Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
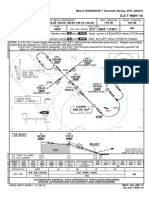
- SBCF Ils T Rwy 16 IacDocumento1 paginaSBCF Ils T Rwy 16 IacCouterNessuna valutazione finora
- Act 1 Microscope As A Biological ToolDocumento14 pagineAct 1 Microscope As A Biological ToolSidNessuna valutazione finora
- Measuring Precision EbookDocumento169 pagineMeasuring Precision EbooktomzquadNessuna valutazione finora
- Idexx PETZOO Enero 2023Documento2 pagineIdexx PETZOO Enero 2023Vetlaam Centro Medico VeterinarioNessuna valutazione finora
- Bullet Comparison MicroscopeDocumento2 pagineBullet Comparison MicroscopekeiitNessuna valutazione finora
- A-Level Physics Measuring-Instruments Simulator Pack: Developed by M.PalaoDocumento2 pagineA-Level Physics Measuring-Instruments Simulator Pack: Developed by M.PalaoboobooNessuna valutazione finora
- Iqa KC: Karachi, Pakistan Opkc/Khi Ilsorlocyrwy25LDocumento1 paginaIqa KC: Karachi, Pakistan Opkc/Khi Ilsorlocyrwy25LGuillermo Serrano KelcyNessuna valutazione finora
- Siemens Motor KodlariDocumento1 paginaSiemens Motor Kodlariakın ersözNessuna valutazione finora
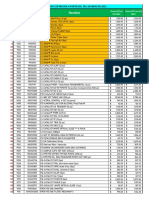
- Price List Greiner Bio-One Bioscience 2018Documento7 paginePrice List Greiner Bio-One Bioscience 2018Ryan AsyhariNessuna valutazione finora
- Pitot Static TestsetDocumento13 paginePitot Static TestsetMedaNessuna valutazione finora
- Antofagasta: Scfa - Star 3 Loa 6Documento35 pagineAntofagasta: Scfa - Star 3 Loa 6David Alejandro Aguilera RiosNessuna valutazione finora
- Metrology & Measurement Assignment (ME-504) : 5. Explain The Construction of Bordon Tube Pressure GaugeDocumento2 pagineMetrology & Measurement Assignment (ME-504) : 5. Explain The Construction of Bordon Tube Pressure GaugeSharthak GhoshNessuna valutazione finora
- Main Menu Measuring Cylinder Pipette Burette: Regular & Irregular-ShapedDocumento15 pagineMain Menu Measuring Cylinder Pipette Burette: Regular & Irregular-ShapedaisyahNessuna valutazione finora
- MMM Lab Viva QuestionsDocumento3 pagineMMM Lab Viva QuestionsdibyenindusNessuna valutazione finora
- Serology: Mallareddy Hospitals and Medical College: List of Equipment Location WiseDocumento4 pagineSerology: Mallareddy Hospitals and Medical College: List of Equipment Location WiseG.SASI KALANessuna valutazione finora
- TypesDocumento14 pagineTypesVishal PatidarNessuna valutazione finora
- Microscopes in LabsDocumento31 pagineMicroscopes in LabsGabscoline BurellNessuna valutazione finora
- PricolDocumento18 paginePricolMM Spares100% (3)
- Substrate Temperature PDocumento1 paginaSubstrate Temperature PaezeadNessuna valutazione finora
- PipettesDocumento47 paginePipettesJeramie Dean100% (1)
- RCMQ Ils36Documento1 paginaRCMQ Ils36tommyNessuna valutazione finora
- Unit2 - Overview of Sensors - Transducers - Characteristc Ic - SpecificationDocumento25 pagineUnit2 - Overview of Sensors - Transducers - Characteristc Ic - SpecificationgudduNessuna valutazione finora
- 16ec416-Electronic Measurementsand InstrumentationDocumento6 pagine16ec416-Electronic Measurementsand InstrumentationAjit PatraNessuna valutazione finora
- ASHRAE Workshop Control SamHui Part 3 PDFDocumento41 pagineASHRAE Workshop Control SamHui Part 3 PDFbilal almelegyNessuna valutazione finora
- Securetech XR3 Wireless GSM Pir Motion SensorDocumento3 pagineSecuretech XR3 Wireless GSM Pir Motion Sensorutama999Nessuna valutazione finora
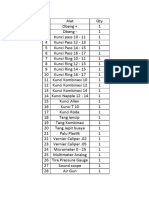
- File Alat UkkDocumento3 pagineFile Alat UkkAzizNessuna valutazione finora
- Hydrometer AnalysisDocumento10 pagineHydrometer AnalysisErika BalaniNessuna valutazione finora
- Biomedical Solenoid ValvesDocumento3 pagineBiomedical Solenoid ValvesAll Engineering ElectronicsNessuna valutazione finora
- Surat Keterangan Lulus Uji Konektivitas Tahun 2021Documento6 pagineSurat Keterangan Lulus Uji Konektivitas Tahun 2021Yedi ChrisnandhiNessuna valutazione finora
- SACAA Instruments SyllabusDocumento9 pagineSACAA Instruments SyllabusOsa AigNessuna valutazione finora