Potrebbero piacerti anche
- Procesos de corte y preparación de bordes. FMEC0210Da EverandProcesos de corte y preparación de bordes. FMEC0210Nessuna valutazione finora
- Soldadura en el montaje de tuberías. FMEC0108Da EverandSoldadura en el montaje de tuberías. FMEC0108Nessuna valutazione finora
- Tipos de Cordones de Uniones Soldadas Posiciones enDocumento44 pagineTipos de Cordones de Uniones Soldadas Posiciones enneripe92% (24)
- Manual Soldador - 2parteDocumento18 pagineManual Soldador - 2partetata faican100% (6)
- Manual Soldador 1parteDocumento12 pagineManual Soldador 1partetata faican100% (7)
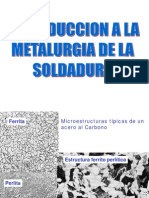
- Metalurgia de La SoldaduraDocumento25 pagineMetalurgia de La Soldaduraneripe100% (14)
- Metalurgia de La Soldadura 2Documento171 pagineMetalurgia de La Soldadura 2neripe98% (54)
- Geometría de La Unión Soldada-09Documento78 pagineGeometría de La Unión Soldada-09Jesusislife80% (15)
- Manual de Soldadura Electrica Mig y TigDocumento65 pagineManual de Soldadura Electrica Mig y TigJosua Obando98% (57)
- Soldadura con alambre tubular. FMEC0210Da EverandSoldadura con alambre tubular. FMEC0210Nessuna valutazione finora
- Interpretación de planos en soldadura. FMEC0210Da EverandInterpretación de planos en soldadura. FMEC0210Valutazione: 4.5 su 5 stelle4.5/5 (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210Da EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Nessuna valutazione finora
- Corte y mecanizado de tuberías. FMEC0108Da EverandCorte y mecanizado de tuberías. FMEC0108Nessuna valutazione finora
- Soldadura MAG de chapas de acero al carbono. FMEC0210Da EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Nessuna valutazione finora
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoDa EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoValutazione: 3.5 su 5 stelle3.5/5 (6)
- Interpretación de planos en la fabricación de tuberías. FMEC0108Da EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Valutazione: 1 su 5 stelle1/5 (1)
- UF1213 - Técnicas de mecanizado y metrologíaDa EverandUF1213 - Técnicas de mecanizado y metrologíaValutazione: 4 su 5 stelle4/5 (5)
- Clasificación de Los ElectrodosDocumento31 pagineClasificación de Los ElectrodosCristian VasquezNessuna valutazione finora
- Manual ElectrodosDocumento175 pagineManual ElectrodosgabineitorNessuna valutazione finora
- Manual de Elctrodos para SoldarDocumento25 pagineManual de Elctrodos para SoldarCarlos TerronesNessuna valutazione finora
- Manual Tecnico Infra Aceros-Electrodos EtcDocumento25 pagineManual Tecnico Infra Aceros-Electrodos EtcFernando Emmanuel Serret GaliciaNessuna valutazione finora
- Manual de Electrodos para Soldar PDFDocumento25 pagineManual de Electrodos para Soldar PDFRuben Cruz S100% (1)
- ManualdeSoldadurasEutecticCastolin PDFDocumento158 pagineManualdeSoldadurasEutecticCastolin PDFLuis MoriNessuna valutazione finora
- "Aplicación de La Soldadura en Estructuras de AluminioDocumento107 pagine"Aplicación de La Soldadura en Estructuras de AluminioSergio Fernandez quispeNessuna valutazione finora
- Soldadura en Estructuras de AluminioDocumento119 pagineSoldadura en Estructuras de AluminioEntropermanNessuna valutazione finora
- Aceria Electrica MONO 2009 PDFDocumento244 pagineAceria Electrica MONO 2009 PDFrdelgranado100% (1)
- LADRILLOS REFRACTARIOS CON CENIZA DE TERMOZIPA RojasPulidoLeonardo2015Documento167 pagineLADRILLOS REFRACTARIOS CON CENIZA DE TERMOZIPA RojasPulidoLeonardo2015Sua Luish100% (1)
- Catalogo Soldaduras PDFDocumento233 pagineCatalogo Soldaduras PDFArnaldo Macchi Millan100% (1)
- Hornos IndustrialesDocumento113 pagineHornos IndustrialesMartin OrtizNessuna valutazione finora
- Ntm00100 Especificaciones de Ferreteria de LineaDocumento91 pagineNtm00100 Especificaciones de Ferreteria de LineaJhonny100% (2)
- Diseño de Caldera Pirotubular HorizontalDocumento136 pagineDiseño de Caldera Pirotubular HorizontalMiguelPacheecoAgamezNessuna valutazione finora
- Capítulo 56 - Soldadura Industrial: Clases y AplicacionesDocumento102 pagineCapítulo 56 - Soldadura Industrial: Clases y Aplicacionesjulio_salas_59100% (1)
- Aceria - Electrica - MONO - 2009 Pag 1 A 100Documento100 pagineAceria - Electrica - MONO - 2009 Pag 1 A 100Kike Torres De GanteNessuna valutazione finora
- TESIS Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosDocumento190 pagineTESIS Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosAlexis Michelle Roca100% (3)
- Rafael GuevaraDocumento89 pagineRafael GuevaraSamm MendozaNessuna valutazione finora
- Blumig 243c-283c-353c-253alu35625Documento38 pagineBlumig 243c-283c-353c-253alu35625William Flores RosalesNessuna valutazione finora
- NTC1798Documento24 pagineNTC1798AlbertoNessuna valutazione finora
- PSF 305Documento8 paginePSF 305Tecnica 2SNessuna valutazione finora
- Manual - Caddy Tig 2200iDocumento24 pagineManual - Caddy Tig 2200ijose_aupiNessuna valutazione finora
- Manual Del SoldadorDocumento647 pagineManual Del Soldadordavid dcNessuna valutazione finora
- Blumig CemontDocumento114 pagineBlumig Cemontivan mendozaNessuna valutazione finora
- Ext Ihxwtc23atq1ddxudn7pDocumento4 pagineExt Ihxwtc23atq1ddxudn7pChurun Naharro MegiasNessuna valutazione finora
- Vican PDFDocumento77 pagineVican PDFMichael CatalanNessuna valutazione finora
- Manual Gtaw - TigDocumento98 pagineManual Gtaw - TigJOSE REFUGIO FUJARTE SANDOVALNessuna valutazione finora
- Aguirre Guevara Oscar 2Documento129 pagineAguirre Guevara Oscar 2EmmanuelSanzNessuna valutazione finora
- Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosDocumento190 pagineTipos y Características de Tuberías para Elaboración de Pozos PetrolerosVania Alejandra Ortiz100% (2)
- Norma Inst. Eléctricas CablesDocumento5 pagineNorma Inst. Eléctricas CablesLourdes Rocamora NadalNessuna valutazione finora
- Metalurgia SecundariaDocumento167 pagineMetalurgia SecundariaMariano LázaroNessuna valutazione finora
- ESPECIFICACION TECNICA DE MATERIALES em - 28 - 07 - 04Documento20 pagineESPECIFICACION TECNICA DE MATERIALES em - 28 - 07 - 04Diego Hernandez G100% (1)
- DIRU VENTILACION Catalogo-2018 PDFDocumento216 pagineDIRU VENTILACION Catalogo-2018 PDFELDUVINA RIBASNessuna valutazione finora
- Oro Blanco de Los Andes - RSZDocumento292 pagineOro Blanco de Los Andes - RSZAlejandro TorresNessuna valutazione finora
- Especificaciones Técnicas Alimentadora Guadmo 10Documento107 pagineEspecificaciones Técnicas Alimentadora Guadmo 10JOHN ESTEBAN PARAPI PLAZANessuna valutazione finora
- Riesgos eléctricos y mecánicos - 1ra ediciónDa EverandRiesgos eléctricos y mecánicos - 1ra ediciónNessuna valutazione finora
- Costo y Tiempo en Edificacion (Carlos Suarez Salazar)Documento255 pagineCosto y Tiempo en Edificacion (Carlos Suarez Salazar)Estrellina Silva Medina100% (13)
- Iinstalaciones DomiciliariasDocumento327 pagineIinstalaciones DomiciliariasCristinaRonNessuna valutazione finora
- Alcantarillados Lopez Cualla OCRDocumento198 pagineAlcantarillados Lopez Cualla OCREduardo DV83% (12)
- Ensayos en Un Pavimento RigidoDocumento16 pagineEnsayos en Un Pavimento RigidoYury Lenin Ramirez100% (8)
- Proyectos Empresariales Con MS ProjectDocumento266 pagineProyectos Empresariales Con MS ProjectLuis CPNessuna valutazione finora
- Calculo de La Precipitacion NetaDocumento8 pagineCalculo de La Precipitacion NetaYury Lenin RamirezNessuna valutazione finora
- Lagunas AireadasDocumento46 pagineLagunas AireadasYury Lenin RamirezNessuna valutazione finora
- Trabajo Estabilización EnzimasDocumento7 pagineTrabajo Estabilización EnzimasRolando VargasNessuna valutazione finora
- Analisis PinchDocumento15 pagineAnalisis PinchdjcafNessuna valutazione finora
- Gravimetría de Volatilización oDocumento5 pagineGravimetría de Volatilización oYandra Salas AlemanNessuna valutazione finora
- FLOTACIONDocumento64 pagineFLOTACIONjorgecatalinahuanca50% (2)
- QuimicaDocumento5 pagineQuimicamatty jimenezNessuna valutazione finora
- Int. Inspeccion Soldaduras UTDocumento40 pagineInt. Inspeccion Soldaduras UTDiego Fernando Navia Ferreyra100% (2)
- Lab1termo993 FinalDocumento16 pagineLab1termo993 FinalRodrigo Pereira LanderosNessuna valutazione finora
- Procesamineto de Minerales Capitulo 11-19 AP 42Documento13 pagineProcesamineto de Minerales Capitulo 11-19 AP 42Manuel Emilio Muñoz HuaynalayaNessuna valutazione finora
- Barbosa, Sally - Cristales de CuarzoDocumento14 pagineBarbosa, Sally - Cristales de CuarzomatoportelaNessuna valutazione finora
- Informe ViscosidadDocumento12 pagineInforme ViscosidadGonzalo Tereucan Inaipil100% (2)
- Recetas Muy AntiguasDocumento18 pagineRecetas Muy AntiguasFernandez JuanNessuna valutazione finora
- Preguntas de QuímicaDocumento3 paginePreguntas de QuímicaIan Mendoza GarzaNessuna valutazione finora
- Crioscopia y Propiedades ColigativasDocumento11 pagineCrioscopia y Propiedades ColigativaslorenaNessuna valutazione finora
- Insecticida NaturalDocumento54 pagineInsecticida NaturalLucioGuioMojicaNessuna valutazione finora
- Fisiologia Practica Fase 5Documento14 pagineFisiologia Practica Fase 5joseNessuna valutazione finora
- Taller 1. Partìculas SubatómicasDocumento2 pagineTaller 1. Partìculas SubatómicasJackson Valverde TobarNessuna valutazione finora
- Liceo Nocturno 6t0 Año QuímicaDocumento5 pagineLiceo Nocturno 6t0 Año QuímicaCarlos SanchezNessuna valutazione finora
- Informe de Laboratorio - EnzimasDocumento17 pagineInforme de Laboratorio - Enzimasbrayan avilez100% (1)
- Frases Con Elementos QuímicosDocumento5 pagineFrases Con Elementos QuímicosEdgar OrtegaNessuna valutazione finora
- Manualmargarita 140707211356 Phpapp02Documento120 pagineManualmargarita 140707211356 Phpapp02MarielitaCRNessuna valutazione finora
- U2-Procesos de FabricaciónDocumento12 pagineU2-Procesos de FabricaciónMike VargasNessuna valutazione finora
- Anexo O.plan de Emergencia CalderaDocumento12 pagineAnexo O.plan de Emergencia CalderaKatherine Videla RiverosNessuna valutazione finora
- Guia Comprobaciones de CargaDocumento13 pagineGuia Comprobaciones de CargaAmilcar Alcocer OlguinNessuna valutazione finora
- 4.1. Clasificacià N Modal y Quã-Mica de Rocas Ã-Gneas PDFDocumento28 pagine4.1. Clasificacià N Modal y Quã-Mica de Rocas Ã-Gneas PDFJefte Yaacob Mtz Chavez100% (1)
- Sistema de Bioluminiscencia de CelsisDocumento2 pagineSistema de Bioluminiscencia de Celsisjljimenez1969100% (1)
- SDS Microlube GL 261 020195 MX EsDocumento20 pagineSDS Microlube GL 261 020195 MX EsErick AvilaNessuna valutazione finora
- Lineas de Transmision-DidacticoDocumento120 pagineLineas de Transmision-DidacticoLuis CarrilloNessuna valutazione finora
- Crecimiento MicrobianoDocumento21 pagineCrecimiento MicrobianojhonNessuna valutazione finora
- PRACTICA #02 BiologiaDocumento9 paginePRACTICA #02 Biologialucy davila diazNessuna valutazione finora