Potrebbero piacerti anche
- NSTS-08307 (Criteria For Preloaded Bolts)Documento38 pagineNSTS-08307 (Criteria For Preloaded Bolts)ffontanaNessuna valutazione finora
- HSFG Bolt PDFDocumento6 pagineHSFG Bolt PDFSatish PawarNessuna valutazione finora
- Pipe SupportsDocumento62 paginePipe Supportsmih1Nessuna valutazione finora
- Pip-001 Rev. A6Documento8 paginePip-001 Rev. A6anisaanNessuna valutazione finora
- Indian RDSO-Guidelines For HSFG Bolts On India RailDocumento16 pagineIndian RDSO-Guidelines For HSFG Bolts On India RailUpaliFernando100% (1)
- Pipelinesleepers SupportsDocumento1 paginaPipelinesleepers SupportsElvis OlotonNessuna valutazione finora
- 23 07 19 HVAC Piping InsulationDocumento24 pagine23 07 19 HVAC Piping InsulationSoumojit SamantaNessuna valutazione finora
- Checklist For Lighting Mast Structure Design & DrawingDocumento4 pagineChecklist For Lighting Mast Structure Design & DrawingRupesh KhandekarNessuna valutazione finora
- 9479 0801 12.10.2015 Madan Mohan Malviya Tech. University GorakhpurDocumento17 pagine9479 0801 12.10.2015 Madan Mohan Malviya Tech. University GorakhpurAnoopNessuna valutazione finora
- QES PEVC-ENG262 - Checklist For Tower Foundation Design & DrawingDocumento2 pagineQES PEVC-ENG262 - Checklist For Tower Foundation Design & DrawingRupesh KhandekarNessuna valutazione finora
- LRFD AsdDocumento9 pagineLRFD Asdshilpijain0504Nessuna valutazione finora
- Profis Anchor 2.5.0 HILTIDocumento6 pagineProfis Anchor 2.5.0 HILTIALONSO GOMEZNessuna valutazione finora
- Calculating Length of Reinforcing BarsDocumento3 pagineCalculating Length of Reinforcing BarsswarluNessuna valutazione finora
- Reinforcement: Industrial Training Report Tudawe Brothers LimitedDocumento8 pagineReinforcement: Industrial Training Report Tudawe Brothers Limitedymanfas100% (1)
- QES PEVC-ENG256 - Checklist For 33kV DP Foundation Design & DrawingDocumento2 pagineQES PEVC-ENG256 - Checklist For 33kV DP Foundation Design & Drawingrupesh417Nessuna valutazione finora
- Nelson Stud Welding - CJL Reduced Base StudsDocumento1 paginaNelson Stud Welding - CJL Reduced Base StudsStefan IonitaNessuna valutazione finora
- Seismic Design-Current Directions PDFDocumento56 pagineSeismic Design-Current Directions PDFFlorin GrigoreNessuna valutazione finora
- Optimum Design of Steel Pipe RacksDocumento17 pagineOptimum Design of Steel Pipe RacksRamesh PrabhakarNessuna valutazione finora
- ACI 318-11 Appedix DDocumento2 pagineACI 318-11 Appedix DJonathan SchauderNessuna valutazione finora
- AISC 13ed - LRFD Bolted Moment Connections Post r4Documento614 pagineAISC 13ed - LRFD Bolted Moment Connections Post r4kfischer13Nessuna valutazione finora
- Pole Base DRM Design ChartsDocumento9 paginePole Base DRM Design Chartsvananhlt18Nessuna valutazione finora
- NDS SD 208Documento1 paginaNDS SD 208mengineeringNessuna valutazione finora
- Fixotec Technical CatalogueDocumento71 pagineFixotec Technical CatalogueSaqib AliNessuna valutazione finora
- Bar Bending Schedule OF Box CulvertDocumento1 paginaBar Bending Schedule OF Box CulvertvishalNessuna valutazione finora
- COP-WFP-CHK-03-2013-v1 Civil Foundations and Pile CapsDocumento4 pagineCOP-WFP-CHK-03-2013-v1 Civil Foundations and Pile CapsMario OvejeroNessuna valutazione finora
- IES MASTER Digital Online ClassesDocumento5 pagineIES MASTER Digital Online ClassesSumanNessuna valutazione finora
- Civil Works MtoDocumento28 pagineCivil Works MtoNassim SabriNessuna valutazione finora
- Sap2000 Egitim 2 GKTDocumento32 pagineSap2000 Egitim 2 GKTAlp KuzubasiogluNessuna valutazione finora
- Engineering Journal - 4th Quarter 2010 - Design of Structural Steel Pipe RacksDocumento8 pagineEngineering Journal - 4th Quarter 2010 - Design of Structural Steel Pipe Racksger80Nessuna valutazione finora
- Bracing ConnectionsDocumento3 pagineBracing ConnectionspradeeshNessuna valutazione finora
- Pipe Weight ChartDocumento3 paginePipe Weight ChartSaravanan ManiNessuna valutazione finora
- Itp Structural Steel Work Erection BlogDocumento6 pagineItp Structural Steel Work Erection BlogIndwell RaigarhNessuna valutazione finora
- Wind Load Calculation: Project Artesia Mid Rise Building (G+28) On Plot No.676-5408 (E006) Subject Wind LoadDocumento5 pagineWind Load Calculation: Project Artesia Mid Rise Building (G+28) On Plot No.676-5408 (E006) Subject Wind LoadAbdul BasithNessuna valutazione finora
- Guidelines For Dowel Alignment in Concrete Pavements: Appendix A Review of Literature and Other Relevant InformationDocumento41 pagineGuidelines For Dowel Alignment in Concrete Pavements: Appendix A Review of Literature and Other Relevant InformationEunice Joy Tabucanon Villegas100% (1)
- Section 04 Concrete WorksDocumento32 pagineSection 04 Concrete WorksMarvin MessiNessuna valutazione finora
- Webforge HandrailsDocumento6 pagineWebforge HandrailsHezron Yopi Hendratama0% (1)
- CAL-CECL-M06 ChecklistDocumento2 pagineCAL-CECL-M06 ChecklistbillNessuna valutazione finora
- Ruukki Load Bearing Sheet DrawingsDocumento56 pagineRuukki Load Bearing Sheet DrawingsРостислав ВасилевNessuna valutazione finora
- Welcome To The Institute For Timber Construction-South Africa Itc-SaDocumento75 pagineWelcome To The Institute For Timber Construction-South Africa Itc-SaMclyb GumbieNessuna valutazione finora
- General Specifications: Specification: Checking Level: Project: Engineer (E) : Checker (C)Documento2 pagineGeneral Specifications: Specification: Checking Level: Project: Engineer (E) : Checker (C)billNessuna valutazione finora
- SOW Fabrikasi C-335-01 - 19.116.1Documento1 paginaSOW Fabrikasi C-335-01 - 19.116.1AlfanNessuna valutazione finora
- Modulus Soil Reaction E' PDFDocumento2 pagineModulus Soil Reaction E' PDFSen HuNessuna valutazione finora
- Bearing Pad - AASHTO Grade: Hohmann & Barnard, IncDocumento1 paginaBearing Pad - AASHTO Grade: Hohmann & Barnard, IncRiyuRazeNessuna valutazione finora
- Codes and Standards: Lead Engineer (E) : ProjectDocumento1 paginaCodes and Standards: Lead Engineer (E) : ProjectbillNessuna valutazione finora
- Raymond Pile BrochureDocumento16 pagineRaymond Pile Brochuremoyarek100% (4)
- Design Example of Pipe Rack StructureDocumento16 pagineDesign Example of Pipe Rack StructureJimit PayNessuna valutazione finora
- En B 373 Project 2012Documento9 pagineEn B 373 Project 2012April IngramNessuna valutazione finora
- I S C e R C S: ACI 364.2T-08Documento4 pagineI S C e R C S: ACI 364.2T-08jasminetsoNessuna valutazione finora
- Steel Design For The Civil PE and Structural SE Exams, 2nd EdDocumento1 paginaSteel Design For The Civil PE and Structural SE Exams, 2nd EdBill Paxton0% (2)
- Product Manual PM-1239-pt1-cmd2 PDFDocumento12 pagineProduct Manual PM-1239-pt1-cmd2 PDFMohd Masoom AliNessuna valutazione finora
- 8062Documento27 pagine8062Aashish Moyal100% (1)
- Pulleys - Sole Plates - Standard Sole Plate DataDocumento3 paginePulleys - Sole Plates - Standard Sole Plate DataWaris La Joi Wakatobi0% (1)
- Fastenr GradesDocumento5 pagineFastenr GradesVipul ShereNessuna valutazione finora
- Stud Bolt SpecificationDocumento8 pagineStud Bolt SpecificationsantoshblonkarNessuna valutazione finora
- IS-3757 HT BoltDocumento6 pagineIS-3757 HT BoltRam Balak RoyNessuna valutazione finora
- Bapp Preload Assem Bsen14399hr 3 HrassDocumento4 pagineBapp Preload Assem Bsen14399hr 3 HrasspolpositionNessuna valutazione finora
- BAPP-Preload-Assem-BS EN 14399HR-3-HRASS PDFDocumento4 pagineBAPP-Preload-Assem-BS EN 14399HR-3-HRASS PDFrjtcostaNessuna valutazione finora
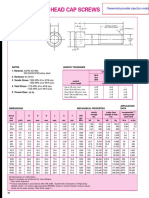
- Metric Socket Head Cap ScrewsDocumento2 pagineMetric Socket Head Cap ScrewsImam MulyonoNessuna valutazione finora
- SA RawlboltDocumento2 pagineSA Rawlboltpower_generator133850% (2)
- Circular From Maruti Regarding Depreciation Salvage ValueDocumento2 pagineCircular From Maruti Regarding Depreciation Salvage ValuepajipitarNessuna valutazione finora
- Adsec8.4 TheoryDocumento62 pagineAdsec8.4 TheorypajipitarNessuna valutazione finora
- Videocon d2h Announces Khushiyon Kee Diwali OfferDocumento7 pagineVideocon d2h Announces Khushiyon Kee Diwali OfferpajipitarNessuna valutazione finora
- 2005 RCBridge Piers IRCDocumento44 pagine2005 RCBridge Piers IRCcharmiondNessuna valutazione finora
- Beam Design Formulas With Shear and MomentDocumento20 pagineBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- India SBI Account Opening Form - IDocumento6 pagineIndia SBI Account Opening Form - IAnmol TanejaNessuna valutazione finora
- IFEM - Ch14.plane StressDocumento15 pagineIFEM - Ch14.plane StresspajipitarNessuna valutazione finora
- Lic Ecs Mandate Form EnglishDocumento3 pagineLic Ecs Mandate Form EnglishpajipitarNessuna valutazione finora
- P 06Documento26 pagineP 06pajipitarNessuna valutazione finora
- Future Smart LifeDocumento6 pagineFuture Smart LifepajipitarNessuna valutazione finora
- Evaluation of The Shear Strength of Four Pile Cap by Using Strut & Tie ModelDocumento7 pagineEvaluation of The Shear Strength of Four Pile Cap by Using Strut & Tie ModelpajipitarNessuna valutazione finora
- Container DimensionsDocumento6 pagineContainer Dimensionspajipitar100% (1)
- PSC Girder Design For ContinuityDocumento7 paginePSC Girder Design For ContinuitypajipitarNessuna valutazione finora
- CSS Lab ManualDocumento32 pagineCSS Lab ManualQaif AmzNessuna valutazione finora
- DA Savitz - Interpreting Epidemiologic Evidence - Strategies For Study Design and Analysis 2003 PDFDocumento329 pagineDA Savitz - Interpreting Epidemiologic Evidence - Strategies For Study Design and Analysis 2003 PDFrindy_bilhaniNessuna valutazione finora
- A Tutorial On Spectral Sound Processing Using Max/MSP and JitterDocumento16 pagineA Tutorial On Spectral Sound Processing Using Max/MSP and Jittertramazio0% (1)
- Nomad Pro Operator ManualDocumento36 pagineNomad Pro Operator Manualdavid_stephens_29Nessuna valutazione finora
- 02 WholeDocumento344 pagine02 WholeedithgclemonsNessuna valutazione finora
- Residual Alkalinity Nomograph by John Palmer PDFDocumento1 paginaResidual Alkalinity Nomograph by John Palmer PDFcarlos pablo pableteNessuna valutazione finora
- HydrocarbonsDocumento5 pagineHydrocarbonsClaire Danes Tabamo DagalaNessuna valutazione finora
- TOEC8431120DDocumento522 pagineTOEC8431120Dvuitinhnhd9817Nessuna valutazione finora
- 21 API Functions PDFDocumento14 pagine21 API Functions PDFjet_mediaNessuna valutazione finora
- Oculus SDK OverviewDocumento47 pagineOculus SDK OverviewparaqueimaNessuna valutazione finora
- RomerDocumento20 pagineRomerAkistaaNessuna valutazione finora
- Disc Brake System ReportDocumento20 pagineDisc Brake System ReportGovindaram Rajesh100% (1)
- New Features in IbaPDA v7.1.0Documento39 pagineNew Features in IbaPDA v7.1.0Miguel Ángel Álvarez VázquezNessuna valutazione finora
- Introduction To PercolationDocumento25 pagineIntroduction To Percolationpasomaga100% (1)
- ADA Practical File: Kartik KatariaDocumento34 pagineADA Practical File: Kartik KatariaKilari TejaNessuna valutazione finora
- Test Bank Chapter (4) : Choose The Correct AnswerDocumento2 pagineTest Bank Chapter (4) : Choose The Correct AnswerteafNessuna valutazione finora
- Review Skills 1-8Documento1 paginaReview Skills 1-8TegarNessuna valutazione finora
- Fundamentals Writing Prompts: TechnicalDocumento25 pagineFundamentals Writing Prompts: TechnicalFjvhjvgNessuna valutazione finora
- Revision Sheet Chapter 19Documento58 pagineRevision Sheet Chapter 19annaninaibNessuna valutazione finora
- Finches Statistics Student-1Documento7 pagineFinches Statistics Student-1api-319172404Nessuna valutazione finora
- Chapter VI DP and NetworkDocumento66 pagineChapter VI DP and NetworkSirgut TesfayeNessuna valutazione finora
- OK Flux 231 (F7AZ-EL12) PDFDocumento2 pagineOK Flux 231 (F7AZ-EL12) PDFborovniskiNessuna valutazione finora
- Student - The Passive Voice Without AnswersDocumento5 pagineStudent - The Passive Voice Without AnswersMichelleNessuna valutazione finora
- 1400 CFM TDocumento3 pagine1400 CFM TmahmadwasiNessuna valutazione finora
- Book Review: Laser Fundamentals, 2nd Edition by William T. SilfvastDocumento2 pagineBook Review: Laser Fundamentals, 2nd Edition by William T. SilfvastAbhishekNessuna valutazione finora
- Effect of Petrol Fumes On An Anthropometry and Ventilatory Function Among Petrol Pump Workers of Puducherry, IndiaDocumento13 pagineEffect of Petrol Fumes On An Anthropometry and Ventilatory Function Among Petrol Pump Workers of Puducherry, IndiaABHINABA GUPTANessuna valutazione finora
- Table of Trigonometric IdentitiesDocumento2 pagineTable of Trigonometric IdentitiesVaios PeritogiannisNessuna valutazione finora
- Cópia de Teste Excel - Intermediário (5166) .XLS: BIM Technology For EngineersDocumento6 pagineCópia de Teste Excel - Intermediário (5166) .XLS: BIM Technology For EngineersFernanda AzevedoNessuna valutazione finora
- Sqluser v11r1Documento199 pagineSqluser v11r1samnolenNessuna valutazione finora