Potrebbero piacerti anche
- Procedimiento de Alivio de TensionesDocumento13 pagineProcedimiento de Alivio de TensionesAnonymous wuvXb0iNessuna valutazione finora
- La Prueba Con Cámara de VacíoDocumento4 pagineLa Prueba Con Cámara de VacíoJairo Villamizar Amador50% (2)
- ECP-VIN-P-MET-FT-006 Formato P-7 Precomisionamiento de Tubería - Lista de Chequeo Post-PruebaDocumento2 pagineECP-VIN-P-MET-FT-006 Formato P-7 Precomisionamiento de Tubería - Lista de Chequeo Post-PruebaLeonardo RodriguezNessuna valutazione finora
- Procedimiento Haz RectoDocumento28 pagineProcedimiento Haz RectoGerardo Noe Sales Montes100% (2)
- Procedimiento de Montaje de Tanques Por AnillosDocumento9 pagineProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- It Dit 44 Control Dimensional Tanques Rev.0Documento18 pagineIt Dit 44 Control Dimensional Tanques Rev.0Jeka BetaNessuna valutazione finora
- Plan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1Documento9 paginePlan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1reynaldoUHNessuna valutazione finora
- Inspección Visual de Soldadura Aws D1.1 - 2020Documento39 pagineInspección Visual de Soldadura Aws D1.1 - 2020لوبيز إديسونNessuna valutazione finora
- Listado de WPS Rev.0Documento37 pagineListado de WPS Rev.0raul gonzalez100% (3)
- Pts Torqueo de PernosDocumento14 paginePts Torqueo de PernosJose Luis FarfanNessuna valutazione finora
- Procedimiento Corte y Rebiselado TuberiaDocumento6 pagineProcedimiento Corte y Rebiselado TuberiaJairo Gonzalez ViloriaNessuna valutazione finora
- Proc para Pintura IndustrialDocumento15 pagineProc para Pintura IndustrialLU1228Nessuna valutazione finora
- Pruebas HidrostaticasDocumento6 paginePruebas Hidrostaticaswilson12Nessuna valutazione finora
- Evaluación de Verticalidad y Redondez-Tk-02Documento32 pagineEvaluación de Verticalidad y Redondez-Tk-02Alexander López Prianti100% (1)
- Procedimientos de Pruebas Hidrostaticas-Mario Avalos v3Documento16 pagineProcedimientos de Pruebas Hidrostaticas-Mario Avalos v3Mario Avalos SalazarNessuna valutazione finora
- API 1104 Criterios AceptDocumento6 pagineAPI 1104 Criterios AceptDarling Ortiz HuarotoNessuna valutazione finora
- P ProcedimientoDocumento9 pagineP ProcedimientoreneluisperezNessuna valutazione finora
- Criterios Deaceptacion b31.3Documento1 paginaCriterios Deaceptacion b31.3Richard Harold Morales SozaNessuna valutazione finora
- PR-CC-003 Control Dimensional en El ArmadoDocumento8 paginePR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
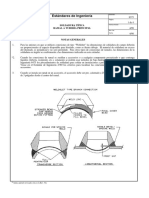
- 8375-W3-Soldadura Tipica Ramal A Tuberia PrincipalDocumento4 pagine8375-W3-Soldadura Tipica Ramal A Tuberia PrincipalMarvin Guerrero PadillaNessuna valutazione finora
- Plan de Isnpeccion y Ensayo TanquesDocumento4 paginePlan de Isnpeccion y Ensayo TanquesTalca CalderónNessuna valutazione finora
- PR-PP-14 Procedimiento Corte y Biselado para TuberiaDocumento8 paginePR-PP-14 Procedimiento Corte y Biselado para TuberiaJavier Lozano AbrilNessuna valutazione finora
- Sce PC 306 0001 Instalacion de Mantas TermocontraiblesDocumento33 pagineSce PC 306 0001 Instalacion de Mantas TermocontraiblesPablo Paz0% (1)
- Nomenclatura de Mapeo de Juntas en SCOPe Rev01Documento6 pagineNomenclatura de Mapeo de Juntas en SCOPe Rev01JOSE ARMANDO FLOREZ DE LA OSSANessuna valutazione finora
- Tratamiento Térmico de Soldadura en Tubería de Proceso, Asme b31.3Documento10 pagineTratamiento Térmico de Soldadura en Tubería de Proceso, Asme b31.3Jose Juan GasparNessuna valutazione finora
- Continuacion API 650 Rev. 01Documento3 pagineContinuacion API 650 Rev. 01Anonymous fBIEWgmRzNessuna valutazione finora
- Revisión Dossier de Calidad CO3 MECÁNICODocumento13 pagineRevisión Dossier de Calidad CO3 MECÁNICOOBBYF GAMERS0% (1)
- Procedimiento Taping MachineDocumento10 pagineProcedimiento Taping MachinePatraca DionicioNessuna valutazione finora
- Instructivo de Inspeccion Por Liquidos Penetrantes ASME B31.4, API 1104Documento9 pagineInstructivo de Inspeccion Por Liquidos Penetrantes ASME B31.4, API 1104Ivan D100% (1)
- Procedimiento para Control DimensionalDocumento7 pagineProcedimiento para Control Dimensionalcarlosenrique21Nessuna valutazione finora
- Procedimiento para Medicion de EspesoresDocumento6 pagineProcedimiento para Medicion de EspesoresFelipeSuarezNessuna valutazione finora
- Api 650Documento3 pagineApi 650ferrer0000100% (2)
- Inspeccion para Ensamble de Bridas Tabla de Torque (X5) PDFDocumento32 pagineInspeccion para Ensamble de Bridas Tabla de Torque (X5) PDFDOUGLAS HENRIQUEZNessuna valutazione finora
- Modulo 3 - Pruebas en La Pelicula SecaDocumento48 pagineModulo 3 - Pruebas en La Pelicula SecaCarlos Quispe Martinez100% (2)
- 22004.sco-08 Inspeccion Visual de SoldaduraDocumento14 pagine22004.sco-08 Inspeccion Visual de SoldaduraAlberto Watkins100% (1)
- Bloque Asme Básico Español ART.4Documento1 paginaBloque Asme Básico Español ART.4miguelNessuna valutazione finora
- Asme Sec V Articulo 9 VTDocumento3 pagineAsme Sec V Articulo 9 VTRogerMachaD100% (1)
- Check List Dossier CalidadDocumento4 pagineCheck List Dossier CalidadHalvitres Ipanaque100% (1)
- Fiansa-Mec-005 Procedimiento de Prueba de VacioDocumento8 pagineFiansa-Mec-005 Procedimiento de Prueba de VacioLuis CONDORI SOTONessuna valutazione finora
- Procedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Documento6 pagineProcedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Jonathan Espinoza MejiaNessuna valutazione finora
- Limpieza Interna de Tuberia (v01)Documento6 pagineLimpieza Interna de Tuberia (v01)jplutod100% (1)
- Procedimiento de ReparaciónDocumento2 pagineProcedimiento de ReparaciónPaul Miranda GuzmanNessuna valutazione finora
- Pruebas Hidrostaticas ASME B31 3Documento23 paginePruebas Hidrostaticas ASME B31 3Heiner PalaciosNessuna valutazione finora
- Eficiencia de Juntas (Uw-12) U000 PDFDocumento20 pagineEficiencia de Juntas (Uw-12) U000 PDFYeldoReyesCórdovaNessuna valutazione finora
- Procedimientos SoldadurasDocumento13 pagineProcedimientos SoldadurasRickiemannNessuna valutazione finora
- Inspección de Soldadura Por Líquidos Penetrantes.Documento13 pagineInspección de Soldadura Por Líquidos Penetrantes.Paulo Sergio Munguia HernandezNessuna valutazione finora
- Procedimiento Reparacion de SoldaduraDocumento5 pagineProcedimiento Reparacion de Soldadurawilialexis771Nessuna valutazione finora
- Procedimiento Corte y BiseladoDocumento6 pagineProcedimiento Corte y BiseladoJavier Lozano Abril100% (3)
- Registro de Inspeccion de Doblado de TuberiaDocumento2 pagineRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaNessuna valutazione finora
- Ultrasonidos: Nivel IIDa EverandUltrasonidos: Nivel IIValutazione: 5 su 5 stelle5/5 (1)
- Especificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoDocumento4 pagineEspecificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoCarlos Quiñonez MendozaNessuna valutazione finora
- Tratamiento Termico Post SoldaduraDocumento18 pagineTratamiento Termico Post SoldaduraPedro Bravo100% (1)
- Tratamientos Térmicos de SoldadurasDocumento5 pagineTratamientos Térmicos de Soldadurasyuri_caroNessuna valutazione finora
- Soldadura Con Electrodos Ind-333Documento11 pagineSoldadura Con Electrodos Ind-333Alvaro AlvNessuna valutazione finora
- Asme B31PDocumento26 pagineAsme B31Phenry091289100% (1)
- Proc. Pequiven CalDocumento5 pagineProc. Pequiven CalErick OlavarriaNessuna valutazione finora
- Ficha 8 Tratamientos TérmicosDocumento3 pagineFicha 8 Tratamientos Térmicosluiseandrade1981100% (1)
- Exposicion de SoldaduraDocumento28 pagineExposicion de SoldaduraGabriel Torres BenturaNessuna valutazione finora
- Tolvas Superbox HTSC SACDocumento14 pagineTolvas Superbox HTSC SACwilsonschmitt100% (2)
- Soldadura de Termofusión en TuberíasDocumento9 pagineSoldadura de Termofusión en TuberíasWalther MolinaNessuna valutazione finora
- Electiva Gestión de La CalidadDocumento7 pagineElectiva Gestión de La CalidadIngriid ManriiqueNessuna valutazione finora
- Inf.31 Cooperativas - Modelos.estados ContablesDocumento26 pagineInf.31 Cooperativas - Modelos.estados ContablesGraciela Beatriz Velazco100% (1)
- Boletín - Oficial - 2010 09 21 SociedadesDocumento44 pagineBoletín - Oficial - 2010 09 21 SociedadesalejandrorfbNessuna valutazione finora
- Definición de EmpresaDocumento10 pagineDefinición de Empresaedgar murilloNessuna valutazione finora
- Gfpi-F-019 Formato Guia de Aprendizaje Fase Planeación JeanDocumento10 pagineGfpi-F-019 Formato Guia de Aprendizaje Fase Planeación JeanadielaNessuna valutazione finora
- Matriz de MantenimientoDocumento299 pagineMatriz de MantenimientoproesantNessuna valutazione finora
- SMI001122722 NAU0812092Q8 .XMLDocumento1 paginaSMI001122722 NAU0812092Q8 .XMLjsebastián Arzola RamosNessuna valutazione finora
- Proceso Estrategico II Entrega 3Documento17 pagineProceso Estrategico II Entrega 3Recursos Humanos CootransvillaNessuna valutazione finora
- Diagrama de ParetoDocumento16 pagineDiagrama de ParetoVictor ValenzuelaNessuna valutazione finora
- Trabajo de Introducción A La PetroquímicaDocumento8 pagineTrabajo de Introducción A La PetroquímicaJOSE CARLOS QUEVEDO CABARCAS ESTUDIANTE ACTIVONessuna valutazione finora
- Huntington, Samuel. (1989) - El Sobrio Significado de La Democracia PDFDocumento26 pagineHuntington, Samuel. (1989) - El Sobrio Significado de La Democracia PDFSergio Velasquez100% (1)
- PIGARS Evaluaciondesa Bolivia PDFDocumento71 paginePIGARS Evaluaciondesa Bolivia PDFClever QuirozNessuna valutazione finora
- Administración de La Producción - RSDocumento9 pagineAdministración de La Producción - RSIsrael FajardoNessuna valutazione finora
- Copia de Clinical Case 01-2019 by SlidesgoDocumento25 pagineCopia de Clinical Case 01-2019 by Slidesgoale zuniga100% (1)
- Formato Captura de Datos Antropometricos v4Documento5 pagineFormato Captura de Datos Antropometricos v4Margarita La RottaNessuna valutazione finora
- Formato de Validación de Expertos - 01-07-2023Documento1 paginaFormato de Validación de Expertos - 01-07-2023Dayli ToroNessuna valutazione finora
- Sistema Hdi Siemens Sid 801 Vs Bosch Edc15c2Documento20 pagineSistema Hdi Siemens Sid 801 Vs Bosch Edc15c2GustavoCornagliaNessuna valutazione finora
- Practica 5 EsiqieDocumento5 paginePractica 5 EsiqieDiego CaribeñoNessuna valutazione finora
- Modalidades de La Remuneración en El PerúDocumento34 pagineModalidades de La Remuneración en El PerúwilmerNessuna valutazione finora
- Pre Uso Llave de Torque HidraulicoDocumento1 paginaPre Uso Llave de Torque HidraulicoPañol Antucoya GGINessuna valutazione finora
- Guia Sena EiaDocumento6 pagineGuia Sena EiaFabian Andres Patiño Oviedo0% (1)
- Prog Unidad 04Documento47 pagineProg Unidad 04uombatNessuna valutazione finora
- A07Caracteristicas de Camaras - ACGDocumento1 paginaA07Caracteristicas de Camaras - ACGAlberth Castro GonzálezNessuna valutazione finora
- Presentacion en LineaDocumento8 paginePresentacion en Lineakaren dahiana casas sotoNessuna valutazione finora
- ScilabDocumento5 pagineScilabVillaseñor AngelNessuna valutazione finora
- Barrena IntegralDocumento2 pagineBarrena IntegralSG-SST DIONessuna valutazione finora
- PA2 - FC2 ActualizadoDocumento4 paginePA2 - FC2 ActualizadoHeiner CapchaNessuna valutazione finora
- Tarea. 3 FodaDocumento13 pagineTarea. 3 FodaJackye VasquezNessuna valutazione finora
- Santa NaturaDocumento34 pagineSanta NaturaLuis Lume QuispeNessuna valutazione finora