Potrebbero piacerti anche
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsDa EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNessuna valutazione finora
- F 0077 e 55Documento6 pagineF 0077 e 55Bùi Cảnh TrungNessuna valutazione finora
- Hydroseal Relief Valve Threaded High CapacityDocumento4 pagineHydroseal Relief Valve Threaded High Capacitytxlucky80Nessuna valutazione finora
- NUOVO PIGNONE Compressor Spares (2010-37)Documento4 pagineNUOVO PIGNONE Compressor Spares (2010-37)sianas1706Nessuna valutazione finora
- Ingersol-Rand-Air-Compressor PHE Booster Eng DataDocumento46 pagineIngersol-Rand-Air-Compressor PHE Booster Eng Datadevilsharma100% (1)
- API Standard 614 - Lubrication, Shaft-Sealing, and Control-Oil Systems For Special-Purpose ApplicationDocumento4 pagineAPI Standard 614 - Lubrication, Shaft-Sealing, and Control-Oil Systems For Special-Purpose ApplicationFabioSalaNessuna valutazione finora
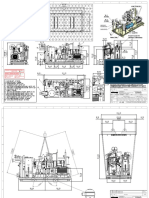
- Maintenance/clearance Area: Dimensions Could Be Change +/-5 MMDocumento2 pagineMaintenance/clearance Area: Dimensions Could Be Change +/-5 MMZander MctrevorNessuna valutazione finora
- 07 - Hyd2.0 Installation PDFDocumento85 pagine07 - Hyd2.0 Installation PDFSudhir SainiNessuna valutazione finora
- Gas Turbine in Cairo North Power StationDocumento38 pagineGas Turbine in Cairo North Power StationAbdul Moeed Kalson0% (1)
- Compressor ABC vs. B&M ComparisonDocumento3 pagineCompressor ABC vs. B&M ComparisonsoekirmanNessuna valutazione finora
- Centrifugal CompressorDocumento5 pagineCentrifugal CompressorDeliaChiaNessuna valutazione finora
- Diaphragm Pump Seminar ReportDocumento58 pagineDiaphragm Pump Seminar ReportMahaManthraNessuna valutazione finora
- BPCL Training ReportDocumento34 pagineBPCL Training ReportVishalVaishNessuna valutazione finora
- Chapter 6 Screw CompressorsDocumento26 pagineChapter 6 Screw CompressorsHoàngViệtAnhNessuna valutazione finora
- Horizon Series - Single Stage (SS) / Two Stage (TS) : Reciprocating Air CompressorsDocumento1 paginaHorizon Series - Single Stage (SS) / Two Stage (TS) : Reciprocating Air CompressorsAnkur Yash100% (1)
- Equivalent Length of A Reducer - Google SearchDocumento3 pagineEquivalent Length of A Reducer - Google SearchzoksiNessuna valutazione finora
- Atmospheric Relief Valve ManualDocumento12 pagineAtmospheric Relief Valve ManualTarun ChandraNessuna valutazione finora
- Er-96-0-7-1 - Piston Rod Runout CorrectionDocumento3 pagineEr-96-0-7-1 - Piston Rod Runout CorrectionJeff LNessuna valutazione finora
- Manual Champion Pl70Documento32 pagineManual Champion Pl70De Luna BraulioNessuna valutazione finora
- Process Recip PDFDocumento8 pagineProcess Recip PDFGanesh KumarNessuna valutazione finora
- US Manual EnglishDocumento101 pagineUS Manual EnglishFernando ChavezNessuna valutazione finora
- Reciprocating Compressor 11p Vs 618Documento4 pagineReciprocating Compressor 11p Vs 618karehmanNessuna valutazione finora
- A-VIP Compressor BrochureDocumento6 pagineA-VIP Compressor BrochureAvrinFakherniaNessuna valutazione finora
- Approved OilsDocumento10 pagineApproved OilsDenis JimenezNessuna valutazione finora
- Manual 99 LDDocumento20 pagineManual 99 LDCristianNessuna valutazione finora
- Superior - Cylinder Databook - ValvesDocumento8 pagineSuperior - Cylinder Databook - ValvesJake NavarreteNessuna valutazione finora
- Report Vibrasi Plant CP-2Documento13 pagineReport Vibrasi Plant CP-2hafiz_hayat_44190215Nessuna valutazione finora
- D VipDocumento6 pagineD VipClemente Rafael Marval EscalonaNessuna valutazione finora
- R&P Material DetailsDocumento20 pagineR&P Material DetailsinamNessuna valutazione finora
- Operation Manual For Oxygen CompressorDocumento18 pagineOperation Manual For Oxygen CompressorAshutosh SinghNessuna valutazione finora
- Check Valves Brochure AmericasDocumento6 pagineCheck Valves Brochure AmericasJanaina AssunçãoNessuna valutazione finora
- High Pressure CompressorsDocumento16 pagineHigh Pressure CompressorsnghiaNessuna valutazione finora
- Mantenimiento SruDocumento22 pagineMantenimiento SruDaineris HernandezNessuna valutazione finora
- 6 Konitzer2Documento32 pagine6 Konitzer2mchramziNessuna valutazione finora
- Reciprocating Compressor Power Calculation Part 2Documento6 pagineReciprocating Compressor Power Calculation Part 2Rifka Aisyah0% (1)
- Turbine Bypass System - HORADocumento11 pagineTurbine Bypass System - HORAhozipekNessuna valutazione finora
- PPI 2072 Diaphragm Compressor ManualDocumento86 paginePPI 2072 Diaphragm Compressor ManualJohn Rey Payunan100% (1)
- DPC 2802 Startup ProcedureDocumento6 pagineDPC 2802 Startup ProcedureMuhammad Asad100% (1)
- Installation, Operation, and Maintenance ManualDocumento54 pagineInstallation, Operation, and Maintenance ManualIsmael Berlanga ResNessuna valutazione finora
- Unit 8 Reciprocatng Compressors: StructureDocumento26 pagineUnit 8 Reciprocatng Compressors: StructureRakeshKrNessuna valutazione finora
- NIC 13.20 Rev.01Documento15 pagineNIC 13.20 Rev.01Mahmoud Ahmed100% (1)
- 03 FundamentalsDocumento32 pagine03 FundamentalsKavi BhandariNessuna valutazione finora
- Uk-Standard Asme Bladder AccumulatorDocumento3 pagineUk-Standard Asme Bladder AccumulatorRamin SoadNessuna valutazione finora
- Screw Pump HC 232 - 80/2 / N: 1.0 Project DataDocumento1 paginaScrew Pump HC 232 - 80/2 / N: 1.0 Project DataBenicio Joaquín Ferrero BrebesNessuna valutazione finora
- Hydro ComDocumento18 pagineHydro ComOmprakash_janaNessuna valutazione finora
- LPG Compressors: Sales CatalogDocumento40 pagineLPG Compressors: Sales CatalogAn IkhrandiNessuna valutazione finora
- Twin Screw Compressor PLC Operation Manual (PDFDrive)Documento158 pagineTwin Screw Compressor PLC Operation Manual (PDFDrive)sola sidoNessuna valutazione finora
- Ariel Coporate BrochureDocumento17 pagineAriel Coporate BrochurehugoheloNessuna valutazione finora
- Turbo Expanders For Cold Production and Energy Recovery Booklet PDFDocumento16 pagineTurbo Expanders For Cold Production and Energy Recovery Booklet PDFJose Luis Rodriguez LópezNessuna valutazione finora
- Dry Gas Compressor Seals Piyush ShahDocumento8 pagineDry Gas Compressor Seals Piyush Shahmarkus_naslundNessuna valutazione finora
- Microsoft Word - WET GAS COMPRESSOR OVERHAULING REPORTDocumento8 pagineMicrosoft Word - WET GAS COMPRESSOR OVERHAULING REPORTAbhi SharmaNessuna valutazione finora
- المستندDocumento5 pagineالمستندMahdi HassanNessuna valutazione finora
- Pneumatic Control SystemfinalDocumento6 paginePneumatic Control SystemfinalneoNessuna valutazione finora
- ELP End User Rev10Documento38 pagineELP End User Rev10hugoheloNessuna valutazione finora
- Manual Recip Package Mar 09 PDFDocumento29 pagineManual Recip Package Mar 09 PDFanita shindeNessuna valutazione finora
- Lm2500 InstrumentationDocumento4 pagineLm2500 InstrumentationDenis JimenezNessuna valutazione finora
- Pid 1Documento8 paginePid 1Renato Torres SNessuna valutazione finora
- 564 RevDocumento13 pagine564 RevAnushka GNessuna valutazione finora
- Compressor Water WashDocumento8 pagineCompressor Water Washnagamabhishek100% (1)
- GPRS - Operation & Maintenance Manual - ESCDocumento25 pagineGPRS - Operation & Maintenance Manual - ESCMohammed FaresNessuna valutazione finora
- 01.turbine RollingDocumento32 pagine01.turbine RollingGnanaSekarNessuna valutazione finora
- Boiler Q ADocumento26 pagineBoiler Q AGnanaSekar100% (1)
- Boiler Q ADocumento26 pagineBoiler Q AGnanaSekar100% (1)
- Complete Oil AnalysisDocumento33 pagineComplete Oil AnalysisGnanaSekar100% (1)
- Elemental Analysis of Crude OilsDocumento8 pagineElemental Analysis of Crude OilsMirzan Alexandra Torres LaraNessuna valutazione finora
- CHEM101 051 Old-Exam Second-Major Master-KeyDocumento10 pagineCHEM101 051 Old-Exam Second-Major Master-KeyalwafiNessuna valutazione finora
- 2022 Cayley Contest: The Centre For Education in Mathematics and Computing Cemc - Uwaterloo.caDocumento282 pagine2022 Cayley Contest: The Centre For Education in Mathematics and Computing Cemc - Uwaterloo.catony dooNessuna valutazione finora
- 1) Semester II /1 / IV Exam 2020 (Even) (Old / New Syllabus) BacklogDocumento5 pagine1) Semester II /1 / IV Exam 2020 (Even) (Old / New Syllabus) BacklogHarsh VardhanNessuna valutazione finora
- LING 111 - Assignment #2Documento3 pagineLING 111 - Assignment #2L IrumiNessuna valutazione finora
- Lattice Structure Design For AmDocumento9 pagineLattice Structure Design For AmNishar Alam Khan 19MCD0042Nessuna valutazione finora
- Danfoss FC 301-302 AngDocumento268 pagineDanfoss FC 301-302 AngkudakwasheNessuna valutazione finora
- PVD PreloadingDocumento104 paginePVD PreloadingAkriti Kothiala100% (1)
- 42re TechDocumento7 pagine42re Techmontrosepatriot100% (2)
- Test Class MethodsDocumento7 pagineTest Class Methodsvarun.chintatiNessuna valutazione finora
- ABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edDocumento60 pagineABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edAndré LuizNessuna valutazione finora
- Ondemand: Key SpecificationsDocumento2 pagineOndemand: Key SpecificationsNUBIA DIAZNessuna valutazione finora
- Numerical Analisis 2015Documento357 pagineNumerical Analisis 2015mariaNessuna valutazione finora
- TK-315 CPI2 - 1 - NonReacting SystemsDocumento34 pagineTK-315 CPI2 - 1 - NonReacting SystemsMuhammad IkbalNessuna valutazione finora
- F325 Redox Equations and TitrationsDocumento9 pagineF325 Redox Equations and TitrationsDoc_Croc100% (1)
- Kathrein 80010430 PDFDocumento1 paginaKathrein 80010430 PDFRaúl Fernández SánchezNessuna valutazione finora
- Chemistry Pupil Book 10 - 12Documento260 pagineChemistry Pupil Book 10 - 12Mawolo WuolewuNessuna valutazione finora
- Schwarzer Schmarsow - The Emergence of Architectural Space August Schmarsows Theory of RaumgestaltungDocumento15 pagineSchwarzer Schmarsow - The Emergence of Architectural Space August Schmarsows Theory of RaumgestaltungDimitra BilliaNessuna valutazione finora
- 5.4 Hypergeometric DistributionDocumento5 pagine5.4 Hypergeometric DistributionFahad IqbalNessuna valutazione finora
- Binary Dependent VarDocumento5 pagineBinary Dependent VarManali PawarNessuna valutazione finora
- Wärtsilä NOXDocumento35 pagineWärtsilä NOXDeepesh MerchantNessuna valutazione finora
- MATLAB AssignmentsDocumento12 pagineMATLAB AssignmentsnilimaNessuna valutazione finora
- Association Between Anxiety and DepressionDocumento10 pagineAssociation Between Anxiety and Depressionoliffasalma atthahirohNessuna valutazione finora
- FITEL Fusion Splicer Catalog PDFDocumento25 pagineFITEL Fusion Splicer Catalog PDFAbdelilah CharboubNessuna valutazione finora
- An Adaptive Hello Messaging Scheme For Neighbor Discovery in On-Demand MANET Routing ProtocolsDocumento4 pagineAn Adaptive Hello Messaging Scheme For Neighbor Discovery in On-Demand MANET Routing ProtocolsJayraj SinghNessuna valutazione finora
- Object Kpis For The Digital Transformation: June 2020Documento12 pagineObject Kpis For The Digital Transformation: June 2020MUHAMMAD FIKRI DEVIANESNessuna valutazione finora
- C100-F Installation ManualDocumento55 pagineC100-F Installation ManualpvfcqrtqcrNessuna valutazione finora
- Stress Gradients in AlbertaDocumento22 pagineStress Gradients in AlbertaBehzadDastjerdyNessuna valutazione finora
- Riluzole For SCZDocumento11 pagineRiluzole For SCZHana Rizka AnandaNessuna valutazione finora
- Chapter 4 - Production TheoryDocumento10 pagineChapter 4 - Production TheorypkashyNessuna valutazione finora