Potrebbero piacerti anche
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Materials Data for Cyclic Loading: Low-Alloy SteelsDa EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsValutazione: 5 su 5 stelle5/5 (2)
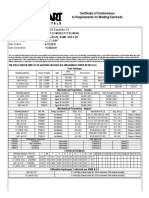
- Hobart Hachene-590Documento1 paginaHobart Hachene-590Felipe montanaNessuna valutazione finora
- SF-71 en EngDocumento2 pagineSF-71 en EngbvbarcNessuna valutazione finora
- EGWDocumento2 pagineEGWpratishgnairNessuna valutazione finora
- 278 en US FactSheet Main 01Documento1 pagina278 en US FactSheet Main 01Jorge Manuel GuillermoNessuna valutazione finora
- Esab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)Documento2 pagineEsab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)RodrigoNessuna valutazione finora
- FabCO 811N1Documento2 pagineFabCO 811N1Sleyda MunozNessuna valutazione finora
- Diamondspark Pipeline Cored Wires: FCAW and MCAW Seamless Welding Wires For Pipeline ApplicationsDocumento2 pagineDiamondspark Pipeline Cored Wires: FCAW and MCAW Seamless Welding Wires For Pipeline ApplicationsRMNessuna valutazione finora
- Innershield NS-3M: Welding Positions Key FeaturesDocumento2 pagineInnershield NS-3M: Welding Positions Key FeaturesGiancarlo BlandinoNessuna valutazione finora
- Autrod 1264Documento2 pagineAutrod 1264Anonymous yL7oldKNessuna valutazione finora
- Lincoln, TECHALLOY® 606 (c14107)Documento2 pagineLincoln, TECHALLOY® 606 (c14107)RodrigoNessuna valutazione finora
- 01f Hyundai Supercored 71H Data Sheet 2022Documento2 pagine01f Hyundai Supercored 71H Data Sheet 2022DHANEESH VELLILAPULLINessuna valutazione finora
- Dual Shield T-115: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresDocumento2 pagineDual Shield T-115: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresPEPITO GRILLO2Nessuna valutazione finora
- Lincolnweld LA-93, AWS EB3RDocumento2 pagineLincolnweld LA-93, AWS EB3Rpratik charkhawalaNessuna valutazione finora
- VTEKE Catalog 2020 V.3 PDFDocumento58 pagineVTEKE Catalog 2020 V.3 PDFpaco elibrando rojas narvaezNessuna valutazione finora
- Pamphlet MG-51T PDFDocumento2 paginePamphlet MG-51T PDFImmalatulhusnaNessuna valutazione finora
- Esab, Ok 309L (29.12.16)Documento1 paginaEsab, Ok 309L (29.12.16)RodrigoNessuna valutazione finora
- E9018 M Specifications PDFDocumento2 pagineE9018 M Specifications PDFMohamed MostafaNessuna valutazione finora
- ESAB Catalogue - Overview of ESAB Stainless Steel Welding ConsumablesDocumento12 pagineESAB Catalogue - Overview of ESAB Stainless Steel Welding Consumablestoxicity23Nessuna valutazione finora
- Metal-Cored: Gmaw-CDocumento16 pagineMetal-Cored: Gmaw-CChandrajeet ShelkeNessuna valutazione finora
- h2066-HASTELLOY C-22 Welding DataDocumento4 pagineh2066-HASTELLOY C-22 Welding DataGovindarajalu PadmanabhanNessuna valutazione finora
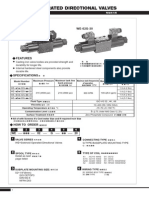
- 13 - Solenoid Operated Directional Valve WE-SNSDocumento16 pagine13 - Solenoid Operated Directional Valve WE-SNSNookang SeaSunNessuna valutazione finora
- Lincolnweld 860: Typical Applications Key FeaturesDocumento2 pagineLincolnweld 860: Typical Applications Key Featurestok12Nessuna valutazione finora
- WeldingDocumento1 paginaWeldingNNessuna valutazione finora
- Techalloy 625: Conformances Key FeaturesDocumento2 pagineTechalloy 625: Conformances Key FeaturesJulian AdaraqueNessuna valutazione finora
- Innershield NR - 305: Typical Applications Key FeaturesDocumento1 paginaInnershield NR - 305: Typical Applications Key FeaturesH_DEBIANENessuna valutazione finora
- Certificado de Cumplimiento Alambre 0.062Documento2 pagineCertificado de Cumplimiento Alambre 0.062gizaloNessuna valutazione finora
- Corten A Steel Weather Resistant Steel PDFDocumento8 pagineCorten A Steel Weather Resistant Steel PDFadihindNessuna valutazione finora
- Product Data Sheet OK Autrod 12.64: G 'Gas-Shielded Metal-Arc Welding'Documento2 pagineProduct Data Sheet OK Autrod 12.64: G 'Gas-Shielded Metal-Arc Welding'Cem DufourNessuna valutazione finora
- As TDS PDFDocumento4 pagineAs TDS PDFArmando BarrancoNessuna valutazione finora
- Ceramic Fiber Blanket CatalogDocumento7 pagineCeramic Fiber Blanket Catalogevelyn reksaNessuna valutazione finora
- Weld Consumable SelectionDocumento25 pagineWeld Consumable SelectionNisarg PandyaNessuna valutazione finora
- 89 Aristorod Rev4 ER120S GDocumento2 pagine89 Aristorod Rev4 ER120S Grusf123Nessuna valutazione finora
- CHS29 9Documento1 paginaCHS29 9sulis setiawanNessuna valutazione finora
- TG S50 PDFDocumento1 paginaTG S50 PDFIvan RocoNessuna valutazione finora
- Your Reliable Welding Business Partner Worldwide"Documento70 pagineYour Reliable Welding Business Partner Worldwide"Anonymous SLI4aGNessuna valutazione finora
- Service Manual: RevisionDocumento14 pagineService Manual: Revisionjose peresNessuna valutazione finora
- TOKO 1978 Electric Welding Rod Technical Data SheetDocumento8 pagineTOKO 1978 Electric Welding Rod Technical Data SheetYurizki LhzNessuna valutazione finora
- Innershield NR-311 Ni SuiteDocumento1 paginaInnershield NR-311 Ni SuiteH_DEBIANENessuna valutazione finora
- ESAB Dual Shield 7100 UltraDocumento3 pagineESAB Dual Shield 7100 UltrahaldunNessuna valutazione finora
- Superarc L-59: Conformances Key FeaturesDocumento2 pagineSuperarc L-59: Conformances Key FeaturesjustinNessuna valutazione finora
- Innershield NR 203 MP SuiteDocumento1 paginaInnershield NR 203 MP SuiteH_DEBIANENessuna valutazione finora
- Dual Shield II 80-Ni1 h4 Data SheetDocumento3 pagineDual Shield II 80-Ni1 h4 Data SheetNicolas MaximilianoNessuna valutazione finora
- B - Boehler EMK 6 - de - en - 5 PDFDocumento1 paginaB - Boehler EMK 6 - de - en - 5 PDFburakNessuna valutazione finora
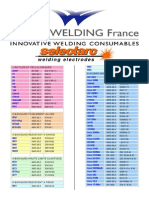
- Electrodes SelectarcDocumento138 pagineElectrodes Selectarcfediss2014100% (2)
- S500MCDocumento2 pagineS500MCPankaj GuptaNessuna valutazione finora
- Handbook - Welding TechniquesDocumento1 paginaHandbook - Welding TechniquesFaizaan MirzaNessuna valutazione finora
- Product Data Sheet: Afrox 7018-1Documento2 pagineProduct Data Sheet: Afrox 7018-1Gervasio AndradeNessuna valutazione finora
- Spoolarc 75: Elite SeriesDocumento2 pagineSpoolarc 75: Elite Seriesrajit kumarNessuna valutazione finora
- L1 10495 en Diamondspark 52 RC CU04110F 3375798 ENDocumento1 paginaL1 10495 en Diamondspark 52 RC CU04110F 3375798 ENRaviTeja BhamidiNessuna valutazione finora
- 3Documento2 pagine3sNessuna valutazione finora
- Welding ProcessesDocumento28 pagineWelding ProcessesAnaswarpsNessuna valutazione finora
- Product Data Sheet OK Autrod 12.51: G 'Gas-Shielded Metal-Arc Welding'Documento2 pagineProduct Data Sheet OK Autrod 12.51: G 'Gas-Shielded Metal-Arc Welding'Filipe CordeiroNessuna valutazione finora
- Böhler HL 51 T-MC: Seamless Cored WireDocumento2 pagineBöhler HL 51 T-MC: Seamless Cored WireFer VFNessuna valutazione finora
- c21014 PDFDocumento2 paginec21014 PDFKhaled A MarashliNessuna valutazione finora
- Product Data Sheet: Afrox SpeedcraftDocumento2 pagineProduct Data Sheet: Afrox SpeedcraftAdel AbduoNessuna valutazione finora
- 1.1 - Distribution Deadend-Suspension Cat D-DS - 200108Documento4 pagine1.1 - Distribution Deadend-Suspension Cat D-DS - 200108Ali KhaniNessuna valutazione finora
- The Uniqueness of Biological Materials: International Series of Monographs in Pure and Applied Biology: ZoologyDa EverandThe Uniqueness of Biological Materials: International Series of Monographs in Pure and Applied Biology: ZoologyNessuna valutazione finora
- MapObjects inVBNET PDFDocumento34 pagineMapObjects inVBNET PDFWanly PereiraNessuna valutazione finora
- Water System Validation ExampleDocumento6 pagineWater System Validation Exampledvdynamic1100% (2)
- Argumentative EssayDocumento20 pagineArgumentative EssayLuthfi MaullanaNessuna valutazione finora
- Jurnal Perancangan Multimedia InteraktifDocumento14 pagineJurnal Perancangan Multimedia InteraktifwilliamNessuna valutazione finora
- Rukovodstvo Atlas Copco Xahs 447 CDDocumento99 pagineRukovodstvo Atlas Copco Xahs 447 CDradamantus100% (1)
- Wind LoadDocumento1 paginaWind Loadvikramjain66Nessuna valutazione finora
- Manual Do Usuario de Automatizadores Deslizantes CE2017 InglesDocumento2 pagineManual Do Usuario de Automatizadores Deslizantes CE2017 InglesTasso ParteliNessuna valutazione finora
- Ruth Clark ResumeDocumento2 pagineRuth Clark Resumeapi-288708541Nessuna valutazione finora
- A Review of Error-Related Potential-Based Brain-Computer Interfaces For Motor Impaired PeopleDocumento16 pagineA Review of Error-Related Potential-Based Brain-Computer Interfaces For Motor Impaired PeopleAkshay KumarNessuna valutazione finora
- Project Based Learning Is A Student Centered Pedagogy ThatDocumento3 pagineProject Based Learning Is A Student Centered Pedagogy ThatPayel DaluiNessuna valutazione finora
- Chapter 6 Tutorial PDFDocumento4 pagineChapter 6 Tutorial PDFAhmad NAz RaInNessuna valutazione finora
- Fopid Controller and It's ApplicationDocumento6 pagineFopid Controller and It's Applicationshreeja dasguptaNessuna valutazione finora
- Why Alternator and Generator Are Rated in KVA. Not in KW - 1Documento2 pagineWhy Alternator and Generator Are Rated in KVA. Not in KW - 1scribd0% (1)
- Mech Bicycle RimsDocumento8 pagineMech Bicycle Rimsharish rajputNessuna valutazione finora
- CFM56-5A-5B CO-063 Basic Engine Feb2014Documento27 pagineCFM56-5A-5B CO-063 Basic Engine Feb2014Kelik Arif100% (1)
- 1 Input Data: Profis Anchor 2.8.1Documento7 pagine1 Input Data: Profis Anchor 2.8.1Manu MohanNessuna valutazione finora
- Piping SpecificationDocumento3 paginePiping SpecificationShashi RanjanNessuna valutazione finora
- Industrial Visit Report OnDocumento41 pagineIndustrial Visit Report OnLalit SharmaNessuna valutazione finora
- Managing Risk: Chapter SevenDocumento39 pagineManaging Risk: Chapter SevenGrinaldo VasquezNessuna valutazione finora
- 4 Unit 2 - Solid State Welding (SSW)Documento33 pagine4 Unit 2 - Solid State Welding (SSW)Aditya Kumar100% (2)
- 4L60E SwapguideDocumento3 pagine4L60E Swapguideericproffitt100% (3)
- TravelerSafe ReadMe PDFDocumento17 pagineTravelerSafe ReadMe PDFnatadevxNessuna valutazione finora
- 15ME11E - Solar PV - Question BankDocumento15 pagine15ME11E - Solar PV - Question BankvigneshNessuna valutazione finora
- Data Loss PreventionDocumento24 pagineData Loss PreventionhelmaaroufiNessuna valutazione finora
- 243 RegulatorDocumento24 pagine243 RegulatorDavid Somogyi DovalNessuna valutazione finora
- Unit 1 Module 2 Air Data InstrumentsDocumento37 pagineUnit 1 Module 2 Air Data Instrumentsveenadivyakish100% (1)
- Market Intelligence Case Study Sales & MarketingDocumento20 pagineMarket Intelligence Case Study Sales & MarketingBrian ShannyNessuna valutazione finora
- Incident Report: Executive Vice PresidentDocumento1 paginaIncident Report: Executive Vice PresidentEvan MoraledaNessuna valutazione finora
- Dual-Phase, Quick-PWM Controllers For IMVP-IV CPU Core Power SuppliesDocumento45 pagineDual-Phase, Quick-PWM Controllers For IMVP-IV CPU Core Power Supplieslucian1961Nessuna valutazione finora
- PresPrescient3 Extinguishing Control Panelcient 3 SLDocumento4 paginePresPrescient3 Extinguishing Control Panelcient 3 SLIgor NedeljkovicNessuna valutazione finora