Potrebbero piacerti anche
- Milling Tech Info FormulasDocumento5 pagineMilling Tech Info Formulasசிலம்பரசன் செல்வராஜ்Nessuna valutazione finora
- Engineering CalculatorDocumento48 pagineEngineering CalculatorgunarxNessuna valutazione finora
- Summary-Costing Sheet For Shell & Tube Heat ExchangerDocumento19 pagineSummary-Costing Sheet For Shell & Tube Heat ExchangerAnonymous LKi1w1uNessuna valutazione finora
- Turning Formulas Milling Formulas: Feed Rate: Feed RateDocumento1 paginaTurning Formulas Milling Formulas: Feed Rate: Feed RateStaew PrecisionNessuna valutazione finora
- Runners, Gates and Feed System Data PDFDocumento27 pagineRunners, Gates and Feed System Data PDFBade BhausahebNessuna valutazione finora
- Lathe and VMC Cycle Time CalculatorDocumento5 pagineLathe and VMC Cycle Time CalculatorDhanus KodiNessuna valutazione finora
- Abs - Injection Mould Component Cost EstimationDocumento7 pagineAbs - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNessuna valutazione finora
- Leadscrew DesignDocumento4 pagineLeadscrew Designmimi_chan_17Nessuna valutazione finora
- Ball - Screw - Calculations - As Per THK and PmiDocumento5 pagineBall - Screw - Calculations - As Per THK and PmiDharmeshPatelNessuna valutazione finora
- Costing Calculations:: Date: 12/5/2016 Revision: R0 Costing Hall BLDDocumento8 pagineCosting Calculations:: Date: 12/5/2016 Revision: R0 Costing Hall BLDRakesh SharmaNessuna valutazione finora
- CNC Machining Cycle Time CalculationDocumento4 pagineCNC Machining Cycle Time CalculationRathnakrajaNessuna valutazione finora
- Shaft - Axial - Xls Radius Transition or Undercut Between Diameters?Documento2 pagineShaft - Axial - Xls Radius Transition or Undercut Between Diameters?Pradeep SarodeNessuna valutazione finora
- Fixtures Cost Break UpDocumento23 pagineFixtures Cost Break UpAshok AroraNessuna valutazione finora
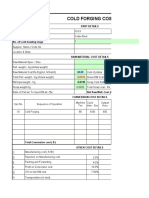
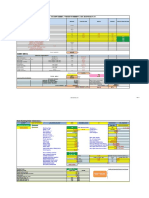
- 94.cold Forging Cost Estimation SheetDocumento5 pagine94.cold Forging Cost Estimation SheetVenkateswaran venkateswaranNessuna valutazione finora
- GPI - Cost Sheet For Cap Prodcution-2Documento54 pagineGPI - Cost Sheet For Cap Prodcution-2Narayana MugalurNessuna valutazione finora
- Tubular Weight Conversion Steel Shape CalculationsDocumento11 pagineTubular Weight Conversion Steel Shape CalculationsolekNessuna valutazione finora
- Garage Ground Floor: Project DateDocumento6 pagineGarage Ground Floor: Project DateAmir Shafiq AdhamNessuna valutazione finora
- Body ModelDocumento145 pagineBody ModelDipika PandaNessuna valutazione finora
- Internal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00Documento2 pagineInternal Costing Sheet: C45 - 36 Dia QT+ IH 1,400.00 400.00ramabhplNessuna valutazione finora
- Reff: A Text Book of Machine Design - Chapter 10, RS. KHURMIDocumento5 pagineReff: A Text Book of Machine Design - Chapter 10, RS. KHURMIAsep MulyadiNessuna valutazione finora
- Partcost With Freight Table Rev. 7Documento3 paginePartcost With Freight Table Rev. 7RJLockNessuna valutazione finora
- Project Cost For Injection Moulding Plant: SL No Description Capacity Short Weight Condition Basic PriceDocumento2 pagineProject Cost For Injection Moulding Plant: SL No Description Capacity Short Weight Condition Basic PriceNihar RanjanNessuna valutazione finora
- 34 Machine Hour Rate FormatDocumento1 pagina34 Machine Hour Rate Formatprasad_kcpNessuna valutazione finora
- ByStar Fiber Datasheet Eng Original 14278Documento2 pagineByStar Fiber Datasheet Eng Original 14278Trần Ngọc ThànhNessuna valutazione finora
- Tool Engineering CalculatorDocumento29 pagineTool Engineering Calculatorkannan90% (10)
- Programme CNCDocumento294 pagineProgramme CNCNemikumar Gandhi100% (1)
- Detail Dimensi Material GRPDocumento5 pagineDetail Dimensi Material GRPdwi noviana nugrohoNessuna valutazione finora
- Costing Sheet - 1835 - ExtrusionDocumento3 pagineCosting Sheet - 1835 - ExtrusionER RAKESHNessuna valutazione finora
- Cutting SpeedDocumento5 pagineCutting SpeedsandigricNessuna valutazione finora
- Axle Costing Sheet Format 1Documento6 pagineAxle Costing Sheet Format 1Brain TeaserNessuna valutazione finora
- 04 421 40033 Clutch CoverDocumento1 pagina04 421 40033 Clutch CoverPress TechNessuna valutazione finora
- Turning N Milling FormulaDocumento2 pagineTurning N Milling FormulaHaris SetiawanNessuna valutazione finora
- Plastic Injection Moulding MachinesDocumento2 paginePlastic Injection Moulding MachinesFelipe Doria RibeiroNessuna valutazione finora
- 00000-Metri-Imperial Unit ToolsDocumento4 pagine00000-Metri-Imperial Unit ToolsPop JiNessuna valutazione finora
- Codigo M EdmDocumento2 pagineCodigo M Edmecaldera10100% (1)
- Bolt CalculateDocumento6 pagineBolt CalculateBahtiar YudhistiraNessuna valutazione finora
- Depth Gauge PDFDocumento9 pagineDepth Gauge PDFRizal IephoNessuna valutazione finora
- Plate & RectangularDocumento7 paginePlate & RectangularibicengNessuna valutazione finora
- Work SchedulingDocumento119 pagineWork SchedulingRamakrishnan AlagarsamyNessuna valutazione finora
- SHT Metal EstimatorDocumento7 pagineSHT Metal Estimatorkarthikkumarfeb6Nessuna valutazione finora
- How To Calculate Machine Hour RateDocumento4 pagineHow To Calculate Machine Hour Rateprasad_kcpNessuna valutazione finora
- Shaft Design - Overheads PDFDocumento20 pagineShaft Design - Overheads PDFRyan BaleNessuna valutazione finora
- Shot Area: Must Be 50% From Injection PressureDocumento7 pagineShot Area: Must Be 50% From Injection PressureAri Wibowo NugrohoNessuna valutazione finora
- Effeciency CalculationDocumento26 pagineEffeciency CalculationAshish SawantNessuna valutazione finora
- MItcal - Ejemplo de ClaseDocumento102 pagineMItcal - Ejemplo de ClasedaagiraldogoNessuna valutazione finora
- Cone Development CalcDocumento2 pagineCone Development CalcbabuNessuna valutazione finora
- Machine Sizing and Injection Profile CalculatorDocumento7 pagineMachine Sizing and Injection Profile CalculatorGiap NguyenNessuna valutazione finora
- HM BRKT 2010Documento6 pagineHM BRKT 2010Elango VijayasundaramNessuna valutazione finora
- Costing Calculations:: Date: Revision: 0 Mezzanine MachineDocumento5 pagineCosting Calculations:: Date: Revision: 0 Mezzanine MachineRakesh SharmaNessuna valutazione finora
- Calculation of Hourly Rate For Laser Cutting Machine - 500W Input of Data Calculations. Yearly Work Capacity 4800Documento2 pagineCalculation of Hourly Rate For Laser Cutting Machine - 500W Input of Data Calculations. Yearly Work Capacity 4800Susheel ShuklaNessuna valutazione finora
- Moulds and Dies Manufacturers / Moulded + Pressed Parts: Manufacturers in The CBI Export Coaching ProgrammesDocumento4 pagineMoulds and Dies Manufacturers / Moulded + Pressed Parts: Manufacturers in The CBI Export Coaching Programmesprasad_kcpNessuna valutazione finora
- Mass Calculator: Sheet & PlateDocumento4 pagineMass Calculator: Sheet & Platemohamed dieaNessuna valutazione finora
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Documento7 pagineUsing The ASME VIII-1 Nozzle F Factor (UG-37)stalin_83Nessuna valutazione finora
- Cupola Melting CostDocumento3 pagineCupola Melting CostnirevievNessuna valutazione finora
- Knuth Universal HeavyDocumento9 pagineKnuth Universal HeavyTirta BudiawanNessuna valutazione finora
- Aitek Magnetic Pickups MPU Cat08 - SensorsDocumento40 pagineAitek Magnetic Pickups MPU Cat08 - SensorsJose Luis Castro Aguilar0% (1)
- Heidenhain Angle EncodersDocumento64 pagineHeidenhain Angle EncodersassisrfNessuna valutazione finora
- 4001,4130 Batch 15Documento41 pagine4001,4130 Batch 15jvanandhNessuna valutazione finora
- System 3R EMD Electrode Holder T-2389-E - EdmDocumento108 pagineSystem 3R EMD Electrode Holder T-2389-E - EdmNamtien UsNessuna valutazione finora
- Fluid Ized Bed Lab ExperimentDocumento10 pagineFluid Ized Bed Lab ExperimentJastreb SxeNessuna valutazione finora
- E-KS Flanschmuffenstück DIN-EN 12842 E-KS Flanged Socket DIN-EN 12842Documento1 paginaE-KS Flanschmuffenstück DIN-EN 12842 E-KS Flanged Socket DIN-EN 12842Jastreb SxeNessuna valutazione finora
- Vodovodne ArmantureDocumento30 pagineVodovodne ArmantureJastreb SxeNessuna valutazione finora
- Key To Masonic Chart ofDocumento5 pagineKey To Masonic Chart ofJastreb SxeNessuna valutazione finora
- Calendar All YearsDocumento13 pagineCalendar All YearsJastreb SxeNessuna valutazione finora
- Din Iso 815Documento13 pagineDin Iso 815Jastreb SxeNessuna valutazione finora
- Steel BookDocumento196 pagineSteel BookShakir KhanNessuna valutazione finora
- Unit 3Documento44 pagineUnit 3Dharmik SuchakNessuna valutazione finora
- Q3W1 TLECCSG10 COT1pptxDocumento27 pagineQ3W1 TLECCSG10 COT1pptxMeann ViNessuna valutazione finora
- CH 10Documento97 pagineCH 10dsfsdfNessuna valutazione finora
- Bayani VS Panay Electric CoopDocumento1 paginaBayani VS Panay Electric CoopMara VinluanNessuna valutazione finora
- News-Herald Retail Rate CardDocumento2 pagineNews-Herald Retail Rate CardjrcNessuna valutazione finora
- Biotic Impact On Flora and Fauna of HimalayaDocumento23 pagineBiotic Impact On Flora and Fauna of HimalayaNavjeet Kaur100% (1)
- (Cô Vũ Mai Phương) Đề thi thử tốt nghiệp THPT Quốc Gia 2024 - Sở giáo dục và đào tạo Hải Dương (Lần 1)Documento6 pagine(Cô Vũ Mai Phương) Đề thi thử tốt nghiệp THPT Quốc Gia 2024 - Sở giáo dục và đào tạo Hải Dương (Lần 1)nguyengiangulis03Nessuna valutazione finora
- Psychiatric and Mental Health NursingDocumento4 paginePsychiatric and Mental Health Nursingedomilies524100% (1)
- Decoy The Royal Chronicles Book 2 Camille Peters Full ChapterDocumento67 pagineDecoy The Royal Chronicles Book 2 Camille Peters Full Chapterjessica.davis596100% (2)
- Contabilidad Electronica Ebs Ver 12Documento57 pagineContabilidad Electronica Ebs Ver 12serjimgon2112Nessuna valutazione finora
- The Modern British NovelDocumento542 pagineThe Modern British NovelExuP6991% (23)
- Tan vs. GumbaDocumento6 pagineTan vs. GumbaXryn MortelNessuna valutazione finora
- 6.1. Sources of Technology: Unit 6 Technicallgical Environment and The BusinessDocumento3 pagine6.1. Sources of Technology: Unit 6 Technicallgical Environment and The BusinessDivine DanielNessuna valutazione finora
- ITNE231 & ITCE314 CH#1 Part TwoDocumento20 pagineITNE231 & ITCE314 CH#1 Part TwohambleNessuna valutazione finora
- Djh3B - HistoriographyDocumento120 pagineDjh3B - HistoriographyNasrin ParvinNessuna valutazione finora
- MS Obsessive BehaviorDocumento3 pagineMS Obsessive BehaviorPhanQuangHuyNessuna valutazione finora
- Colección de QueenDocumento714 pagineColección de QueenIgnacio Antonio Ornés García100% (1)
- Unit 1: Overview of Cape Sociology Unit 1Documento19 pagineUnit 1: Overview of Cape Sociology Unit 1Devika KhanNessuna valutazione finora
- Igor V. Karaman-Introduction To Dispute Resolution in The Law of The Sea-IntroductionDocumento20 pagineIgor V. Karaman-Introduction To Dispute Resolution in The Law of The Sea-IntroductionIshmael OneyaNessuna valutazione finora
- My AnsDocumento25 pagineMy AnsNIHARIKA SIROHINessuna valutazione finora
- Comparative Performance Analysis of Life Insurance Companies EditedDocumento85 pagineComparative Performance Analysis of Life Insurance Companies EditedSumana Sadhukhan0% (1)
- Zero Hour: How Lawyers Are Responding To The Climate Emergency Ahead of November's COP26 ShowdownDocumento40 pagineZero Hour: How Lawyers Are Responding To The Climate Emergency Ahead of November's COP26 ShowdownRabia BegumNessuna valutazione finora
- RAMOS, LOUWELLA 2 BN International Health Information Regulatory BodiesDocumento2 pagineRAMOS, LOUWELLA 2 BN International Health Information Regulatory BodiesLouwella RamosNessuna valutazione finora
- IndexofPublishResosandMCs1989 2018Documento24 pagineIndexofPublishResosandMCs1989 2018Joseph Santos GacayanNessuna valutazione finora
- Feminist Literary TheoryDocumento11 pagineFeminist Literary TheoryDori Casado0% (1)
- Statement of The ProblemDocumento5 pagineStatement of The ProblemPrincess Angela GelliaparangNessuna valutazione finora
- Christology StatementDocumento17 pagineChristology StatementChris LeeNessuna valutazione finora
- 305Documento34 pagine305Kahfi Revi AlfatahNessuna valutazione finora
- Sacred Heart School, Suratgarh Business Studies (Class Xi Commerce) Duration: - 1Hr MARKS: 20 I. Choose The Correct AnswerDocumento1 paginaSacred Heart School, Suratgarh Business Studies (Class Xi Commerce) Duration: - 1Hr MARKS: 20 I. Choose The Correct AnswerUmesh GoyalNessuna valutazione finora
- Financial Accounting and Reporting AssignmentDocumento5 pagineFinancial Accounting and Reporting AssignmentMia Casas80% (5)