Potrebbero piacerti anche
- Extrusion NotesDocumento53 pagineExtrusion Noteskunal kumarNessuna valutazione finora
- Milano LecturesDocumento60 pagineMilano LecturesSkiptippNessuna valutazione finora
- Rayleigh Flow - Thermodynamics: - Steady, 1-d, Constant Area, Inviscid Flow With No External Work ButDocumento10 pagineRayleigh Flow - Thermodynamics: - Steady, 1-d, Constant Area, Inviscid Flow With No External Work ButnualdinNessuna valutazione finora
- Me307 Formula Sheet5423Documento19 pagineMe307 Formula Sheet5423Gazi FıratNessuna valutazione finora
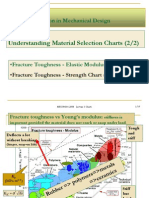
- Caceres-L3 Understanding Materials Selection ChartsDocumento23 pagineCaceres-L3 Understanding Materials Selection ChartsUngku Mohd RafiqNessuna valutazione finora
- CE 632 Shallow Foundations Part-2 HandoutDocumento7 pagineCE 632 Shallow Foundations Part-2 HandoutLouis KiwaNessuna valutazione finora
- Polymer NotesDocumento77 paginePolymer NotesAbhishekNessuna valutazione finora
- Effect of Autofrettage On Allowable Pressure of Thick-Walled CylindersDocumento5 pagineEffect of Autofrettage On Allowable Pressure of Thick-Walled CylindersdstifterNessuna valutazione finora
- Home - Iitk.ac - in - Aprashan - Ce632 - PPT - CE 632 Shallow Foundations Part-2 HandoutDocumento7 pagineHome - Iitk.ac - in - Aprashan - Ce632 - PPT - CE 632 Shallow Foundations Part-2 HandoutMani KumarNessuna valutazione finora
- ch5 EPFMDocumento32 paginech5 EPFMSelvaraji MuthuNessuna valutazione finora
- Reinforced Concrete Section PropertiesDocumento10 pagineReinforced Concrete Section PropertiesJose MLNessuna valutazione finora
- Deformation Processing - G Extrusion: ME 6222: Manufacturing Processes and Systems Prof. J.S. Colton © GIT 2009 1Documento53 pagineDeformation Processing - G Extrusion: ME 6222: Manufacturing Processes and Systems Prof. J.S. Colton © GIT 2009 1Kamal BhandariNessuna valutazione finora
- Plastic Analysis Principles for Steel StructuresDocumento31 paginePlastic Analysis Principles for Steel StructuresVarun ShastryNessuna valutazione finora
- Chap05 2Documento51 pagineChap05 2JustinNessuna valutazione finora
- Answer Key: (Jee Mains)Documento18 pagineAnswer Key: (Jee Mains)ssjatav128Nessuna valutazione finora
- Fiitjee 37 38Documento4 pagineFiitjee 37 38BHAAJI0001Nessuna valutazione finora
- Plastic Modulus CalculationDocumento12 paginePlastic Modulus Calculationp_ghosh9942Nessuna valutazione finora
- 01.introduction Integrated CircuitDocumento34 pagine01.introduction Integrated CircuitMrinmoy DeyNessuna valutazione finora
- Elastic-Plastic Fracture Mechanics: Professor S. SureshDocumento28 pagineElastic-Plastic Fracture Mechanics: Professor S. Sureshshilan_m26Nessuna valutazione finora
- RESIDUAL ELASTO-PLASTIC STRESSES ANALYSIS OF POLYMERIC THICK - WALLED PRESSURIZED CYLINDER - Hani Aziz AmeenDocumento14 pagineRESIDUAL ELASTO-PLASTIC STRESSES ANALYSIS OF POLYMERIC THICK - WALLED PRESSURIZED CYLINDER - Hani Aziz AmeenHani Aziz AmeenNessuna valutazione finora
- Switched - Capacitor by Ken MartinDocumento30 pagineSwitched - Capacitor by Ken MartinSumeet SauravNessuna valutazione finora
- Analytical solution for static analysis of composite laminates induced by piezoelectric actuatorsDocumento6 pagineAnalytical solution for static analysis of composite laminates induced by piezoelectric actuatorsbluemoon1172Nessuna valutazione finora
- Dynamics: Vector Mechanics For EngineersDocumento32 pagineDynamics: Vector Mechanics For Engineersعبدالله عمرNessuna valutazione finora
- 2-1 Speed of Sound:: &T Respectively. As ADocumento12 pagine2-1 Speed of Sound:: &T Respectively. As Aعبدالله عمرNessuna valutazione finora
- Module4 Plastictheory Rajeshsir 140806043958 Phpapp01 PDFDocumento69 pagineModule4 Plastictheory Rajeshsir 140806043958 Phpapp01 PDFEmily ShumNessuna valutazione finora
- Dynamics: Vector Mechanics For EngineersDocumento32 pagineDynamics: Vector Mechanics For EngineersKrishnakumar ThekkepatNessuna valutazione finora
- Basic Concept of Fracture MechanicsDocumento54 pagineBasic Concept of Fracture MechanicsRushiraj JaiswalNessuna valutazione finora
- Base Ring AnalysisDocumento9 pagineBase Ring Analysisasirul_meNessuna valutazione finora
- MLR Session 10 Ductile BrittleDocumento172 pagineMLR Session 10 Ductile BrittlesabbeurNessuna valutazione finora
- D Mec Frac Fatigue Part IIDocumento38 pagineD Mec Frac Fatigue Part IIsure516vNessuna valutazione finora
- Chapter 2-Mass Reactor Model (102 P)Documento102 pagineChapter 2-Mass Reactor Model (102 P)shardulkaviNessuna valutazione finora
- Machining Overview & Basics of Chip Formation MechanicsDocumento10 pagineMachining Overview & Basics of Chip Formation MechanicsManolo GipielaNessuna valutazione finora
- Rotational Dynamics and Motor ModelsDocumento22 pagineRotational Dynamics and Motor ModelsfieraminaNessuna valutazione finora
- Inversion of Dynamic Hysteretic Nonlinear Properity of Site Soil in Time DomainDocumento9 pagineInversion of Dynamic Hysteretic Nonlinear Properity of Site Soil in Time DomainNirav AcharyaNessuna valutazione finora
- Calculating torsion in narrow rectangular and hollow cross sectionsDocumento10 pagineCalculating torsion in narrow rectangular and hollow cross sectionsbatmanbittuNessuna valutazione finora
- Review: ASIC Design CMOS Delay EquationsDocumento32 pagineReview: ASIC Design CMOS Delay EquationsSurya KanthNessuna valutazione finora
- PMSM Design Part 1 - General Considerations and Rotor TypesDocumento39 paginePMSM Design Part 1 - General Considerations and Rotor Typesbitconcepts60% (5)
- NTC 2008 Example 002Documento14 pagineNTC 2008 Example 002Anitha Hassan KabeerNessuna valutazione finora
- BTEC NC - Further Mathematics For Technicians - Applied CalculusDocumento15 pagineBTEC NC - Further Mathematics For Technicians - Applied CalculusBrendan BurrNessuna valutazione finora
- Fracture: KL Murty MSE 450Documento9 pagineFracture: KL Murty MSE 450azizieh5701Nessuna valutazione finora
- Enthalpy, Entropy: State Parameters - 2 Parameters Can Describe State of GasDocumento55 pagineEnthalpy, Entropy: State Parameters - 2 Parameters Can Describe State of GasDennis Padec BwochengoNessuna valutazione finora
- Q. 1 - Q. 25 Carry One Mark EachDocumento12 pagineQ. 1 - Q. 25 Carry One Mark EachPritum SutharNessuna valutazione finora
- 2D Analysis - Simplified MethodsDocumento43 pagine2D Analysis - Simplified Methodspleyvaze100% (1)
- Mekanika Retak SedikitDocumento29 pagineMekanika Retak SedikitEko Hermawan75% (4)
- Springs (Compatibility Mode)Documento50 pagineSprings (Compatibility Mode)srwickedsunnyNessuna valutazione finora
- Preliminary Design of BRBF System: Use of Equivalent Lateral Force MethodDocumento11 paginePreliminary Design of BRBF System: Use of Equivalent Lateral Force MethodJacky TamNessuna valutazione finora
- Dynamic Damage and FragmentationDa EverandDynamic Damage and FragmentationDavid Edward LambertNessuna valutazione finora
- Mechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingDa EverandMechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingNessuna valutazione finora
- Workbook to Accompany Physics for Students of Science and EngineeringDa EverandWorkbook to Accompany Physics for Students of Science and EngineeringNessuna valutazione finora
- Materials Science and Technology of Optical FabricationDa EverandMaterials Science and Technology of Optical FabricationNessuna valutazione finora
- Answers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesDa EverandAnswers to Selected Problems in Multivariable Calculus with Linear Algebra and SeriesValutazione: 1.5 su 5 stelle1.5/5 (2)
- Solution Manual for an Introduction to Equilibrium ThermodynamicsDa EverandSolution Manual for an Introduction to Equilibrium ThermodynamicsNessuna valutazione finora
- Machine Design Elements and AssembliesDa EverandMachine Design Elements and AssembliesValutazione: 3.5 su 5 stelle3.5/5 (2)
- Tables of Coefficients for the Analysis of Triple Angular Correlations of Gamma-Rays from Aligned NucleiDa EverandTables of Coefficients for the Analysis of Triple Angular Correlations of Gamma-Rays from Aligned NucleiNessuna valutazione finora
- 3.1. EHF CAN Handball GlossaryDocumento11 pagine3.1. EHF CAN Handball GlossarylelixNessuna valutazione finora
- Wear Mechanisms8Documento10 pagineWear Mechanisms8lelixNessuna valutazione finora
- Fundamental Rules For Dimensioning and TolerancingDocumento16 pagineFundamental Rules For Dimensioning and TolerancinglelixNessuna valutazione finora
- Aerial & Die Mount CamsDocumento44 pagineAerial & Die Mount CamslelixNessuna valutazione finora
- Steels For Hot Work ApplicationsDocumento37 pagineSteels For Hot Work ApplicationslelixNessuna valutazione finora
- Introduction To Bulk-Forming ProcessesDocumento9 pagineIntroduction To Bulk-Forming ProcesseslelixNessuna valutazione finora
- Machinability of MetalsDocumento15 pagineMachinability of MetalslelixNessuna valutazione finora
- LVDT Displacement SensorsDocumento8 pagineLVDT Displacement SensorslelixNessuna valutazione finora
- Handbook of Operational Amplifier ApplicationsDocumento94 pagineHandbook of Operational Amplifier Applicationshermiit89% (9)
- Magnetism of Magnets ExplainedDocumento35 pagineMagnetism of Magnets ExplainedlelixNessuna valutazione finora
- Calibration at HBMDocumento8 pagineCalibration at HBMlelixNessuna valutazione finora
- Proportional Flow Control ValveDocumento10 pagineProportional Flow Control ValvelelixNessuna valutazione finora
- Size Effects in Manufacturing of Metallic ComponentsDocumento22 pagineSize Effects in Manufacturing of Metallic ComponentslelixNessuna valutazione finora
- Force Transducer Specifications and DimensionsDocumento4 pagineForce Transducer Specifications and DimensionslelixNessuna valutazione finora
- Strain Gauge or Load Cell Embedded Analogue AmplifierDocumento14 pagineStrain Gauge or Load Cell Embedded Analogue AmplifierlelixNessuna valutazione finora
- Alu ENDocumento44 pagineAlu ENlelixNessuna valutazione finora
- 1.1 Highlights: © 2004 by CRC Press LLCDocumento31 pagine1.1 Highlights: © 2004 by CRC Press LLClelixNessuna valutazione finora
- A New Algorithm For Initialization and Training of Beta Multi-Library Wavelets Neural NetworkDocumento22 pagineA New Algorithm For Initialization and Training of Beta Multi-Library Wavelets Neural NetworklelixNessuna valutazione finora
- Wavelet-Based 2D Multifractal Spectrum With Applications in Analysis of Digital Mammography ImagesDocumento24 pagineWavelet-Based 2D Multifractal Spectrum With Applications in Analysis of Digital Mammography ImageslelixNessuna valutazione finora
- Magnetism of Magnets ExplainedDocumento35 pagineMagnetism of Magnets ExplainedlelixNessuna valutazione finora
- Razna Oprema BuehlerDocumento38 pagineRazna Oprema BuehlerlelixNessuna valutazione finora
- Robust Wavelet Support Vector Machine For RegressionDocumento11 pagineRobust Wavelet Support Vector Machine For RegressionlelixNessuna valutazione finora
- Numerical Techniques For Optimization Problems With PDE ConstraintsDocumento19 pagineNumerical Techniques For Optimization Problems With PDE ConstraintslelixNessuna valutazione finora
- Rezalica BuehlerDocumento2 pagineRezalica BuehlerlelixNessuna valutazione finora
- Materials in ScienceDocumento16 pagineMaterials in SciencelelixNessuna valutazione finora
- Pixels Ch7Documento28 paginePixels Ch7lelixNessuna valutazione finora
- 1Documento10 pagine1Enisa Šehić-JahićNessuna valutazione finora
- 6 Dam Breach Analysis 27102021 MarceloDocumento28 pagine6 Dam Breach Analysis 27102021 MarceloZhenhe SongNessuna valutazione finora
- Assignment 3 Bearing CapacityDocumento1 paginaAssignment 3 Bearing CapacitymmNessuna valutazione finora
- AA - End Sem Question BankDocumento8 pagineAA - End Sem Question BankPilot UtsavNessuna valutazione finora
- Required Base Plate Thickness for Anchor DesignDocumento13 pagineRequired Base Plate Thickness for Anchor DesignMad WonderNessuna valutazione finora
- RTWD Series R (TM) 70-250 Ton Water-Cooled Chiller Dimension DrawingsDocumento2 pagineRTWD Series R (TM) 70-250 Ton Water-Cooled Chiller Dimension DrawingsJhon LewisNessuna valutazione finora
- Hmws Civil Final Key-2 - VG PDFDocumento54 pagineHmws Civil Final Key-2 - VG PDFMadhu KurmiNessuna valutazione finora
- Index: Combustion Technology: Essential of Flames and Burners, First Edition SDocumento3 pagineIndex: Combustion Technology: Essential of Flames and Burners, First Edition SirNessuna valutazione finora
- RCC Isolated Footing DesignDocumento3 pagineRCC Isolated Footing DesignK K Sumesh KumarNessuna valutazione finora
- Worksheet Topic 2 Lesson 2 Physical Changes AnswersDocumento3 pagineWorksheet Topic 2 Lesson 2 Physical Changes AnswersSarahNessuna valutazione finora
- Supplementary Problems HGEDocumento3 pagineSupplementary Problems HGEShiela GonzalesNessuna valutazione finora
- List o FsymbolsDocumento2 pagineList o FsymbolsAung KhantNessuna valutazione finora
- Science7 q3 Mod5 Week6 Heat-TransferDocumento24 pagineScience7 q3 Mod5 Week6 Heat-TransferJaken MackNessuna valutazione finora
- Definition of Terms Sound TheoryDocumento28 pagineDefinition of Terms Sound TheoryAnonymous 5kOS4tNessuna valutazione finora
- Hydrostatic Bearing SystemsDocumento71 pagineHydrostatic Bearing Systems1mmahoneyNessuna valutazione finora
- Pipeline SlidesDocumento14 paginePipeline Slidesc丽诗Nessuna valutazione finora
- Important Formulas on Strength of MaterialsDocumento29 pagineImportant Formulas on Strength of MaterialsAnubhav KumarNessuna valutazione finora
- KENDRIYA VIDYALAYA SANGATHAN DEHRADUN REGION SAMPLE QUESTION PAPER (2022-23) CLASS XI PHYSICSDocumento13 pagineKENDRIYA VIDYALAYA SANGATHAN DEHRADUN REGION SAMPLE QUESTION PAPER (2022-23) CLASS XI PHYSICSAmythNessuna valutazione finora
- Chapter 1 Stress Distribution in SoilsDocumento24 pagineChapter 1 Stress Distribution in Soilsanon_917763370Nessuna valutazione finora
- Lab 8 - Ciu, Cid Triaxial TestDocumento7 pagineLab 8 - Ciu, Cid Triaxial TestAmirah Shafeera0% (1)
- Lateral Outflow Over Side Weirs - Hager - 1987Documento14 pagineLateral Outflow Over Side Weirs - Hager - 1987djajadjajaNessuna valutazione finora
- HVAC DaikinDocumento48 pagineHVAC DaikinSharon LambertNessuna valutazione finora
- STI65 TNT Radiosity SolverDocumento6 pagineSTI65 TNT Radiosity SolverAnanto Yusuf WNessuna valutazione finora
- Abaqus Theory Guide (6Documento4 pagineAbaqus Theory Guide (6vinhtungbkNessuna valutazione finora
- Jaguar ClimateDocumento230 pagineJaguar ClimateHector Arenas100% (2)
- Air Separation by A Small-Scale Two-Bed Medical O Pressure Swing AdsorptionDocumento12 pagineAir Separation by A Small-Scale Two-Bed Medical O Pressure Swing AdsorptionMohammad Sbsh100% (2)
- Hydraulic Sheet8 - AccumulatorsDocumento2 pagineHydraulic Sheet8 - AccumulatorsAmany SobhyNessuna valutazione finora
- COOLING TOWER With Solved Problems PDFDocumento6 pagineCOOLING TOWER With Solved Problems PDFjay TanshiNessuna valutazione finora
- Local Media3983018567083363738Documento6 pagineLocal Media3983018567083363738Venus Kate GevaNessuna valutazione finora
- Mechanical Stress QuestionsDocumento6 pagineMechanical Stress QuestionsChi De LeonNessuna valutazione finora
- Reinforced Concrete Element: Design of Biaxial Bending and CompressionDocumento15 pagineReinforced Concrete Element: Design of Biaxial Bending and CompressionZefira WisnaNessuna valutazione finora