Potrebbero piacerti anche
- Columbia Sportswear Quality ManualDocumento108 pagineColumbia Sportswear Quality ManualIndika Dissanayake100% (8)
- Manual - Garment Quality ManagementDocumento5 pagineManual - Garment Quality ManagementMd Majharul Islam100% (3)
- Traffic Light System in Garment IndustryDocumento11 pagineTraffic Light System in Garment IndustryGopal Dixit0% (1)
- F-02 Fabric Inspection ManualDocumento13 pagineF-02 Fabric Inspection Manualzoomerfins22100% (1)
- Garment InspectionDocumento12 pagineGarment Inspectionmohan smrNessuna valutazione finora
- Garment Production for Fashion Start-ups: Overseas Apparel Production Series, #1Da EverandGarment Production for Fashion Start-ups: Overseas Apparel Production Series, #1Nessuna valutazione finora
- Spreading and Cutting of Apparel ProductsDocumento77 pagineSpreading and Cutting of Apparel ProductskbalabalaNessuna valutazione finora
- Button Attachment SOPDocumento22 pagineButton Attachment SOPratno wijaya89% (18)
- Garment InspectionDocumento10 pagineGarment Inspectionsyed asim najam100% (7)
- 4 Point SystemDocumento6 pagine4 Point Systemapi-2649455589% (9)
- Complete SMV BankDocumento72 pagineComplete SMV BankMazharul Islam Khondokar100% (1)
- Defect Classification Zones - Garment InspectionDocumento11 pagineDefect Classification Zones - Garment InspectionGarmentLearner92% (13)
- Tesco Textile Performance Standards Part 1 - Jan 2010Documento21 pagineTesco Textile Performance Standards Part 1 - Jan 2010S.m. Ahsan50% (2)
- Apparel Quality ManagementDocumento36 pagineApparel Quality ManagementAsine AmonNessuna valutazione finora
- Garment CM Cost Estimation Using SAM or SMVDocumento4 pagineGarment CM Cost Estimation Using SAM or SMVAbdul Rabban100% (3)
- 13 Garment Defect AnalysisDocumento31 pagine13 Garment Defect AnalysisApar Singh97% (29)
- 1 - Van Koppen and Spaargaren-2020-Coursebook Environment and SocietyDocumento76 pagine1 - Van Koppen and Spaargaren-2020-Coursebook Environment and SocietyDeveloper OfficeMeteoNessuna valutazione finora
- Apparelmanufacturingprocess 140214034521 Phpapp01Documento121 pagineApparelmanufacturingprocess 140214034521 Phpapp01Bianca AndronacheNessuna valutazione finora
- Cutting Room ProceduresDocumento6 pagineCutting Room ProceduresParthin Thakkar100% (2)
- Cutting Room PlanningDocumento28 pagineCutting Room Planningsameer_mishra_589% (27)
- PP Meeting For Clothing FactoryDocumento1 paginaPP Meeting For Clothing Factorynavinvijay2100% (5)
- Quality Control Systems Used in Apparel IndustryDocumento61 pagineQuality Control Systems Used in Apparel IndustryKhuram Shah Engr100% (1)
- Marker PlanningDocumento6 pagineMarker PlanningAnkit KumarNessuna valutazione finora
- Defects Analysis of A GarmentDocumento11 pagineDefects Analysis of A GarmentDayal K Munda25% (4)
- H&M Fabric Inspection Guideline English 2014Documento12 pagineH&M Fabric Inspection Guideline English 2014Rashedul Alam100% (1)
- 10 Apparel QamanualDocumento44 pagine10 Apparel QamanualRanjeetKamatNessuna valutazione finora
- Process Flow Chart of Banswara Garment Kadaiya Unit AvinashDocumento23 pagineProcess Flow Chart of Banswara Garment Kadaiya Unit AvinashakashNessuna valutazione finora
- Knitted Trouser Operation BreakdownDocumento4 pagineKnitted Trouser Operation BreakdownMehedi Hasan100% (2)
- H&M QSR Part 01 - IntroductionDocumento7 pagineH&M QSR Part 01 - IntroductionRashedul AlamNessuna valutazione finora
- Fabric InspectionDocumento20 pagineFabric InspectionHarrison Kan100% (1)
- Thread Consumption GuideDocumento6 pagineThread Consumption GuideMohammad Saleh MusaNessuna valutazione finora
- Ann Taylor Manual 6-13-08Documento153 pagineAnn Taylor Manual 6-13-08Prasant Maharana86% (7)
- Fabric Defect Reading MaterialDocumento6 pagineFabric Defect Reading MaterialAnoop Singh100% (1)
- Flow Process in Garment IndustryDocumento5 pagineFlow Process in Garment IndustryMeeta AroraNessuna valutazione finora
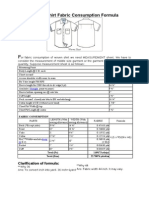
- Fabric Consumption FormulaDocumento6 pagineFabric Consumption FormulaYeamin SufiNessuna valutazione finora
- Naisargi SCAP End TermDocumento11 pagineNaisargi SCAP End TermNaisargiNessuna valutazione finora
- CuttingDocumento30 pagineCuttingsatish.121180% (5)
- Garment Bundling & Garment Sewing and AssemblingDocumento76 pagineGarment Bundling & Garment Sewing and AssemblingBijal DedhianGosarNessuna valutazione finora
- 2 - Garment InspectionDocumento23 pagine2 - Garment Inspectionhridi147Nessuna valutazione finora
- Garment InspectionDocumento93 pagineGarment InspectionShivalika Gupta100% (2)
- Catalogue of Visual Textile Defects Aasim AhmedDocumento20 pagineCatalogue of Visual Textile Defects Aasim AhmedAdi TtaNessuna valutazione finora
- Spreading and Cutting of Apparel ProductsDocumento42 pagineSpreading and Cutting of Apparel ProductsVishakha Chopra86% (7)
- MSC Presentation Apparel Consumption & CostingDocumento44 pagineMSC Presentation Apparel Consumption & Costingsaaqib100% (1)
- RQS EnglishDocumento29 pagineRQS EnglishDarkstar Turjo100% (6)
- Garment Defects - Root Cause AnalysisDocumento6 pagineGarment Defects - Root Cause AnalysisMd Majharul Islam100% (1)
- Automation in Garment ManufacturingDocumento43 pagineAutomation in Garment ManufacturingvagueNessuna valutazione finora
- National Institute of Fashion Technology Patna: Time and Action CalenderDocumento17 pagineNational Institute of Fashion Technology Patna: Time and Action CalenderKARISHMA RAJ100% (1)
- Apparel Standards Specification and Quality Control - 1Documento116 pagineApparel Standards Specification and Quality Control - 1P. Lakshmanakanth100% (3)
- Carr and Latham's Technology of Clothing ManufactureDa EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerValutazione: 4 su 5 stelle4/5 (1)
- Quality Control for Fashion Start-ups with Chris Walker: Overseas Apparel Production Series, #3Da EverandQuality Control for Fashion Start-ups with Chris Walker: Overseas Apparel Production Series, #3Valutazione: 5 su 5 stelle5/5 (1)
- Systems of GinzaDocumento24 pagineSystems of GinzaNaren RokkamNessuna valutazione finora
- Standard Operatring Procedure in Cutting RoomDocumento6 pagineStandard Operatring Procedure in Cutting RoomarivaazhiNessuna valutazione finora
- 2b.understanding Quality Procedures in Cutting & FusingDocumento11 pagine2b.understanding Quality Procedures in Cutting & Fusingn.t100% (1)
- Cutting SOPDocumento8 pagineCutting SOParvindtiwari21Nessuna valutazione finora
- Basic Technical SOP For Cutting SectionDocumento8 pagineBasic Technical SOP For Cutting SectionMonower MithuNessuna valutazione finora
- Basic SOP For Cutting Section in Apparel MFGDocumento8 pagineBasic SOP For Cutting Section in Apparel MFGFarhana Laeeq0% (3)
- Cutting SOPDocumento4 pagineCutting SOPSayed Aasim Jawaid100% (1)
- SopDocumento23 pagineSopAl Arafat RummanNessuna valutazione finora
- Cutting Section SOPDocumento4 pagineCutting Section SOPsok daraNessuna valutazione finora
- National Institute of Fashion Technology: HyderabadDocumento40 pagineNational Institute of Fashion Technology: HyderabadGreeshmaNessuna valutazione finora
- Benchmarking inGSDocumento83 pagineBenchmarking inGSRahul ChoudhuryNessuna valutazione finora
- Clothing Procurement ReportDocumento32 pagineClothing Procurement ReportRahul ChoudhuryNessuna valutazione finora
- Green Garment FactoryDocumento92 pagineGreen Garment Factoryarshiyashah75% (4)
- SpecificationDocumento2 pagineSpecificationRahul ChoudhuryNessuna valutazione finora
- Quality in Decentralised MFGDocumento15 pagineQuality in Decentralised MFGRahul ChoudhuryNessuna valutazione finora
- NIFT ISO 9001-2000 April 2008Documento38 pagineNIFT ISO 9001-2000 April 2008Rahul ChoudhuryNessuna valutazione finora
- Defects in Digital Printing FabricsBerger9 2010Documento3 pagineDefects in Digital Printing FabricsBerger9 2010Rahul ChoudhuryNessuna valutazione finora
- Work StudyDocumento30 pagineWork Studysagar0983% (6)
- Submitted To: Md. Emdad Sarker Lecturer Department of TextileDocumento38 pagineSubmitted To: Md. Emdad Sarker Lecturer Department of TextileMd Golam Kibria100% (1)
- Defects Analysis Based Visual Inspection Procedures For QualityDocumento10 pagineDefects Analysis Based Visual Inspection Procedures For QualityVartika VijayNessuna valutazione finora
- Software Maintenance Final Copy Rahul Anoop Nishant - NIFTDocumento25 pagineSoftware Maintenance Final Copy Rahul Anoop Nishant - NIFTRahul ChoudhuryNessuna valutazione finora
- DefectsDocumento9 pagineDefectsAfilal MohamedNessuna valutazione finora
- Us Ability PrinciplesDocumento2 pagineUs Ability PrinciplesSWAGAT SHAWNessuna valutazione finora
- Read "Ace and Joker" (pp.18-21) in Your Textbook. With Which Character Do You Identify The Most? Why? ExplainDocumento2 pagineRead "Ace and Joker" (pp.18-21) in Your Textbook. With Which Character Do You Identify The Most? Why? ExplainLong Phan0% (1)
- Introduction To Business Processes: Multiple Choice QuestionsDocumento12 pagineIntroduction To Business Processes: Multiple Choice QuestionsMary’s Red CherryNessuna valutazione finora
- AUDITING II GROUP ASSIGNMENT Case 3.1 A Day in The Life of Brent DorseyDocumento2 pagineAUDITING II GROUP ASSIGNMENT Case 3.1 A Day in The Life of Brent DorseyCherry Blasoom100% (1)
- The DAV MovementDocumento34 pagineThe DAV MovementrajivNessuna valutazione finora
- Intellectual Property (IP) Audit: A Legal PerspectiveDocumento22 pagineIntellectual Property (IP) Audit: A Legal PerspectiveAnswers ProblemsNessuna valutazione finora
- Generating Jobs-To-Be-Done InsightsDocumento3 pagineGenerating Jobs-To-Be-Done InsightsFerry TimothyNessuna valutazione finora
- Qualifications Explained Factsheet PDFDocumento2 pagineQualifications Explained Factsheet PDFEzebunwo NwoforNessuna valutazione finora
- InfantryDocumento8 pagineInfantryPaun Mihail CatalinNessuna valutazione finora
- 1st ContemporaryDocumento29 pagine1st ContemporaryLeah Jean VillegasNessuna valutazione finora
- 4thyr Second ExamDocumento2 pagine4thyr Second ExamPrecious Pearl0% (1)
- The Character Skills and Values of An Stier and Contains Tips and Facts On How To Excel in College.dDocumento2 pagineThe Character Skills and Values of An Stier and Contains Tips and Facts On How To Excel in College.dJoanne KelleyNessuna valutazione finora
- Data Patterns India - ADD: An Emerging Player in Defence ElectronicsDocumento34 pagineData Patterns India - ADD: An Emerging Player in Defence Electronicspal kitNessuna valutazione finora
- DLL Mapeh DemoDocumento4 pagineDLL Mapeh Demosanjosenighthighschool taclobancity100% (1)
- ITU-T Standardization ProcessDocumento11 pagineITU-T Standardization Processsharath srivatsanNessuna valutazione finora
- The Elements of DesignDocumento6 pagineThe Elements of DesignSonakshi VikranthNessuna valutazione finora
- TSL Syllabus - Geography 0460 Yr8 (Ver.2)Documento12 pagineTSL Syllabus - Geography 0460 Yr8 (Ver.2)Ezra NathanaelNessuna valutazione finora
- Mou Unisma & Uthm - CompressedDocumento11 pagineMou Unisma & Uthm - CompressedAdhitya Syarif SubangsaNessuna valutazione finora
- Hexagon PPM CADWorx P-ID Product Sheet US 2019Documento2 pagineHexagon PPM CADWorx P-ID Product Sheet US 2019delitesoftNessuna valutazione finora
- Brockton Police Log March 28, 2019Documento17 pagineBrockton Police Log March 28, 2019BBNessuna valutazione finora
- Suara TEEAM 82nd Issue E-NewsletterDocumento92 pagineSuara TEEAM 82nd Issue E-NewsletterTan Bak PingNessuna valutazione finora
- Internal Audit Non-Conformity ReportDocumento4 pagineInternal Audit Non-Conformity ReportSparrow Green StudiosNessuna valutazione finora
- School Form 7 (SF7) School Personnel Assignment List and Basic ProfileDocumento12 pagineSchool Form 7 (SF7) School Personnel Assignment List and Basic ProfileTarbz, MAEDNessuna valutazione finora
- Cooperative Learning Approach and Students Attitude Towards MathematicsDocumento13 pagineCooperative Learning Approach and Students Attitude Towards MathematicsRan RanNessuna valutazione finora
- Cognism GTMDocumento19 pagineCognism GTMshivguruashishNessuna valutazione finora
- Gregory Craig Document Protective Order - 4-12-2019Documento5 pagineGregory Craig Document Protective Order - 4-12-2019Beverly TranNessuna valutazione finora
- B1562412319 PDFDocumento202 pagineB1562412319 PDFAnanthu KGNessuna valutazione finora
- Cloud - The Future of The IT DepartmentDocumento12 pagineCloud - The Future of The IT DepartmentdimastriNessuna valutazione finora
- Pete The Cat Buttons LessonDocumento6 paginePete The Cat Buttons Lessonapi-285851205Nessuna valutazione finora