Potrebbero piacerti anche
- Swing MillDocumento6 pagineSwing MillalphatoolsNessuna valutazione finora
- IM213 Sheet 4 Milling ProcessDocumento13 pagineIM213 Sheet 4 Milling ProcessNicolas EleftheriouNessuna valutazione finora
- Die MasterDocumento10 pagineDie MasteralphatoolsNessuna valutazione finora
- Catalogo RosqueamentoDocumento28 pagineCatalogo RosqueamentoJorgeNessuna valutazione finora
- Catalogo 2 MicrotechDocumento30 pagineCatalogo 2 MicrotechDavid GüdelNessuna valutazione finora
- Chamfer VC-2CDocumento2 pagineChamfer VC-2CLê Duy HướngNessuna valutazione finora
- Motor Handle For Manual Rotating RBSDocumento1 paginaMotor Handle For Manual Rotating RBSIrfhan FebrianNessuna valutazione finora
- BEGO Catalogue of Solid EndmillsDocumento108 pagineBEGO Catalogue of Solid EndmillsMuhammad Saad and CompanyNessuna valutazione finora
- E1224b PDFDocumento3 pagineE1224b PDFMai Thế ToanNessuna valutazione finora
- Mirror RadiusDocumento14 pagineMirror RadiusalphatoolsNessuna valutazione finora
- Super End ChipperDocumento14 pagineSuper End ChipperalphatoolsNessuna valutazione finora
- Hiwin Corp. Hiwin Technologies Corp.: Usa: TaiwanDocumento1 paginaHiwin Corp. Hiwin Technologies Corp.: Usa: Taiwanrohitpansara008Nessuna valutazione finora
- Compact Rotary Actuator: MM MM MM MM MM MM MM MM MM MMDocumento63 pagineCompact Rotary Actuator: MM MM MM MM MM MM MM MM MM MMPatricio ValenciaNessuna valutazione finora
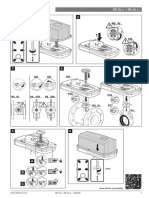
- Belimo GRG DRG Installation-InstructionsDocumento2 pagineBelimo GRG DRG Installation-Instructionsprashil.honeywellNessuna valutazione finora
- Compact Rotary Actuator: MM MM MM MM MM MM MM MM MM MMDocumento28 pagineCompact Rotary Actuator: MM MM MM MM MM MM MM MM MM MMMuhammad HamayunNessuna valutazione finora
- B 126 GDocumento4 pagineB 126 GJitendra BagalNessuna valutazione finora
- Rotary O-Ring Seal GlandsDocumento5 pagineRotary O-Ring Seal Glandsdinesh panchalNessuna valutazione finora
- " Octoblader ": Tooling by Tooling byDocumento6 pagine" Octoblader ": Tooling by Tooling byalphatoolsNessuna valutazione finora
- Practice01 01: Din Standerd - N5Documento1 paginaPractice01 01: Din Standerd - N5ابراهيم الزهرانيNessuna valutazione finora
- Ipcm 142Documento1 paginaIpcm 142Shyam J VyasNessuna valutazione finora
- Acoples/Fittings Kq2Documento57 pagineAcoples/Fittings Kq2Ever RiveraNessuna valutazione finora
- EPSM CR W PN EbookDocumento12 pagineEPSM CR W PN EbookRJAP85Nessuna valutazione finora
- Automotive Bearing-HousingDocumento9 pagineAutomotive Bearing-Housingfileuse.fNessuna valutazione finora
- Page No. 2: Drawn: Date: Checked: DateDocumento1 paginaPage No. 2: Drawn: Date: Checked: Dateadmam jonesNessuna valutazione finora
- 7 Threading ToolsDocumento28 pagine7 Threading ToolsMehdy HosseiniNessuna valutazione finora
- Single-Direction Thrust Ball BearingsDocumento4 pagineSingle-Direction Thrust Ball Bearingscotin006Nessuna valutazione finora
- DAYTON MatrixesDocumento30 pagineDAYTON MatrixesSilvioNessuna valutazione finora
- Ibcm 84Documento1 paginaIbcm 84Shyam J VyasNessuna valutazione finora
- MC Cylinder Accessories Clevis Brackets Pins Rod EyesDocumento1 paginaMC Cylinder Accessories Clevis Brackets Pins Rod EyesCAT CYLINDERNessuna valutazione finora
- KQ2 MMDocumento21 pagineKQ2 MMkrisornNessuna valutazione finora
- Compression Cable Lugs, Special Type, Cu With 1 Slot, Double CrimpingDocumento4 pagineCompression Cable Lugs, Special Type, Cu With 1 Slot, Double CrimpingAnonymous pm681HNessuna valutazione finora
- Lenovo IdeaPad U410 QUANTA LZ8 DA0LZ8MB8E0Documento49 pagineLenovo IdeaPad U410 QUANTA LZ8 DA0LZ8MB8E0dunleitao100% (1)
- AsusDocumento49 pagineAsusGikcoklat AmuntaiNessuna valutazione finora
- Ultrasonic Sensor M18 - Straight or 90° Angled VersionDocumento2 pagineUltrasonic Sensor M18 - Straight or 90° Angled VersionJavier SalinasNessuna valutazione finora
- Condition Monitoring Check: 14532 Verifica Condizioni OperativeDocumento1 paginaCondition Monitoring Check: 14532 Verifica Condizioni Operativesoumya19800000000Nessuna valutazione finora
- Ibcm 102Documento1 paginaIbcm 102Shyam J VyasNessuna valutazione finora
- Ibcm 162Documento1 paginaIbcm 162Shyam J VyasNessuna valutazione finora
- SBD Plummer Block Housings For Bearings On An Adapter Sleeve and A Stepped Shaft - TCM - 12-231180Documento3 pagineSBD Plummer Block Housings For Bearings On An Adapter Sleeve and A Stepped Shaft - TCM - 12-231180gopalNessuna valutazione finora
- SBD Plummer Block Housings For Bearings On An Adapter Sleeve and A Stepped Shaft - TCM - 12-231180Documento3 pagineSBD Plummer Block Housings For Bearings On An Adapter Sleeve and A Stepped Shaft - TCM - 12-231180gopalNessuna valutazione finora
- 16 - Hexagon Socket Head Cap Screws JIS B 11762006Documento1 pagina16 - Hexagon Socket Head Cap Screws JIS B 11762006Adhi candra irawanNessuna valutazione finora
- Dijet Tools: For High Efficient 5-Axis MachiningDocumento8 pagineDijet Tools: For High Efficient 5-Axis MachiningNguyen HoangNessuna valutazione finora
- FastenerDocumento3 pagineFastenerFlourdeliza Hernandez MaalihanNessuna valutazione finora
- P22 23 CRD PDFDocumento2 pagineP22 23 CRD PDFMikka IdanoNessuna valutazione finora
- Civil Works Standard Drawings. Notes and Details: 00 Issue For ReviewDocumento7 pagineCivil Works Standard Drawings. Notes and Details: 00 Issue For Reviewtiote moussaNessuna valutazione finora
- Bearing SupportDocumento1 paginaBearing Supportmohammad khoraminiaNessuna valutazione finora
- Sharpen (8X) : 1 1 Plate T 1.5Documento1 paginaSharpen (8X) : 1 1 Plate T 1.5andreas endrasNessuna valutazione finora
- 01 Direct Optd - Pressure Relief Valves DRV 122115Documento4 pagine01 Direct Optd - Pressure Relief Valves DRV 122115Bullet DassNessuna valutazione finora
- TM130DZ-24 MitsubishiElectricSemiconductorDocumento4 pagineTM130DZ-24 MitsubishiElectricSemiconductorirwanhutaurukNessuna valutazione finora
- GMB CATALOGUE Universal Joint 2016 PDFDocumento49 pagineGMB CATALOGUE Universal Joint 2016 PDFHalim Bessouf100% (1)
- U 22 XPWDRFWMDocumento20 pagineU 22 XPWDRFWMDavidNessuna valutazione finora
- RD-TY21-B: Ss/GsDocumento1 paginaRD-TY21-B: Ss/Gsaldino020203Nessuna valutazione finora
- Face GroovingDocumento1 paginaFace GroovingWilson DantasNessuna valutazione finora
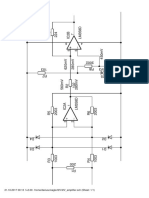
- I2V AmplifierDocumento1 paginaI2V AmplifierDariusz BartniakNessuna valutazione finora
- Swing BallDocumento16 pagineSwing BallalphatoolsNessuna valutazione finora
- Key Features Designed For Limited Access Boiler Tube BevelingDocumento1 paginaKey Features Designed For Limited Access Boiler Tube Bevelingabdulgafoor54Nessuna valutazione finora
- Series: 12 - M G P L 25 - 50 - Y59B 21 - M G P L 25 - 50 - Y59BDocumento5 pagineSeries: 12 - M G P L 25 - 50 - Y59B 21 - M G P L 25 - 50 - Y59Barun kiranNessuna valutazione finora
- Sakagami SealDocumento4 pagineSakagami SealLei ZengrongNessuna valutazione finora
- Example Pipe ReportDocumento4 pagineExample Pipe ReportYusuf BagewadiNessuna valutazione finora
- Cswip Visual Inspection Pipe Report: & Thickness - DateDocumento4 pagineCswip Visual Inspection Pipe Report: & Thickness - DateNiranjan khatuaNessuna valutazione finora
- Black on the Block: The Politics of Race and Class in the CityDa EverandBlack on the Block: The Politics of Race and Class in the CityValutazione: 3.5 su 5 stelle3.5/5 (10)
- Z-Carb Corner Radius SpeedFeedDocumento2 pagineZ-Carb Corner Radius SpeedFeedalphatoolsNessuna valutazione finora
- SINTCOMDocumento58 pagineSINTCOMalphatoolsNessuna valutazione finora
- BondhusDocumento52 pagineBondhusalphatoolsNessuna valutazione finora
- DELFERDocumento81 pagineDELFERalphatoolsNessuna valutazione finora
- Z Carb MDDocumento4 pagineZ Carb MDalphatoolsNessuna valutazione finora
- SAITDocumento166 pagineSAITalphatoolsNessuna valutazione finora
- Z-Carb Corner RadiusDocumento4 pagineZ-Carb Corner RadiusalphatoolsNessuna valutazione finora
- Z-Carb Corner Radius SpeedFeedDocumento2 pagineZ-Carb Corner Radius SpeedFeedalphatoolsNessuna valutazione finora
- Z-CARB MD SpeedFeedDocumento1 paginaZ-CARB MD SpeedFeedalphatoolsNessuna valutazione finora
- Z-Carb JetStreamDocumento4 pagineZ-Carb JetStreamalphatoolsNessuna valutazione finora
- Z-Carb Original End Mills: Revolutionizes MillingDocumento4 pagineZ-Carb Original End Mills: Revolutionizes MillingalphatoolsNessuna valutazione finora
- Osborn Novoflex-B CatalogueDocumento1 paginaOsborn Novoflex-B CataloguealphatoolsNessuna valutazione finora
- Z-Carb JetStream SpeedFeedDocumento2 pagineZ-Carb JetStream SpeedFeedalphatoolsNessuna valutazione finora
- Z-Carb HTADocumento2 pagineZ-Carb HTAalphatoolsNessuna valutazione finora
- Ice-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdDocumento4 pagineIce-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdalphatoolsNessuna valutazione finora
- Turbo CarbDocumento2 pagineTurbo CarbalphatoolsNessuna valutazione finora
- The Finishing Touch: Expect More From A Finishing MillDocumento4 pagineThe Finishing Touch: Expect More From A Finishing MillalphatoolsNessuna valutazione finora
- SCarb 012004Documento12 pagineSCarb 012004alphatoolsNessuna valutazione finora
- Ski CarbDocumento4 pagineSki CarbalphatoolsNessuna valutazione finora
- Ti NAMITEDocumento2 pagineTi NAMITEalphatoolsNessuna valutazione finora
- HPC Flyer UnzippedDocumento8 pagineHPC Flyer UnzippedalphatoolsNessuna valutazione finora
- AD-Coated End MillsDocumento2 pagineAD-Coated End MillsalphatoolsNessuna valutazione finora
- OSBORN Retail & Trading ConceptsDocumento1 paginaOSBORN Retail & Trading ConceptsalphatoolsNessuna valutazione finora
- Tri CarbDocumento2 pagineTri CarbalphatoolsNessuna valutazione finora
- Power CarbDocumento3 paginePower CarbalphatoolsNessuna valutazione finora
- Osborn EZ-Flex CatalogueDocumento1 paginaOsborn EZ-Flex CataloguealphatoolsNessuna valutazione finora
- Osborn Load Runners CatalogueDocumento1 paginaOsborn Load Runners CataloguealphatoolsNessuna valutazione finora
- VDI enDocumento110 pagineVDI enalphatoolsNessuna valutazione finora
- Osborn Top CatalogueDocumento1 paginaOsborn Top CataloguealphatoolsNessuna valutazione finora
- Osborn Pro CatalogueDocumento1 paginaOsborn Pro CataloguealphatoolsNessuna valutazione finora
- HQ126EN Balinit® LATUMADocumento4 pagineHQ126EN Balinit® LATUMAMari BraatzNessuna valutazione finora
- Verification of Johnson-Cook Parameters of Ferritic Stainless Steel by Drilling ProcesDocumento9 pagineVerification of Johnson-Cook Parameters of Ferritic Stainless Steel by Drilling ProcesDuslerinalargaNessuna valutazione finora
- Objective:: Mrs .Aparna Ganpat KadamDocumento3 pagineObjective:: Mrs .Aparna Ganpat Kadamanon_189627883Nessuna valutazione finora
- QUEST® - Maintenance Manual PDFDocumento196 pagineQUEST® - Maintenance Manual PDFMontserrat GuNessuna valutazione finora
- Project ReportDocumento54 pagineProject ReportNithin K BNessuna valutazione finora
- Widia CatalogDocumento513 pagineWidia CatalogTrí PhạmNessuna valutazione finora
- Seco Novita' 2017Documento17 pagineSeco Novita' 2017Matteo GeroNessuna valutazione finora
- The Mechanics of Sawing Granite With Diamond Wire - SpringerLinkDocumento2 pagineThe Mechanics of Sawing Granite With Diamond Wire - SpringerLinkreworksystems1Nessuna valutazione finora
- MACHINING OPTIMIZATION AT ELEVATED TEMPERATURE (HOT MACHINING) : A LITERATURE REVIEW Author (S) : Md. Orooj, Dr. P Sudhakar RaoDocumento4 pagineMACHINING OPTIMIZATION AT ELEVATED TEMPERATURE (HOT MACHINING) : A LITERATURE REVIEW Author (S) : Md. Orooj, Dr. P Sudhakar RaoMD.OROOJNessuna valutazione finora
- Metal Cutting QnsDocumento8 pagineMetal Cutting QnsAsha DashNessuna valutazione finora
- HSE Noise at Woodworking MachinesDocumento4 pagineHSE Noise at Woodworking MachinesEbru EvranNessuna valutazione finora
- Doosan PUMA GT3100 CatalogDocumento36 pagineDoosan PUMA GT3100 CatalogDmitryNessuna valutazione finora
- Machinability and Machining of Titanium Alloys: A Review: July 2014Documento31 pagineMachinability and Machining of Titanium Alloys: A Review: July 2014Ahmad JundiNessuna valutazione finora
- Optimization of Machining Parameters On 7075 Aluminum Alloy Using Taguchi and ANOVA For Surface RoughnessDocumento6 pagineOptimization of Machining Parameters On 7075 Aluminum Alloy Using Taguchi and ANOVA For Surface RoughnessyitayalNessuna valutazione finora
- Dynamic Bar Brochure InchDocumento12 pagineDynamic Bar Brochure InchJonathan PlataNessuna valutazione finora
- RSM 500 A - RSM 800: Cylindrical Grinding MachinesDocumento2 pagineRSM 500 A - RSM 800: Cylindrical Grinding MachinesSerbanNessuna valutazione finora
- Mach4 Touch Off HelpDocumento13 pagineMach4 Touch Off HelpAndersonNessuna valutazione finora
- Recall Machine Design Past Board Cebu Mar 2011Documento12 pagineRecall Machine Design Past Board Cebu Mar 2011Francis AlmiaNessuna valutazione finora
- Solid Carbide Gundrill Type 113 HP MDocumento2 pagineSolid Carbide Gundrill Type 113 HP MarvinupNessuna valutazione finora
- Manufacturing Processes - II - Lecture Notes PDFDocumento18 pagineManufacturing Processes - II - Lecture Notes PDFDharmendra KumarNessuna valutazione finora
- Radial Drills: TPR720A TPR820A TPR920A TPR1100Documento86 pagineRadial Drills: TPR720A TPR820A TPR920A TPR1100Mohamed ShabanNessuna valutazione finora
- Machine ShopDocumento6 pagineMachine ShopEjNessuna valutazione finora
- The Line Boring MachineDocumento22 pagineThe Line Boring MachineJinky L. LavegaNessuna valutazione finora
- NC ProgrammingDocumento352 pagineNC ProgrammingSebastian OrdoñezNessuna valutazione finora
- Nptel ManuDocumento516 pagineNptel ManuMohammad ArshadNessuna valutazione finora
- NC-Part Programming: CNC Turning Canned CyclesDocumento33 pagineNC-Part Programming: CNC Turning Canned Cyclessumanth50% (2)
- TurningDocumento9 pagineTurningAhmed RexNessuna valutazione finora
- S7ad PDFDocumento5 pagineS7ad PDFFelipe RamirezNessuna valutazione finora
- Fundamentals of Cutting: Chapter-20Documento26 pagineFundamentals of Cutting: Chapter-20Merchant Ali100% (1)