Potrebbero piacerti anche
- Embutido v1Documento2 pagineEmbutido v11rubena1Nessuna valutazione finora
- Proceso de EstampadoDocumento10 pagineProceso de EstampadoFederico De Madrignac0% (1)
- Manual de Deform 3dDocumento28 pagineManual de Deform 3dFidelVargasTapia50% (2)
- RECALCADODocumento8 pagineRECALCADONayarid OcañaNessuna valutazione finora
- Forja (Resuelto)Documento4 pagineForja (Resuelto)ruzzel10Nessuna valutazione finora
- Examen Procesos Industriales1Documento4 pagineExamen Procesos Industriales1EDGARDO JOSE TEJEDA MANGANessuna valutazione finora
- Diseñando La Parte Fija Del Molde de InyecciónDocumento11 pagineDiseñando La Parte Fija Del Molde de InyecciónAntonio EgoavilNessuna valutazione finora
- Problemas Propuestos de Troquelado de La Chapa-Semestre A-2016 PDFDocumento10 pagineProblemas Propuestos de Troquelado de La Chapa-Semestre A-2016 PDF1rubena10% (1)
- Nomenclatura Del MoldeDocumento15 pagineNomenclatura Del Moldeantonio humberto egoavilmalmaNessuna valutazione finora
- Cálculo de Cantidad de Cavidades en Moldes de Inyección (PVC)Documento5 pagineCálculo de Cantidad de Cavidades en Moldes de Inyección (PVC)Juan Carlos Acuña SalazarNessuna valutazione finora
- Calculo de Los Cordones de Rebaba en Una EstampaDocumento4 pagineCalculo de Los Cordones de Rebaba en Una EstampaAndres F. Cabrera100% (1)
- Ejercicios de ManufacturaDocumento6 pagineEjercicios de ManufacturaGerardoVPNessuna valutazione finora
- Informe de Laboratorio - Ensayo de Dureza RockwellDocumento8 pagineInforme de Laboratorio - Ensayo de Dureza RockwellDavid PadillaNessuna valutazione finora
- Ejercicios de ExtrusiónDocumento13 pagineEjercicios de ExtrusiónCristy B-flyNessuna valutazione finora
- Estirado de BarrasDocumento11 pagineEstirado de BarrasdiegoNessuna valutazione finora
- Matriz de Corte-CalculosDocumento50 pagineMatriz de Corte-Calculosmecanica2000Nessuna valutazione finora
- TaladradoDocumento3 pagineTaladradocalcetono100% (2)
- Diseño Matriceria Corte 7Documento13 pagineDiseño Matriceria Corte 7Mayra QuizhpeNessuna valutazione finora
- Asignación6 EjerciciosCap24Documento1 paginaAsignación6 EjerciciosCap24Abimelec0% (1)
- Lubricacion Con VidrioDocumento2 pagineLubricacion Con VidrioSara AguilarNessuna valutazione finora
- Tipos de Matrices de CorteDocumento23 pagineTipos de Matrices de CorteJeny MaribelNessuna valutazione finora
- Guía Del Ensayo de Torsión Sección LlenaDocumento13 pagineGuía Del Ensayo de Torsión Sección LlenaAlex Villacis HidalgoNessuna valutazione finora
- Diseño HerramentalesDocumento90 pagineDiseño HerramentalesAdan BarreraNessuna valutazione finora
- Deber Torno 201720Documento4 pagineDeber Torno 201720Carlos Alberto Andrade Naranjo100% (1)
- Operaciones de EstiradoDocumento2 pagineOperaciones de EstiradoGerson Delgado FarfanNessuna valutazione finora
- Matriz ProgresivaDocumento47 pagineMatriz ProgresivaPedro Soria Martinez71% (7)
- 3er Avance - Roladora de LaminasDocumento14 pagine3er Avance - Roladora de Laminasjuan rodolfo soncco apafataNessuna valutazione finora
- ASCAMM - Desarrollo y Estudios de Moldes de PlásticoDocumento127 pagineASCAMM - Desarrollo y Estudios de Moldes de PlásticoJosep BadiaNessuna valutazione finora
- Datos Tecnicos de TorneadoDocumento51 pagineDatos Tecnicos de TorneadoMilton Fonseca ZuritaNessuna valutazione finora
- Teoría de La Embutición de PlanchasDocumento26 pagineTeoría de La Embutición de PlanchasGerbercp Condori PalaciosNessuna valutazione finora
- Cuestionario Capitulo 15 EvaluacionDocumento3 pagineCuestionario Capitulo 15 EvaluacionCarla VillarteNessuna valutazione finora
- Corte y PunzonadoDocumento77 pagineCorte y PunzonadoDavid López100% (1)
- Mantenimiento Torno CNCDocumento209 pagineMantenimiento Torno CNCWilson Cruz Sanabria50% (2)
- Ensayo Destructivo de TensionDocumento16 pagineEnsayo Destructivo de TensionjapeleNessuna valutazione finora
- Trenes de LaminacionDocumento35 pagineTrenes de LaminacionManuel Alejandro100% (2)
- Hoja de Procesos Chapa MetálicaDocumento3 pagineHoja de Procesos Chapa MetálicaAlex AndrangoNessuna valutazione finora
- Cálculo de Tolerancias y Planos de Manufactura de Un EnsambleDocumento19 pagineCálculo de Tolerancias y Planos de Manufactura de Un Ensambleserolfitnas100% (3)
- Parte 1Documento57 pagineParte 1Yenjis H. Aimituma100% (7)
- ElectroerocionDocumento16 pagineElectroerocionalexanderNessuna valutazione finora
- Embutición de MetalesDocumento17 pagineEmbutición de MetalesAngieSerranoNessuna valutazione finora
- ExtrusiónDocumento17 pagineExtrusiónNicole SuarezNessuna valutazione finora
- Manual para El Rectificado-2-55-3-54Documento52 pagineManual para El Rectificado-2-55-3-54ALEJANDRO BERNAL SALAMANCANessuna valutazione finora
- Dimensionamiento de Una MatrizDocumento33 pagineDimensionamiento de Una MatrizSebastiánSalas0% (2)
- Apuntes de Tornos y TorneadoDocumento35 pagineApuntes de Tornos y TorneadoBoris SanhuezaNessuna valutazione finora
- Corte y PunzonadoDocumento3 pagineCorte y PunzonadoJulián VSNessuna valutazione finora
- Calculo de Fibra Neutra y Radio para MatrizDocumento11 pagineCalculo de Fibra Neutra y Radio para MatrizJonathan WilyNessuna valutazione finora
- Calculos de MatriceriaDocumento7 pagineCalculos de MatriceriaXamir Suarez AlejandroNessuna valutazione finora
- Repaso 26 30 31Documento17 pagineRepaso 26 30 31Sebastian Romero100% (1)
- Técnicas de Unión. Soldadura, Adhesivo y Uniones MecanicasDocumento39 pagineTécnicas de Unión. Soldadura, Adhesivo y Uniones MecanicasAlberto Jim100% (1)
- Diseño Tornillo de PotenciaDocumento201 pagineDiseño Tornillo de Potenciaterran313100% (1)
- Compendio Normas Diseno TroquelesDocumento138 pagineCompendio Normas Diseno Troquelesjlvgscribd100% (3)
- EmbutidoDocumento56 pagineEmbutidoAlejandro BaptistaNessuna valutazione finora
- Doblado PDFDocumento38 pagineDoblado PDFErick AlvarezNessuna valutazione finora
- PunzonadoDocumento35 paginePunzonadotecnofab20% (1)
- Estampado FrioDocumento30 pagineEstampado Friotecnofab2100% (3)
- Informe EmbutidoDocumento12 pagineInforme EmbutidoWilmar Huaccachi100% (1)
- Presentacion - Estampado en FrioDocumento39 paginePresentacion - Estampado en FrioJorge Luis Rivero PiñaNessuna valutazione finora
- Troquel para Tapa de RodilloDocumento9 pagineTroquel para Tapa de RodilloWilliam UrregoNessuna valutazione finora
- Tema 14 TrafiladoDocumento21 pagineTema 14 TrafiladoMatias Nicolas RiveroNessuna valutazione finora
- Teoria de FallasDocumento35 pagineTeoria de Fallastecnofab250% (2)
- Concentración de EsfuerzosDocumento35 pagineConcentración de Esfuerzostecnofab286% (22)
- PunzonadoDocumento35 paginePunzonadotecnofab20% (1)
- Estampado FrioDocumento30 pagineEstampado Friotecnofab2100% (3)
- Tecnologia de Fabricacion II. PresentaciónDocumento6 pagineTecnologia de Fabricacion II. Presentacióntecnofab2Nessuna valutazione finora
- DURKHEIM Explicacion ReligionDocumento7 pagineDURKHEIM Explicacion Religionnaturalezamuerta100% (1)
- Plan de Area Sociales Grado PrimeroDocumento3 paginePlan de Area Sociales Grado PrimeroEstefanía Montoya PinedaNessuna valutazione finora
- Palabras Extremeñas en Extinción (Univeridades Populares Extremeñas)Documento220 paginePalabras Extremeñas en Extinción (Univeridades Populares Extremeñas)ARBAtmj100% (1)
- Cuadro Comparativo Tipos TextosDocumento9 pagineCuadro Comparativo Tipos TextosLisseth HurtadoNessuna valutazione finora
- FA IMAT-2010-222 Produccion de Metales Ferrosos PDFDocumento11 pagineFA IMAT-2010-222 Produccion de Metales Ferrosos PDFValeria Reyes VilchezNessuna valutazione finora
- Distribuciones de MuestreoDocumento20 pagineDistribuciones de Muestreopedro5leon_2Nessuna valutazione finora
- Crisis de Identidad en El Perú y DiscriminaciónDocumento7 pagineCrisis de Identidad en El Perú y Discriminaciónecr1792% (13)
- Cuadro SinópticoDocumento5 pagineCuadro SinópticoNicolle Manyoma100% (1)
- Liderando A Gente BrillanteDocumento2 pagineLiderando A Gente BrillanteGildo100% (1)
- Vanguardia y Tradición en La Poesía de Arturo CarreraDocumento15 pagineVanguardia y Tradición en La Poesía de Arturo Carreraelbriabero9440Nessuna valutazione finora
- NT1 Comunicación UNIDAD 3 PLANIFICACIÓN JUGANDO CON LA VOCAL IDocumento15 pagineNT1 Comunicación UNIDAD 3 PLANIFICACIÓN JUGANDO CON LA VOCAL IMaria Diza Pino VargasNessuna valutazione finora
- Principios Generales de La Entrevista en Orientación EducativaDocumento23 paginePrincipios Generales de La Entrevista en Orientación EducativaMarisol BalladoNessuna valutazione finora
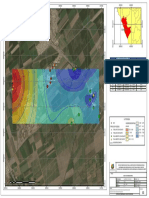
- Mapa de HidroisohipsaDocumento1 paginaMapa de HidroisohipsaRuth Alarcon MezaNessuna valutazione finora
- Objeto EstéticoDocumento16 pagineObjeto EstéticoHector Soto NogueraNessuna valutazione finora
- Plan-De-estudio-operación y Diseño Ptar 2022.Documento3 paginePlan-De-estudio-operación y Diseño Ptar 2022.Jhonatan Moreno RodriguezNessuna valutazione finora
- Informe Patrimonio CulturalDocumento6 pagineInforme Patrimonio CulturalJoseph Louis75% (4)
- Pensamiento SistémicoDocumento14 paginePensamiento SistémicoJULIETHNessuna valutazione finora
- 2do Simulacro RegionalDocumento16 pagine2do Simulacro RegionalPear CallaoNessuna valutazione finora
- Sobre La Revolución Arent PDFDocumento401 pagineSobre La Revolución Arent PDFGonzalo Garcia100% (3)
- Tarea1 Electronica DigitalDocumento15 pagineTarea1 Electronica DigitaljavierNessuna valutazione finora
- Proyecto Papas Fritas Inguela y Flaco Final CorregidoDocumento100 pagineProyecto Papas Fritas Inguela y Flaco Final CorregidoJorge Ivan Ramos Colmenares0% (1)
- EEDPDocumento13 pagineEEDPjuanNessuna valutazione finora
- Programa Analítico de 1INF06 (2018-2)Documento3 paginePrograma Analítico de 1INF06 (2018-2)JohanaNessuna valutazione finora
- Niño InteriorDocumento5 pagineNiño Interiorلیلى Leija Habib80% (5)
- Carta Gantt Segundo Medio (Lista)Documento4 pagineCarta Gantt Segundo Medio (Lista)Nicol Wachtendorff ChandíaNessuna valutazione finora
- Rubrica - ActitudDocumento1 paginaRubrica - ActitudPedro Barroso RodriguezNessuna valutazione finora
- Beige Alto TransitoDocumento1 paginaBeige Alto TransitoEstherSucapucaSantosNessuna valutazione finora
- Direccion EstrategicaDocumento3 pagineDireccion EstrategicaJessy CampoNessuna valutazione finora
- 2019-II MN216 Informe 4 Mecánica de Fluidos I FIM - UNIDocumento61 pagine2019-II MN216 Informe 4 Mecánica de Fluidos I FIM - UNIALEXANDER EMANUEL ISIDRO OLLERONessuna valutazione finora
- 02 ProbabilidadDocumento4 pagine02 Probabilidadfernanda13Nessuna valutazione finora