Potrebbero piacerti anche
- Create and manage functional locations and equipmentDocumento2 pagineCreate and manage functional locations and equipmentprasadNessuna valutazione finora
- Sap Plant MaintenanceDocumento10 pagineSap Plant Maintenancemahesh_rai44Nessuna valutazione finora
- Sap PM BajajDocumento4 pagineSap PM BajajrakeshranNessuna valutazione finora
- PM OverviewDocumento25 paginePM Overviewmohitamitabh20Nessuna valutazione finora
- New Optimization Modules For Electrode Control Systems of Ac Electric Arc FurnacesDocumento12 pagineNew Optimization Modules For Electrode Control Systems of Ac Electric Arc FurnacesIgor100% (1)
- SAP PM Standard Reports: Damage Analysis Mci5Documento19 pagineSAP PM Standard Reports: Damage Analysis Mci5Gowtham Krishna MagantiNessuna valutazione finora
- Module4 0 - PM - Notification - Overview24 04 2013 - v1 0Documento39 pagineModule4 0 - PM - Notification - Overview24 04 2013 - v1 0pganoelNessuna valutazione finora
- SAP PM Standard Reports GuideDocumento19 pagineSAP PM Standard Reports GuideDINESH SINGH BHATINessuna valutazione finora
- Sap PMDocumento2 pagineSap PMr.m.ram2340% (1)
- SAP PM Course SyllabusDocumento3 pagineSAP PM Course Syllabusyash0% (1)
- FI S. No General Ledger T-Code S. NoDocumento6 pagineFI S. No General Ledger T-Code S. NoTejendra SoniNessuna valutazione finora
- Sap PMDocumento22 pagineSap PMVamshisir0% (1)
- Shutdown PlanningDocumento4 pagineShutdown PlanningSaif Ali MominNessuna valutazione finora
- Training Manual: Sap Plant Maintenance ModuleDocumento62 pagineTraining Manual: Sap Plant Maintenance ModulemallinathaNessuna valutazione finora
- User Manual: (Create Maintenance Plan)Documento9 pagineUser Manual: (Create Maintenance Plan)NofriadiNessuna valutazione finora
- SAP PM BenefitsDocumento1 paginaSAP PM BenefitskdgkamlakarNessuna valutazione finora
- SAP PM Transaction CodesDocumento2 pagineSAP PM Transaction CodesBoopathi - (Officer/Instrumentation/Maintenance/Tirunelveli)Nessuna valutazione finora
- Let's Learn SAP Plant MaintenanceDocumento20 pagineLet's Learn SAP Plant MaintenanceRahul Aryan100% (1)
- SAP PM Transaction Codes With Explanations PDFDocumento25 pagineSAP PM Transaction Codes With Explanations PDFDiego MatosNessuna valutazione finora
- Plant MaintenanceDocumento1 paginaPlant Maintenancekum_nirajNessuna valutazione finora
- Material Management ERP-SAPDocumento50 pagineMaterial Management ERP-SAPNuman Rox100% (1)
- SAP - PM Module Question & Answers With ExplainationDocumento19 pagineSAP - PM Module Question & Answers With ExplainationShashanka KshetrapalasharmaNessuna valutazione finora
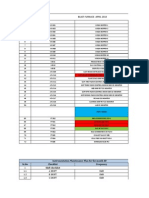
- Blast Furnace - April 2014: SR - No Checklist Frequency Shift Checklist Instrumentation Maintenance Plan For The month-BFDocumento11 pagineBlast Furnace - April 2014: SR - No Checklist Frequency Shift Checklist Instrumentation Maintenance Plan For The month-BFShiva Prakasam PernetiNessuna valutazione finora
- Technical system assignment types and locationsDocumento14 pagineTechnical system assignment types and locationsFrancisco Coutinho JuniorNessuna valutazione finora
- PM User Manual Breakdown OrderDocumento18 paginePM User Manual Breakdown OrderKusam AvinashNessuna valutazione finora
- Status Management in SAP PMDocumento8 pagineStatus Management in SAP PMHarmeet SinghNessuna valutazione finora
- SAP PM - AllDocumento181 pagineSAP PM - AllRahul0% (1)
- Idle Mind of A SAP PM ConsultantDocumento81 pagineIdle Mind of A SAP PM Consultantr.m.ram234100% (2)
- PM T CodesDocumento9 paginePM T CodesRehan KhanNessuna valutazione finora
- Overview of Plant Maintenance Processes in SAPDocumento3 pagineOverview of Plant Maintenance Processes in SAPadi8066Nessuna valutazione finora
- PM200 Corrective MaintenanceDocumento122 paginePM200 Corrective MaintenanceSrinivas N GowdaNessuna valutazione finora
- PM01 - PM Master DataDocumento32 paginePM01 - PM Master DataSandeepNessuna valutazione finora
- AHG SAP PM Overview 1 0 RevDocumento42 pagineAHG SAP PM Overview 1 0 RevrahultalariNessuna valutazione finora
- SAP S4 Hana Asset Management and Plant Maintenance EssentialsDocumento3 pagineSAP S4 Hana Asset Management and Plant Maintenance Essentialsphogat100% (1)
- Equipment Task List in SAP PMDocumento14 pagineEquipment Task List in SAP PMkumar100% (1)
- Plant Maintenance For Technical AssetsDocumento6 paginePlant Maintenance For Technical AssetsYakub ShahNessuna valutazione finora
- PM OverviewDocumento143 paginePM OverviewRam KumarNessuna valutazione finora
- Preventive Maintenance Plan in SAP PMDocumento41 paginePreventive Maintenance Plan in SAP PMVanderson José Dos SantosNessuna valutazione finora
- PM FioriDocumento10 paginePM FioriDINESH SINGH BHATINessuna valutazione finora
- Add Defect / Deviation: Processing of Notification Need To Be Delayed/ Defects Analysis Not CompletedDocumento1 paginaAdd Defect / Deviation: Processing of Notification Need To Be Delayed/ Defects Analysis Not CompletedkdgkamlakarNessuna valutazione finora
- Electrical Maintenance Standard Operative Procedure - Detailed ProceduresDocumento1 paginaElectrical Maintenance Standard Operative Procedure - Detailed ProceduresamlmrsscontrolNessuna valutazione finora
- 001 PM Configurations in SAPDocumento24 pagine001 PM Configurations in SAPsumitNessuna valutazione finora
- PM Master Data Template v1Documento250 paginePM Master Data Template v1Ram Kumar50% (2)
- SAP PM Transaction CodesDocumento14 pagineSAP PM Transaction CodesRafis S NúñezNessuna valutazione finora
- Idle Mind of A SAP PM ConsultantDocumento78 pagineIdle Mind of A SAP PM ConsultantRam KumarNessuna valutazione finora
- Cut Over Activities - Plant Maintenance - SAP Easy Access - SAP BlogsDocumento7 pagineCut Over Activities - Plant Maintenance - SAP Easy Access - SAP BlogsOmprakashNessuna valutazione finora
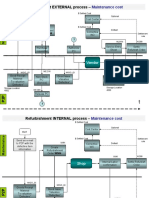
- Refurbishment Diagrams Include WS05Documento6 pagineRefurbishment Diagrams Include WS05Apolinar Arrieta RomeroNessuna valutazione finora
- How to Create Change Display Routing in SAP PPDocumento7 pagineHow to Create Change Display Routing in SAP PPKoustubha KhareNessuna valutazione finora
- Sap PM Master DataDocumento49 pagineSap PM Master DataseenusrinivasNessuna valutazione finora
- Material Availability Check in Maintenance Order - SAP BlogsDocumento14 pagineMaterial Availability Check in Maintenance Order - SAP BlogsVenkat ChakriNessuna valutazione finora
- Sap T CodesDocumento4 pagineSap T CodesAnil Padarthi100% (1)
- EMS311 Chap1Documento26 pagineEMS311 Chap1saidyharuna000Nessuna valutazione finora
- Maintenance Management QA CHPDocumento7 pagineMaintenance Management QA CHPjasminezaidNessuna valutazione finora
- Minimum Learing Material - MaintenanceDocumento144 pagineMinimum Learing Material - MaintenanceSaravanan Ak100% (1)
- Design Maintainability Report Group 2 Final Na Final NaDocumento40 pagineDesign Maintainability Report Group 2 Final Na Final NaEren Kruger100% (1)
- Maintenance ManagementDocumento29 pagineMaintenance ManagementRk SharmaNessuna valutazione finora
- E.maintenance Chapter III Primciple and Horizons of Maintenance ManagmentDocumento76 pagineE.maintenance Chapter III Primciple and Horizons of Maintenance ManagmentSamuel GideyNessuna valutazione finora
- Lect 2 OverviewDocumento24 pagineLect 2 OverviewRNessuna valutazione finora
- Maintenance ManagementDocumento112 pagineMaintenance ManagementNiveditaKumari100% (11)
- GHKDocumento2 pagineGHKapi-26042912Nessuna valutazione finora
- GHK FacilitiesDocumento6 pagineGHK Facilitiesapi-26042912Nessuna valutazione finora
- Fpress EnclDocumento1 paginaFpress Enclapi-26042912Nessuna valutazione finora
- Final - Notif September 2007Documento347 pagineFinal - Notif September 2007api-26042912Nessuna valutazione finora
- FM 2007 Training PlanDocumento4 pagineFM 2007 Training Planapi-26042912Nessuna valutazione finora
- FMGHK 07Documento6 pagineFMGHK 07api-26042912Nessuna valutazione finora
- Fpress EnclDocumento1 paginaFpress Enclapi-26042912Nessuna valutazione finora
- Flood Control EstimateDocumento43 pagineFlood Control Estimateapi-26042912Nessuna valutazione finora
- Deepwell Jan-AugDocumento1 paginaDeepwell Jan-Augapi-26042912Nessuna valutazione finora
- Delivery 08-30-2007-New DELIVERYDocumento2 pagineDelivery 08-30-2007-New DELIVERYapi-26042912Nessuna valutazione finora
- EOP-24-8.4 - GHK in TableDocumento3 pagineEOP-24-8.4 - GHK in Tableapi-26042912Nessuna valutazione finora
- Del Update 09-13-07Documento1 paginaDel Update 09-13-07api-26042912Nessuna valutazione finora
- Eop 24 8.4Documento2 pagineEop 24 8.4api-26042912Nessuna valutazione finora
- Faci - Report September 2007Documento1 paginaFaci - Report September 2007api-26042912Nessuna valutazione finora
- CPMDocumento1 paginaCPMapi-26042912Nessuna valutazione finora
- Projects Update 10-17-07Documento1 paginaProjects Update 10-17-07api-26042912Nessuna valutazione finora
- 2007 MR PriDocumento156 pagine2007 MR Priapi-26042912Nessuna valutazione finora
- TNA-Facilities 2007Documento5 pagineTNA-Facilities 2007api-26042912Nessuna valutazione finora
- Eng - Maint 2007 Training PlanDocumento4 pagineEng - Maint 2007 Training Planapi-26042912Nessuna valutazione finora
- CIP AUG 31 2007 - ConsolidatedDocumento10 pagineCIP AUG 31 2007 - Consolidatedapi-26042912Nessuna valutazione finora
- Sir RollyDocumento1 paginaSir Rollyapi-26042912Nessuna valutazione finora
- Audit Findings - Corrective ActionsDocumento6 pagineAudit Findings - Corrective Actionsapi-26042912Nessuna valutazione finora
- ChitDocumento3 pagineChitapi-26042912Nessuna valutazione finora
- Projects Update 10-16-07Documento4 pagineProjects Update 10-16-07api-26042912Nessuna valutazione finora
- BikesDocumento2 pagineBikesapi-26042912Nessuna valutazione finora
- 2007 MR Facilities 10-16-2007Documento6 pagine2007 MR Facilities 10-16-2007api-26042912Nessuna valutazione finora
- Aus Tin 20104493Documento166 pagineAus Tin 20104493david_llewellyn_smithNessuna valutazione finora
- Technical Delivery Manager IT EDM 040813Documento2 pagineTechnical Delivery Manager IT EDM 040813Jagadish GaglaniNessuna valutazione finora
- Mahindra Annual Report SummaryDocumento3 pagineMahindra Annual Report Summaryvishakha AGRAWALNessuna valutazione finora
- Solutions Manual: Introducing Corporate Finance 2eDocumento9 pagineSolutions Manual: Introducing Corporate Finance 2eMane Scal JayNessuna valutazione finora
- OMB Memo Re: Reducing Regulatory Burden For Federal AgenciesDocumento12 pagineOMB Memo Re: Reducing Regulatory Burden For Federal AgenciesFedSmith Inc.100% (1)
- Orientation and TrainingDocumento28 pagineOrientation and TrainingSunny Ramesh SadnaniNessuna valutazione finora
- On Competitive StrategiesDocumento33 pagineOn Competitive Strategiesmmjmmj100% (1)
- 543534534534534Documento51 pagine543534534534534thanhhai5791Nessuna valutazione finora
- FAR Study Guide - Students Notes - Updated Jan 2020Documento168 pagineFAR Study Guide - Students Notes - Updated Jan 2020sa guNessuna valutazione finora
- XenArmor Software LicenseDocumento4 pagineXenArmor Software LicenseAle RoqueNessuna valutazione finora
- Asm1 - Bee - Ha Thi VanDocumento25 pagineAsm1 - Bee - Ha Thi VanVân HàNessuna valutazione finora
- Kavanagh4e PPT01Documento24 pagineKavanagh4e PPT01colin0% (1)
- CMA TOPIC4 Differential Analysis (Chapter 14) PDFDocumento3 pagineCMA TOPIC4 Differential Analysis (Chapter 14) PDF靳雪娇Nessuna valutazione finora
- SOP FinalDocumento16 pagineSOP FinalAvinash SinghNessuna valutazione finora
- DL-6104 - Business LawDocumento358 pagineDL-6104 - Business LawTiki TakaNessuna valutazione finora
- Quarter 1 Lesson 1Documento24 pagineQuarter 1 Lesson 1Princess Demandante BallesterosNessuna valutazione finora
- ABCs of Relationship Selling Through Service 12th Edition Futrell Solutions Manual 1Documento251 pagineABCs of Relationship Selling Through Service 12th Edition Futrell Solutions Manual 1autumn100% (26)
- Defacto Veritas Certification PVT LTD - Company ProfileDocumento6 pagineDefacto Veritas Certification PVT LTD - Company Profileadnan hakimNessuna valutazione finora
- Certificacion RUPDocumento284 pagineCertificacion RUPegarciac77Nessuna valutazione finora
- 1 LiabilitiesDocumento39 pagine1 LiabilitiesDiana Faith TaycoNessuna valutazione finora
- Yamal NCND IMFPA DE JP54 - 17 DICIEMBRE CONTRATODocumento15 pagineYamal NCND IMFPA DE JP54 - 17 DICIEMBRE CONTRATOyuzmely67% (3)
- Icaew Mi - WorkbookDocumento452 pagineIcaew Mi - WorkbookDương Ngọc100% (2)
- Review Question in Engineering Management Answer KeyDocumento9 pagineReview Question in Engineering Management Answer KeysephNessuna valutazione finora
- CH 02Documento37 pagineCH 02Tosuki HarisNessuna valutazione finora
- Study Guide 7 Entrepreneurship 1Documento43 pagineStudy Guide 7 Entrepreneurship 1Cathlyne Mejia NatnatNessuna valutazione finora
- Dissolution QuestionsDocumento5 pagineDissolution Questionsstudyystuff7Nessuna valutazione finora
- Vietnam Banking and Financial Services Report Q1 2019Documento53 pagineVietnam Banking and Financial Services Report Q1 2019Nguyen QuyetNessuna valutazione finora
- The Wework Company: Internationalization Strategy of A Born GlobalDocumento9 pagineThe Wework Company: Internationalization Strategy of A Born GlobalSeemaNessuna valutazione finora
- Design Bid BuildDocumento4 pagineDesign Bid Buildellenaj.janelle6984Nessuna valutazione finora
- Breakfast is the Most Important Meal: Starting a Pancake House BusinessDocumento28 pagineBreakfast is the Most Important Meal: Starting a Pancake House BusinessChristian Lim100% (1)