Potrebbero piacerti anche
- Primer Examen de Conformado II Práctica ProblemasDocumento2 paginePrimer Examen de Conformado II Práctica ProblemasEver GuimarayNessuna valutazione finora
- Ledeburita - Wikipedia, La Enciclopedia LibreDocumento4 pagineLedeburita - Wikipedia, La Enciclopedia LibreMiguel HerreraNessuna valutazione finora
- CONVERTIDOR LD U Horno de Afino de Oxígeno BásicoDocumento2 pagineCONVERTIDOR LD U Horno de Afino de Oxígeno BásicoPiedriTa Jr A AlvarezNessuna valutazione finora
- Cermet PresentaciónDocumento16 pagineCermet PresentaciónLucianoBorasiNessuna valutazione finora
- Reporte PavonadoDocumento6 pagineReporte PavonadoRicardo Humberto GallegosNessuna valutazione finora
- Proceso de LaminacionDocumento9 pagineProceso de LaminacionsupersonicogtNessuna valutazione finora
- SOLDADURA CON HAZ DE ELECTRONES FinalDocumento28 pagineSOLDADURA CON HAZ DE ELECTRONES FinalRey David Castillo VegaNessuna valutazione finora
- Materiales PlásticosDocumento8 pagineMateriales Plásticosnicolas3vexelmanNessuna valutazione finora
- TREFILADODocumento28 pagineTREFILADOGib ArNessuna valutazione finora
- La Forja Como Tal Estirado y ExtrusionDocumento36 pagineLa Forja Como Tal Estirado y ExtrusionJuan Carlos Regalado AnguianoNessuna valutazione finora
- Primer Parcial de Soldadura I Sem 2021Documento4 paginePrimer Parcial de Soldadura I Sem 2021CHRISTIAN COLLAZOS PARDAVENessuna valutazione finora
- Embutido de MetalesDocumento9 pagineEmbutido de MetalesMIGUELTRX100% (1)
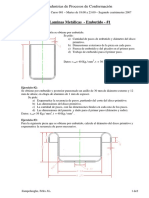
- Ejercicios de Conformado de MetalesDocumento3 pagineEjercicios de Conformado de MetalesJasmin De La Torre Cabrera100% (2)
- Clase Deformacion PlasticaDocumento11 pagineClase Deformacion PlasticaGonzalo LezooNessuna valutazione finora
- Trabajo en TibioDocumento2 pagineTrabajo en TibioDarkSilentor Onpixels100% (1)
- Resumen Proceso de LaminacionDocumento3 pagineResumen Proceso de LaminacionRodrigo AquipuchoNessuna valutazione finora
- Ii Lab Mecànica de FracturaDocumento18 pagineIi Lab Mecànica de FracturaJose Paul Mantilla VitonNessuna valutazione finora
- TAREA GRUPAL 1 EJERCICIOS DE LAS UNIDADES I Y II IncooompletoooDocumento9 pagineTAREA GRUPAL 1 EJERCICIOS DE LAS UNIDADES I Y II IncooompletoooJosep Brayan LozaNessuna valutazione finora
- Ejercicios Segundo ParcialDocumento9 pagineEjercicios Segundo ParcialFernanda GarmendiaNessuna valutazione finora
- Trefilado (Acero)Documento127 pagineTrefilado (Acero)3114885100% (2)
- PulvimetalurgiaDocumento26 paginePulvimetalurgiamutantrockNessuna valutazione finora
- Fundicion Por RevestimientoDocumento12 pagineFundicion Por RevestimientoEl Chocorrol ChocolatosoNessuna valutazione finora
- Elaboracion de Machos para FundicionDocumento24 pagineElaboracion de Machos para FundicionRicardoFloresPerez100% (1)
- Conformabilidad de MetalesDocumento8 pagineConformabilidad de MetalesCristian GarcíaNessuna valutazione finora
- Embutido v1Documento2 pagineEmbutido v11rubena1Nessuna valutazione finora
- Chapa MetálicaDocumento8 pagineChapa MetálicaPablitoNessuna valutazione finora
- Solucionario KalpajianDocumento116 pagineSolucionario KalpajianAntezana FernandoNessuna valutazione finora
- SinterizadoDocumento6 pagineSinterizadoNicolas TorresNessuna valutazione finora
- Metalurgia de PolvosDocumento10 pagineMetalurgia de PolvosReyKiremNessuna valutazione finora
- 6.1 Clasificación de Los Procesos de Tratamientos TérmicosDocumento28 pagine6.1 Clasificación de Los Procesos de Tratamientos TérmicosDaniel Valdespino DiazNessuna valutazione finora
- Vaciado en ArenaDocumento37 pagineVaciado en ArenaClaudia CornejoNessuna valutazione finora
- ExtrusionDocumento17 pagineExtrusionJuan Esteban Nagel0% (1)
- Metalografia Acero 4140 VespertinoDocumento10 pagineMetalografia Acero 4140 VespertinoGabrielNessuna valutazione finora
- Elaboracion de Noyos Informe 4Documento14 pagineElaboracion de Noyos Informe 4Ariel DíazNessuna valutazione finora
- Informe TrefiladoDocumento13 pagineInforme TrefiladoLucia Valeria Calderon NogueraNessuna valutazione finora
- Tecnologia para Recuperación de Arenas - TadashiDocumento67 pagineTecnologia para Recuperación de Arenas - TadashiDiego ChavezNessuna valutazione finora
- Procesos de Refinacion SecundariaDocumento1 paginaProcesos de Refinacion SecundariaLuis100% (1)
- Materiales para Herramientas (Acabado-Mini)Documento18 pagineMateriales para Herramientas (Acabado-Mini)Alberto Orihuela100% (1)
- Ejercicios de LaminadoDocumento2 pagineEjercicios de LaminadoJonathanAB-DiazNessuna valutazione finora
- 2019-II MC214 Cuestionario de Trefilado - Procesos de Manufactura II - 2019 II - FIM - UNIDocumento4 pagine2019-II MC214 Cuestionario de Trefilado - Procesos de Manufactura II - 2019 II - FIM - UNIALEXANDER EMANUEL ISIDRO OLLERONessuna valutazione finora
- Modelos de Fundicion.Documento11 pagineModelos de Fundicion.andresct1214Nessuna valutazione finora
- Mecanismos de EndurecimientoDocumento7 pagineMecanismos de EndurecimientoMatías CórdovaNessuna valutazione finora
- Calculos de La Mazarota y Bebederos ImportanteDocumento24 pagineCalculos de La Mazarota y Bebederos ImportantePau Lita100% (1)
- Hornos de FundicionDocumento9 pagineHornos de FundicionFleur D'oiseau Céleste FbcaNessuna valutazione finora
- Deformación en FrioDocumento45 pagineDeformación en Friosuilanro50% (2)
- Que Son Los Aceros Especiales o AleadosDocumento17 pagineQue Son Los Aceros Especiales o AleadosHelio Miguel Gutierrez CutipaNessuna valutazione finora
- Recristalización EstáticaDocumento5 pagineRecristalización Estáticaeli saul alvarez pradaNessuna valutazione finora
- Fundición y ColadaDocumento10 pagineFundición y ColadaFortino Gil OrtizNessuna valutazione finora
- Recocido y Normalizado ACERO 01Documento6 pagineRecocido y Normalizado ACERO 01Jose Aderlin Mejia Campos100% (1)
- Curvas TTTDocumento8 pagineCurvas TTTEnrique Rivera QuiñonesNessuna valutazione finora
- PulvimetalurgiaDocumento12 paginePulvimetalurgiaJulio Cesar Trejos Carrillo100% (1)
- 2019-II MC214 Cuestionario de Laminado - Procesos de Manufactura II - 2019 II - FIM - UNIDocumento5 pagine2019-II MC214 Cuestionario de Laminado - Procesos de Manufactura II - 2019 II - FIM - UNIALEXANDER EMANUEL ISIDRO OLLERONessuna valutazione finora
- Capìtulo 9 Schey Procesos de Deformaciòn VolumètricaDocumento55 pagineCapìtulo 9 Schey Procesos de Deformaciòn VolumètricaMiguel Angel López Navarrete100% (1)
- 7 Laminado y TrefiladoDocumento18 pagine7 Laminado y TrefiladoKei Kurono KuronoNessuna valutazione finora
- Deformacion Volumetrica en Metales PDFDocumento18 pagineDeformacion Volumetrica en Metales PDFIngridNessuna valutazione finora
- Deformación VolumetricaDocumento6 pagineDeformación VolumetricaStefanyNessuna valutazione finora
- El LaminadoDocumento26 pagineEl LaminadodavidpenaherreraNessuna valutazione finora
- Proceso de LaminadoDocumento18 pagineProceso de LaminadoJunior QuispeNessuna valutazione finora
- MC216 - Informe 5Documento28 pagineMC216 - Informe 5nickNessuna valutazione finora
- Cartilla 22-522Documento1 paginaCartilla 22-522AdrianVargasNessuna valutazione finora
- Analisis Procesos Unitarios Und 1 34306Documento53 pagineAnalisis Procesos Unitarios Und 1 34306francoNessuna valutazione finora
- Informe Revisión Dirección Ejercicio 2018Documento43 pagineInforme Revisión Dirección Ejercicio 2018Patty OrtizNessuna valutazione finora
- El Cabezal ExtrusorDocumento6 pagineEl Cabezal ExtrusorLuis Gavilanez AcostaNessuna valutazione finora
- La Extracción de Hidrocarburos Aromáticos de Petróleo Utilizando FurfuralDocumento10 pagineLa Extracción de Hidrocarburos Aromáticos de Petróleo Utilizando FurfuralLuis Alberto Flores RiojaNessuna valutazione finora
- Tesis Sobre PeletizacionDocumento97 pagineTesis Sobre PeletizacionGelbert Pedro Alzamora Valle100% (1)
- Lab 3-Caracterización de Elementos de CircuitosDocumento16 pagineLab 3-Caracterización de Elementos de CircuitosDani Medina B'Nessuna valutazione finora
- El Niño Que Domo El Viento - Gonzalo MartinezDocumento2 pagineEl Niño Que Domo El Viento - Gonzalo MartinezGMartinez MartinezNessuna valutazione finora
- GUÍA PRAC. FENOM. TRANSF. Nro 09Documento17 pagineGUÍA PRAC. FENOM. TRANSF. Nro 09REBIELKNessuna valutazione finora
- Via JeroDocumento173 pagineVia JeroDiegoNessuna valutazione finora
- Estrategia NacionalDocumento61 pagineEstrategia NacionalZeque MoralesNessuna valutazione finora
- Encuesta CocoEbanitosDocumento4 pagineEncuesta CocoEbanitosCarlos FreireNessuna valutazione finora
- Prueba Teorica Practica SolucionesDocumento43 paginePrueba Teorica Practica SolucionesMaria Veronica Mondaca EspinozaNessuna valutazione finora
- La Brigada de EmergenciaDocumento12 pagineLa Brigada de EmergenciaLex KNessuna valutazione finora
- COF - Intensidad de Las Ondas Sonoras PeriodicasDocumento14 pagineCOF - Intensidad de Las Ondas Sonoras Periodicaskitty monitogringoNessuna valutazione finora
- Proyecto Instalación Sistema Fotovoltaico Off-GridDocumento7 pagineProyecto Instalación Sistema Fotovoltaico Off-Griderwin chauraNessuna valutazione finora
- OyC Semana 08Documento32 pagineOyC Semana 08CM LCNessuna valutazione finora
- EXPOSICIONDocumento10 pagineEXPOSICIONJennifer Moliina OliverosNessuna valutazione finora
- TP1.Electrostática-FINAL Parte 2Documento3 pagineTP1.Electrostática-FINAL Parte 2nahuelgalloNessuna valutazione finora
- Maquinas de AbsorcionDocumento28 pagineMaquinas de AbsorcionmarcoNessuna valutazione finora
- Repaso para El Examen de Confrontacion de Ciencias II Bloque 3Documento2 pagineRepaso para El Examen de Confrontacion de Ciencias II Bloque 3Lupita Torres GuzmanNessuna valutazione finora
- CATENARIADocumento12 pagineCATENARIACarlos Pancca100% (1)
- I. Tópicos GeneralesDocumento5 pagineI. Tópicos GeneralesNicol Torres RamirezNessuna valutazione finora
- 2-Subestaciones Electricas, ImpartirDocumento20 pagine2-Subestaciones Electricas, ImpartirAlbert Lara100% (1)
- Apuntes para La Presentación DTI's UNAM (Chequen Este, Esta Resumido)Documento25 pagineApuntes para La Presentación DTI's UNAM (Chequen Este, Esta Resumido)Omar HerreraNessuna valutazione finora
- TFG - Lucas J. Vallejo Bobbio-Definitiva PDFDocumento144 pagineTFG - Lucas J. Vallejo Bobbio-Definitiva PDFELam OlguinNessuna valutazione finora
- Catalogo Conermex 2021Documento70 pagineCatalogo Conermex 2021carlos chavarroNessuna valutazione finora
- Termodinamica IDocumento253 pagineTermodinamica IJOSIMAR COHAILA100% (1)
- Trabajo CompresoresDocumento34 pagineTrabajo CompresoresFelipe RamirezNessuna valutazione finora
- Csikszentmihalyi, M. (1998) - Capítulo 14. Potenciando La Creatividad Personal. en Creatividad. El Fluir y La Psicología Del Descubrimiento y La Invención. Barcelona PaidósDocumento17 pagineCsikszentmihalyi, M. (1998) - Capítulo 14. Potenciando La Creatividad Personal. en Creatividad. El Fluir y La Psicología Del Descubrimiento y La Invención. Barcelona PaidósKhristianKraouli0% (1)