientos de variables. El monitoreo o anlisis de estos da-
tos con procedimientos de CEP univariantes es a menu-
do i nef i ci ent e. Por est a r azn el uso de mt odos
multivariantes se ha incrementado en los aos recientes.
En este trabajo se presentaron los pasos tomados por
una empresa de alimentos para implementar el CEPM en
uno de sus procesos -proceso de laminacin- como ele-
mento de un programa de mejoramiento de calidad glo-
bal, llevado a cabo por el departamento de aseguramiento
de calidad. Se muestra que el uso de CEPM en plantas
i ndustriales es una herrami enta de t iempo real f act ible,
con el potencial de ser replicado en otras plantas indus-
triales a f in de monitorear reas problemticas.
Especf icamente, la herramienta estadstica emplea-
da f ue el grf ico de control multivariante T
2
, que demos-
tr ser ef ectivo para detectar la existencia de cambios en
el proceso de laminacin del endosper mo de granos de
maz para la f abricacin de harina pre cocida, capaces de
generar problemas en el producto.
El anl isis de la descomposicin del estadsti co T
2
f acilit el diagnstico de los cambios en el proceso que
dieron origen al problema, dotando al investigador de un
conjunto de indicadores capaces de mostrar las relacio-
nes entre las variables def inidas por datos histricos que
se han quebrantado en la seal encontrada.
Respecto a los grf icos de control multivariante, la
interpretacin de puntos f uera de control ha sido uno de
los problemas ms dif ciles de superar, a pesar de que un
amplio nmero de investigadores han dedicado importan-
tes esf uerzos en proponer mtodos para la descomposi-
cin e interpretacin. La revisin bibliogrf ica durante los
ltimos aos en el pas indica la existencia de muy pocos
trabajos sobre el tema (Fer mn, 1999; Alvin y Rojas, 2000;
Garca, 2003; Garca et al ., 2004; D az, 2006), utilizando
el CEPM en plantas industriales. Es por ello que este tra-
bajo se incorpora como una contribucin adicional a esta
rea especializada del estudio de la calidad global.
REFERENCIAS BIBLIOGRFICAS
____________________________________________________
ALT, F. 1985. Multivar iate
Qual it y Control. En: K otz, S. y
Jonson N. John Wil ey & Sons
(Eds.), E ncycl opedi a of St at i st i cal
Sci ences (6 edicin), N ew Yor k:
Wiley, pp. 110-122.
ALT, F.; SMI TH , N. 1988.
Multivariate Process Control.
En: P. R. K rishnai ah y C. R. Rao
(Eds.), H andbook of St at i st i cal ,
Vol. 7, Amster dam: N or t h-
H olland, pp. 333-351.
ALVI N, N.; ROJAS, D. 2000.
A pl i caci n de t cni cas de cont r ol
est adst i co de cal i dad mul t i var i ant e al
pr oceso de l ami naci n de endosper mo
par a mej or ar l a el abor aci n del a
har i na pr ecoci da en una empr esa de
al i ment os. Anzotegui : Uni versi-
dad de Orient e. Tr abajo de
gr ado (indi to).
APARI SI , F; CH AMP, C.;
GARC A-D AZ , C. 2004. A
perf or mance Anal ysis of H ot el
li ngs c
2
Control Char t wi th
Supplementar y Runs Rul es.
En: Qual i t y E ngi neer i ng, Vol. 16,
N 3: 359-368.
BOZ Z ELLO, M. L. 1989. A
compar at i ve Run l engt h A nal ysi s of
t he H ot el l i ng T
2
Cont r ol Char t and
M ul t i pl e Shewhar t Char t s and Run
Rul es. Chicago: D epartment of
mathematics and Statist ics,
Universit y of Southern I lli nois
at Edwardsvi ll e (unpubli shed
M.Sc. Thesis).
CH EN, W. 2005. M ul t i var i at e
St at i st i cal Pr ocess Cont r ol i n
I ndust r i al Pl ant s. La H aya:
D epartment of Engineeri ng
and Policy Analysis. Facult y of
Technology, Policy and
Management, D elf t University
of Technology (Master degree
thesis).
CH UA, M, K .;
MON TGOMERY, D. C. 1992.
I nvest igat ion and
characterization of a control
scheme f or multivariate quality
cont rol. En: Qual i t y and
Rel i abi l i t y E ngi neer i ng
I nt er nat i onal , 8: 37-44.
COMI SI N VEN EZ OLAN A
D E N ORMAS I N D USTRI A-
LES, COVEN I N. 1996. N or ma
venezol ana COV E N I N 2135-96.
H ar i na demaz pr ecoci da. Caracas:
COVEN I N.
PI GN ATI ELL O, J. J.;
RUN GER, G. C. 1990.
Compar isons of mul ti var iate
CUSUM chart s. En: Jour nal of
Qual i t y T echnol ogy, 22: 173-186.
CROSI ER R., B. 1988.
Mul ti var iate general izati ons of
cumulative sum qualit y-cont rol
schemes. En: T echnomet r i cs, 30:
291-303.
D EMI N G, W, E. 1989. Cal i dad,
Pr oduct i vi dad y Compet i t i vi dad l a
sal i da de l a cr i si s. Madri d:
Ediciones D az de Sant os, S. A.
Fer mn, Jos Simn; Valdiviezo, Mar t ha; Orlandoni, Giampaolo y Bar ret o, Simn
Cont rol est adst ico de procesos mult ivariant es en la indust ria aliment aria: implement acin a t ravs del est adst ico T
2
-H ot elling (91-105)
104
D I AZ , F. 2006. ndi cedecapaci dad
de pr ocesos bi var i ant es: A pl i caci n a
l a i ndust r i a de al i ment os. Tesi s de
maestra en Matemtica.
Cuman: Univer sidad de
Oriente, N cleo de Sucre.
D OGAN AK SOY, N.; FALTI N,
F. W.; TUCK ER, W. T. 1991.
I denti f i cat ion of out -of -
control multivariate characteristic
in a mul ti var iable
manuf acturing, envi ronment .
En: Communi cat i ons i n St at i st i cs-
T heor y and M et hods, 20:
2.775-2.790.
FERMI N, J. S. 1999. A pl i caci ones
de gr fi cas de cont r ol mul t i var i ant e
par a obser vaci ones i ndi vi dual es en el
pr oceso de el abor aci n de har i na.
Ponencia en la 49 Convencin
Anual de la ASOVAC, Universi-
dad Bicentenaria de Aragua,
estado Ar agua.
FUCH S, C.; BEN JAM N, Y.
1994. Multivariate prof ile charts
f or statistical process control.
En: T echnomet r i cs, 36: 182-195.
FUCH S, C.; K EN N ET, R. S.
1998. M ul t i var i at e Qual i t y
Cont r ol . N ew York: Marcel
D ekker I nc.
GARC A, M. 2003. Compar aci n
de G r fi cas de Cont r ol
M ul t i var i ant es par a Obser vaci ones
I ndi vi dual es: A pl i caci n en l a
I ndust r i a de A l i ment os. Cuman:
Universidad de Oriente, N cleo
de Sucre (trabajo de grado
i ndi t o).
GARC A, T.; VSQUEZ , M.;
GARC A, J. 2004. Ef ect os
sobre l a calidad del papel
higinico cuando se producen
outl ier s mul ti var iantes no
detectables por los grf icos de
cont rol uni var iant e. En: Revi st a
de I ngeni er a, Vol . 11, N 2
(agosto): 67-77.
H AYTER, A. J.; TSUI , K . L.
1994. I denti f icati on and
quant if ication in multivariate
qual ity control probl ems. En:
Jour nal of Qual i t y Technol ogy, 26:
197-208.
H EALY, J. D. 1987. A not e on
multivariate CUSUM
pr ocedures. En: T echnomet r i cs.
29: 409-412.
H OTELLI N G, H . 1947.
Multivariate quality control-
I l lustr at ed by the ai r t esting of
si mple bombsight s. En:
Ei senhar t , C.; H astay, M. y
Wall is, W. A. (Eds.), Techni ques
of St at i st i cal A nal ysi s, N ew
York: McGraw H ill, pp. 111-184.
I SH I K AWA, K . 1985. Qu es el
cont r ol de cal i dad? L a modal i dad
j aponesa. Caracas: Editorial
N orma.
JACK SON, J. E. 1991. A n user
gui de t o pr i nci pal component s. N ew
York: John Wi ley.
K OURTI , T.;
MACGREGOR, J. F. 1996.
Mult ivari ate SPC methods f or
Process and Product
Monit ori ng. En: Jour nal of
Qual i t y Technol ogy, 28: 409-428.
LOWRY, C. A.;
WOODALL, W. H .; CH AMP,
C. W.; RI D GON, S. E. 1992. A
mult ivari at e EWMA contr ol
char t. En: T echnomet r i cs, 34: 46-
53.
MASON, R. L .; TRACY, N. D.;
YOUN G, J. C. 1995.
D ecomposit ion of T
2
f or
multivariate control chart
interpretati on. Jour nal of
Qual i t y Technol ogy, 27: 99-108.
MASON, R. L.; YOUN G, J. C.
2001. I mplementi ng
Multivariate Statistical Process
Cont rol using H otel li ngs T
2
St at ist ics. En: Qual i t y Pr ogr ess, 1
(April ): 71-73.
MASON, R. L .; TRACY, N. D.;
YOUN G, J. C. 1997. A practical
approach f or interpreting
multivariate T
2
control chart
si gnal s. En: Jour nal of Qual i t y
Technol ogy, 29: 396-406.
MASON, R. L .; TRACY, N. D.;
YOUN G, J. C. 1996.
Monitori ng a mul ti var iate st ep
pr ocess. En: Jour nal of Qual i t y
T echnol ogy, 28: 39-50.
MASON, R. L.; YOUN G, J. C.
1999. I mpr ovi ng t he sensi ti vi ty
of the T
2
statisti c i n mul ti var iate
pr ocess cont rol. En: Jour nal of
Qual i t y T echnol ogy, 31: 155-165.
MASON, R. L.; CH OU, Y.;
SULLI VAN, J. H .;
STOUMBOS, Z . G.;
YOUN G, J. C. 2003. Systematic
Patt erns i n T
2
charts. En:
Jour nal of Qual i t y Technol ogy,
Vol. 35, N 1: 47-58.
MARAVEL AK I S, P. E.;
BERSI MI S, S.;
PAN ARETOS, J.; PSARAK I S,
S. 2002. On i dent if ying t he out
of control vari abl e in a
mult ivariate control chart. En:
Communi cat i ons i n St at i st i cs-
T heor y and met hods, 31:
2.391-2.408.
MON TGOMERY D. C. 1991.
Cont r ol E st adst i co de l a cal i dad.
Mxico: Grupo editorial
I beroamrica.
MURPH Y, B. J. 1987. Selecting
out-of .-contr ol variabl es wit h T
2
multivariate quality procedures.
En: T he St at i st i ci an, 36: 571-583.
RUN GER, G. C.; ALT, F. B.;
MON TGOMERY, D. C. 1996.
Contri butor s to a Mul ti var iate
SPC Char t Signal. En:
Communi cat i ons i n St at i st i cs-
T heor y and M et hods, 25:
2.203-2.213.
SEPULVEDA, A.; N ACH LAS,
J. A. 1997. A simulati on
approach to mult ivariate quality
cont rol. En: Comput er s and
I ndust r i al E ngi neer i ng, 33: 113-
116.
SH EWH ART, W. Y. 1931.
E conomi c Cont r ol of Qual i t y of
M anufact ur ed Pr oduct . N ew Yor k:
D. Van N ostr and Company I nc.
TI MM, N. H . 1996.
Multivariate quality control
using f inite i ntersection tests.
En: Jour nal of Qual i t y
T echnol ogy, 28: 233-243.
TRACY, N.D.; YOUN G, J. C.
MASON, R. L. 1992.
Mul tivari ate Control Charts f or
indivi dual Obser vati ons. En:
Jour nal of Qual i t y T echnol ogy, 24:
88-95.
WASTERH UI S, J.A.;
GURD EN, S. P.;
SMI L D E, A. K . 2000.
Generali zed cont ri but ion plots
in multivariate statistical process
moni tor ing. En: Chemomet r i cs
and I nt el l i gent L abor at or y Syst ems,
51: 95-114.
WESTERN ELECTRI C. 1956.
St at i st i cal Qual i t y Cont r ol
H andbook . I ndiana: Wester n
Electric Corporation,
I ndi anapol i s.
WOODALL, W. H .;
N CUBE, M. N. 1985.
Multivariate CUSUM quality
control Procedures. En:
T echnomet r i cs, 27: 285-292.
AGROALIMENTARIA
Vol. 15, N 28. Enero-Junio 2009
105
Anexo 1
Algoritmo de descomposicin del estadstico T
2
Fuente: Mason et al . (1995).
Fuente: elaboracin propia.
Anexo 2
Clculo de los lmites de control para la Fase I I
Lmite de Control Frmula para el clculo de los Lmites de Control
LCS
( )( )
( )
p - m p, ,
2
1
F
p - m m
1 - m 1 m p
LCS
+
= =
( )( )
( )
21 , 3 ,
2
0,05
- 1
F
3 24 24
1 24 1 24 3
+
= 13,07
LCI
( )( )
( )
p - m p, ,
2
F
p - m m
1 - m 1 m p
LCI
+
= =
( )( )
( ) 21 , 3 ,
2
0,05
F
3 24 24
1 24 1 24 3
+
= 0,2418
1) Calcular el estadstico individual
2
j
T mediante la expresin
( )
2
2
j j 2
j
x x
T
j
s
= ~
1 - m ,1,
F
m
1 m
|
.
|
\
| +
para todo componente del vector X, descartando las variables cuyas observaciones produzcan
un valor significativo del estadstico
2
j
T , debido a que estas observaciones estn fuera de
control individual y no es necesario determinar su relacin con las otras variables observadas.
Con las variables significantes descartadas se genera un conjunto de variables reducidas. Es
necesario verificar si el subvector con las k variables restantes produce una seal. Si ninguna
variable produce una seal, se ha localizado la fuente del problema.
2) (Opcional, pero de mucha utilidad para p muy grande). Examinar la estructura de
correlacin del conjunto reducido de variables. Descartar cualquier variable que tenga una
correlacin muy dbil (menor que 0,3) con todas las otras variables. La contribucin de una
variable ubicada en esta categora se mide por la componente
2
j
T correspondiente.
3) Si el subvector de las k variables no descartadas todava produce una seal, se calculan
todos los trminos
2
i.j
T de acuerdo con la ecuacin
( )
2
1 - j.1,2,...j
2
1 - j.1,2,...j j 2
1 - j.1,2,...j
s
x x
T
= . Hay que
descartar del estudio todos los pares de variables (x
i
,x
j
) que tengan un
2
j i,
T significativo, pues
ello indica que algo errneo existe con las relaciones bivariantes; cuando esto ocurre, se
reduce el conjunto de variables bajo consideracin. Se examinan todas las variables
descartadas debido a la seal producida. Se calcula el estadstico T
2
para el subvector
restante. Si no se presenta seal alguna, entonces se concluye que la fuente del problema se
debe a las relaciones bivariantes y aquellas variables que fueron descartadas del control
individual.
4) Si el subvector de las restantes variables todava produce alguna seal, entonces es
necesario calcular todos los trminos
2
k i.j,
T . Descartar cualquier tripleta (x
i
,x
j
,x
k
) de variables
que muestren resultados significantes y verificar si el subvector restante produce alguna seal.
5) Este procedimiento contina con los trminos de orden superior hasta que no queden
variables en el conjunto reducido.
Potrebbero piacerti anche
- Monografia Funciones OecDocumento8 pagineMonografia Funciones OecCarlos Susuni HRNessuna valutazione finora
- LEC02Documento12 pagineLEC02DavidGabrielInumaRojasNessuna valutazione finora
- Examen BalotarioDocumento2 pagineExamen BalotarioCarlos Susuni HRNessuna valutazione finora
- Romanos Aguaymanto 16 de SetDocumento7 pagineRomanos Aguaymanto 16 de SetCarlos Susuni HRNessuna valutazione finora
- Diagrama de Flujo de Elaboracion de NectarDocumento2 pagineDiagrama de Flujo de Elaboracion de NectarCarlos Susuni HRNessuna valutazione finora
- Romanos Aguaymanto 16 de SetDocumento7 pagineRomanos Aguaymanto 16 de SetCarlos Susuni HRNessuna valutazione finora
- Aceite de PaltaDocumento22 pagineAceite de PaltaCarlos Susuni HRNessuna valutazione finora
- Marco TeóricoDocumento30 pagineMarco TeóricoCarlos Susuni HRNessuna valutazione finora
- DISENO TESIS jk11111111Documento35 pagineDISENO TESIS jk11111111Carlos Susuni HRNessuna valutazione finora
- Proyvaslido AguaymantoDocumento30 pagineProyvaslido AguaymantoCarlos Susuni HRNessuna valutazione finora
- Analisis Fisicos de Los CerealesDocumento6 pagineAnalisis Fisicos de Los CerealesCarlos Susuni HRNessuna valutazione finora
- Nutri - ImprimirDocumento11 pagineNutri - ImprimirCarlos Susuni HRNessuna valutazione finora
- Efecto de Un Pretratamiento Químico en El Deshidratado Del Arándano Por Métodos CombinadosDocumento8 pagineEfecto de Un Pretratamiento Químico en El Deshidratado Del Arándano Por Métodos CombinadosCarlos Susuni HRNessuna valutazione finora
- Trabajo de Investigacion de Ing II ListoDocumento29 pagineTrabajo de Investigacion de Ing II ListoCarlos Susuni HRNessuna valutazione finora
- Primer InformeDocumento20 paginePrimer InformeCarlos Susuni HRNessuna valutazione finora
- Informe de Vino TemrmidadoDocumento18 pagineInforme de Vino TemrmidadoCarlos Susuni HRNessuna valutazione finora
- C Alculo Diferencial - Parcial No. 2: Dy DX 0Documento11 pagineC Alculo Diferencial - Parcial No. 2: Dy DX 0atlazNessuna valutazione finora
- Ejemplo 3 - Ejercicio #22 - p.554 - RM - AEDocumento7 pagineEjemplo 3 - Ejercicio #22 - p.554 - RM - AEjulio castilloNessuna valutazione finora
- Backup en VestaPanelDocumento4 pagineBackup en VestaPanelGustavo DelgadoNessuna valutazione finora
- Rediaciones IonizantesDocumento6 pagineRediaciones IonizantesAlexander vasquezNessuna valutazione finora
- Boris Laboratorio 7777Documento14 pagineBoris Laboratorio 7777CEIAQP EIRLNessuna valutazione finora
- Control Ad or de Tiempo Finito (Dead Beat)Documento66 pagineControl Ad or de Tiempo Finito (Dead Beat)Ruben de los SantosNessuna valutazione finora
- Fisica Icfes 1 ResueltoDocumento3 pagineFisica Icfes 1 ResueltoDiego Andres Garcia100% (2)
- Guia Didactica N°1 4P MatematicasDocumento5 pagineGuia Didactica N°1 4P Matematicasfamilia osorioNessuna valutazione finora
- Investigacion Del RadioDocumento3 pagineInvestigacion Del RadioFernanda RiosNessuna valutazione finora
- Matriz de ConsistenciaDocumento1 paginaMatriz de ConsistenciadavidNessuna valutazione finora
- GUIA MATEMATICAS Numeros de Tres CifrasDocumento3 pagineGUIA MATEMATICAS Numeros de Tres CifrasSOFIA IPIALES CORALNessuna valutazione finora
- Ejercicio19a TP0Documento2 pagineEjercicio19a TP0Drew SalvatoreNessuna valutazione finora
- Protocolo 1. Maquina AtwoodDocumento4 pagineProtocolo 1. Maquina AtwoodAnthony Guachisaca SotoNessuna valutazione finora
- Vectores, Rectas y PlanosDocumento206 pagineVectores, Rectas y PlanosAMYNNXXXX100% (1)
- Tecnologia Del Concreto Semana 1 PDFDocumento33 pagineTecnologia Del Concreto Semana 1 PDFARNALDO JAIME MAMANI TITI100% (1)
- 5°? Detective MateDocumento31 pagine5°? Detective MateJRS 22Nessuna valutazione finora
- Ejercicios Poison GrupofDocumento6 pagineEjercicios Poison GrupofCristian LaraNessuna valutazione finora
- Informe 1 - Electricidad y Magnetismo - PDF DEL AVANCEDocumento15 pagineInforme 1 - Electricidad y Magnetismo - PDF DEL AVANCEGonzalo Benavente BascurNessuna valutazione finora
- Clave de Examen de Cálculo Diferencial Sem 2016-bDocumento2 pagineClave de Examen de Cálculo Diferencial Sem 2016-bVictor Carrion ManuelNessuna valutazione finora
- Nivel 5Documento2 pagineNivel 5Dominga RamónNessuna valutazione finora
- Tema 7Documento28 pagineTema 7MariaNessuna valutazione finora
- Enseñanza de Matematicas Con GeoGebra, TPACK y TEP para PLANEA-2023-21-08-2021Documento24 pagineEnseñanza de Matematicas Con GeoGebra, TPACK y TEP para PLANEA-2023-21-08-2021VicoNessuna valutazione finora
- Remediacion Petroleo Usando Ferrofluidos20200210 13983 n0bp00 With Cover Page v2Documento11 pagineRemediacion Petroleo Usando Ferrofluidos20200210 13983 n0bp00 With Cover Page v2oscarNessuna valutazione finora
- Investigación OperativaDocumento95 pagineInvestigación OperativaDaya AlvarezNessuna valutazione finora
- Guía Práctica para Diseño de Encofrados Verticales de MaderaDocumento9 pagineGuía Práctica para Diseño de Encofrados Verticales de MaderaJohn MejiaNessuna valutazione finora
- Guía 5 - Dinámica AplicadaDocumento3 pagineGuía 5 - Dinámica AplicadaRolexNessuna valutazione finora
- Punto de FusiónDocumento8 paginePunto de FusiónAlex Rosales LobatonNessuna valutazione finora
- Aplicaciones Industriales de La FisicoquímicaDocumento1 paginaAplicaciones Industriales de La FisicoquímicaMarco AurelioNessuna valutazione finora
- APRENDIZAJE ESPERADO MatematicasDocumento2 pagineAPRENDIZAJE ESPERADO MatematicasAram Flores TorresNessuna valutazione finora
- Act. 10 (Tema4) Mapa ConceptualDocumento2 pagineAct. 10 (Tema4) Mapa Conceptualshareni romoNessuna valutazione finora