Potrebbero piacerti anche
- Good Pharmaceutical Manufacturing Practice Rationale and ComplianceDocumento515 pagineGood Pharmaceutical Manufacturing Practice Rationale and Compliancestanles100% (13)
- 12 Sterile ProductionDocumento140 pagine12 Sterile ProductionsamirneseemNessuna valutazione finora
- Pharmaceutical Manufacturing Handout 2Documento264 paginePharmaceutical Manufacturing Handout 2Jezzamae Llaban Teves100% (1)
- Pharmaceutical Quality by Design Using JMP: Solving Product Development and Manufacturing ProblemsDa EverandPharmaceutical Quality by Design Using JMP: Solving Product Development and Manufacturing ProblemsValutazione: 5 su 5 stelle5/5 (2)
- Indian CookbookDocumento42 pagineIndian Cookbooknavlest100% (5)
- Excipient Toxicity and SafetyDocumento374 pagineExcipient Toxicity and SafetyVigNa Dalzelliana100% (4)
- ANDA Filing Checklist for Completeness and AcceptabilityDocumento12 pagineANDA Filing Checklist for Completeness and Acceptabilitymaneshdixit4312Nessuna valutazione finora
- Tablet FormulationDocumento34 pagineTablet FormulationWicharn KetjindaNessuna valutazione finora
- Pharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersDa EverandPharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersNessuna valutazione finora
- eCTD: The Adventure Continues: The 8th Annual Electronic Submissions ConferenceDocumento9 pagineeCTD: The Adventure Continues: The 8th Annual Electronic Submissions ConferencepalkybdNessuna valutazione finora
- Dissolution MethodsDocumento114 pagineDissolution MethodsBusdev Catur DakwahNessuna valutazione finora
- Tablet Manufacturing ProcessDocumento9 pagineTablet Manufacturing ProcessNurul FaizaahNessuna valutazione finora
- Validation Master Plan A Complete Guide - 2019 EditionDa EverandValidation Master Plan A Complete Guide - 2019 EditionNessuna valutazione finora
- Parenteral Products: The Preparation and Quality Control of Products for InjectionDa EverandParenteral Products: The Preparation and Quality Control of Products for InjectionNessuna valutazione finora
- Fda GMP PDFDocumento51 pagineFda GMP PDFAnkur ChoudharyNessuna valutazione finora
- Analytical Profiles of Drug Substances and Excipients Vol 27Documento389 pagineAnalytical Profiles of Drug Substances and Excipients Vol 27Thrinath Kumar100% (3)
- EngineeringDocumento208 pagineEngineeringvins4u100% (1)
- Dosage Form DesignDocumento19 pagineDosage Form DesignAnimikh RayNessuna valutazione finora
- A Risk Based Cleaning and Disinfection ProgramDocumento83 pagineA Risk Based Cleaning and Disinfection ProgramiSanguinoNessuna valutazione finora
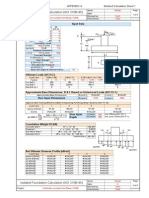
- Isolated Foundation Calculation (ACI 318M-95) : Input DataDocumento5 pagineIsolated Foundation Calculation (ACI 318M-95) : Input DataJuan CarlosNessuna valutazione finora
- Excipient Qualification GuideDocumento66 pagineExcipient Qualification Guidevbads67% (3)
- Good Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsDa EverandGood Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsNessuna valutazione finora
- Design and Manufacture of Pharmaceutical TabletsDa EverandDesign and Manufacture of Pharmaceutical TabletsValutazione: 3.5 su 5 stelle3.5/5 (6)
- Regulatory Requirements for Registration of Artemisinin Combination TherapiesDocumento57 pagineRegulatory Requirements for Registration of Artemisinin Combination TherapiesdeepakpharmatechNessuna valutazione finora
- Risk Assessment Single-Use White Paper en MRK March 2017 LowDocumento4 pagineRisk Assessment Single-Use White Paper en MRK March 2017 LowRui PiresNessuna valutazione finora
- Validation Master Plan A Complete Guide - 2020 EditionDa EverandValidation Master Plan A Complete Guide - 2020 EditionNessuna valutazione finora
- Machine Technical Review and Training GuideDocumento124 pagineMachine Technical Review and Training GuideJuan Manuel MuñozNessuna valutazione finora
- Profiles of Drug Substances Vol 07Documento497 pagineProfiles of Drug Substances Vol 07Binhnguyen Nguyen100% (2)
- Indian Nonveg Recipes (9xmobi - Com)Documento20 pagineIndian Nonveg Recipes (9xmobi - Com)bhuppi0802Nessuna valutazione finora
- FDA Sterile Product Manufacturing GuidelinesDocumento63 pagineFDA Sterile Product Manufacturing GuidelinesSmartishag Bediako100% (2)
- How to Develop Robust Solid Oral Dosage Forms: From Conception to Post-ApprovalDa EverandHow to Develop Robust Solid Oral Dosage Forms: From Conception to Post-ApprovalNessuna valutazione finora
- ICH Quality Guidelines: An Implementation GuideDa EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNessuna valutazione finora
- USP General Chapter <795> Nonsterile Compounding GuideDocumento13 pagineUSP General Chapter <795> Nonsterile Compounding GuideangelNessuna valutazione finora
- Biocontamination Control for Pharmaceuticals and HealthcareDa EverandBiocontamination Control for Pharmaceuticals and HealthcareValutazione: 5 su 5 stelle5/5 (1)
- Concepts of Quality Management in Pharmaceutical IndustryDa EverandConcepts of Quality Management in Pharmaceutical IndustryNessuna valutazione finora
- QA PharmaceuticalDocumento413 pagineQA Pharmaceuticalalhalili100% (9)
- Parenteral Quality ControlDocumento388 pagineParenteral Quality ControlNurul Fuady0% (3)
- Careers in Focus: Pharmaceuticals and Biotechnology, Third EditionDa EverandCareers in Focus: Pharmaceuticals and Biotechnology, Third EditionNessuna valutazione finora
- Pharmaceutical manufacturing Complete Self-Assessment GuideDa EverandPharmaceutical manufacturing Complete Self-Assessment GuideNessuna valutazione finora
- Leachables and Extractables Handbook: Safety Evaluation, Qualification, and Best Practices Applied to Inhalation Drug ProductsDa EverandLeachables and Extractables Handbook: Safety Evaluation, Qualification, and Best Practices Applied to Inhalation Drug ProductsDouglas J. BallNessuna valutazione finora
- Oral Controlled Release Formulation Design and Drug Delivery: Theory to PracticeDa EverandOral Controlled Release Formulation Design and Drug Delivery: Theory to PracticeHong WenNessuna valutazione finora
- Production of Plasma Proteins for Therapeutic UseDa EverandProduction of Plasma Proteins for Therapeutic UseValutazione: 3 su 5 stelle3/5 (5)
- Validation Guide for Pharmaceutical ProcessesDocumento161 pagineValidation Guide for Pharmaceutical ProcessesRajendraShrestha100% (1)
- Astm A500Documento5 pagineAstm A500Pierre Papeen67% (3)
- Portfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesDa EverandPortfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesPete HarpumNessuna valutazione finora
- LiquidsDocumento13 pagineLiquidsavn6100% (6)
- Design of Biogas DigestersDocumento22 pagineDesign of Biogas DigestersSharath Chandra100% (5)
- Lintels and ArchesDocumento49 pagineLintels and Arches18 Architects50% (2)
- How to Design and Implement Powder-to-Tablet Continuous Manufacturing SystemsDa EverandHow to Design and Implement Powder-to-Tablet Continuous Manufacturing SystemsFernando MuzzioNessuna valutazione finora
- Ingredient X: The Production of Effective DrugsDa EverandIngredient X: The Production of Effective DrugsNessuna valutazione finora
- Flow Diagram For Tablet and CapsuleDocumento5 pagineFlow Diagram For Tablet and Capsule0921py100% (3)
- Guia SupacDocumento44 pagineGuia SupacMario Vazquez BNessuna valutazione finora
- Profiles of Drug Substances Vol 39Documento548 pagineProfiles of Drug Substances Vol 39Bình NguyênNessuna valutazione finora
- Granulation With Rapid Mixer Granulator (RMG) - A Review - Pharma InfoDocumento35 pagineGranulation With Rapid Mixer Granulator (RMG) - A Review - Pharma Infoaral1aral100% (3)
- STERILE PARENTERAL FORMULATIONSDocumento85 pagineSTERILE PARENTERAL FORMULATIONSShalimashalu100% (1)
- Tablet Tooling in Compression Machine: Name:-Devang A Mehta Roll No.: - 38 Guide: - Mrs. Varsha PradhanDocumento32 pagineTablet Tooling in Compression Machine: Name:-Devang A Mehta Roll No.: - 38 Guide: - Mrs. Varsha PradhanAnkit SitokeNessuna valutazione finora
- Tablet Coating ProblemsDocumento6 pagineTablet Coating ProblemsAnup Bajracharya100% (2)
- Uncoated TabletsDocumento1 paginaUncoated Tabletsfopcu91Nessuna valutazione finora
- C-8 TabletDocumento129 pagineC-8 TabletLareina Uy Calubad67% (3)
- Cleanroom Management in Pharmaceuticals and HealthcareDocumento1 paginaCleanroom Management in Pharmaceuticals and HealthcareTim SandleNessuna valutazione finora
- Pharma Industry: Vipul Murarka Vibhuti SharmaDocumento37 paginePharma Industry: Vipul Murarka Vibhuti SharmaVipul MurarkaNessuna valutazione finora
- Data Integrity and Compliance: A Primer for Medical Product ManufacturersDa EverandData Integrity and Compliance: A Primer for Medical Product ManufacturersNessuna valutazione finora
- Muscle CrampsDocumento2 pagineMuscle CrampsDarshan Singh BudwalNessuna valutazione finora
- Sweet Potato Chutney Recipe, South Indian Sweet Potato Chutney PDFDocumento2 pagineSweet Potato Chutney Recipe, South Indian Sweet Potato Chutney PDFDarshan Singh BudwalNessuna valutazione finora
- Appam Recipe, How To Make Appam - Kerala Appam RecipeDocumento2 pagineAppam Recipe, How To Make Appam - Kerala Appam RecipedevchithNessuna valutazione finora
- Tiffin Sambar Recipe, How To Make Hotel Style Tiffin Sambar RecipeDocumento30 pagineTiffin Sambar Recipe, How To Make Hotel Style Tiffin Sambar RecipeDarshan Singh BudwalNessuna valutazione finora
- Beetroot Soup Recipe - Beetroot and Carrot Soup - Beet Soup Recipe PDFDocumento2 pagineBeetroot Soup Recipe - Beetroot and Carrot Soup - Beet Soup Recipe PDFDarshan Singh BudwalNessuna valutazione finora
- 15 Natural Remedies To Treat Acid Reflux and UlcersDocumento3 pagine15 Natural Remedies To Treat Acid Reflux and UlcersPharmasquire MedicsNessuna valutazione finora
- Banned Ingredients That You Will Still Find in Your FoodDocumento1 paginaBanned Ingredients That You Will Still Find in Your FoodDarshan Singh BudwalNessuna valutazione finora
- Functions of LiverDocumento2 pagineFunctions of LiverDarshan Singh BudwalNessuna valutazione finora
- Diagnosis in AyurvedaDocumento4 pagineDiagnosis in AyurvedaDarshan Singh BudwalNessuna valutazione finora
- 22 Things To KeepDocumento3 pagine22 Things To KeepDarshan Singh BudwalNessuna valutazione finora
- 6 Shocking Things Doctors Do To Pregnant Women in IndiaDocumento2 pagine6 Shocking Things Doctors Do To Pregnant Women in IndiaDarshan Singh BudwalNessuna valutazione finora
- Defining CalibrationDocumento6 pagineDefining Calibrationrosebelle1906Nessuna valutazione finora
- Important Government NotificationsDocumento55 pagineImportant Government NotificationsDarshan Singh BudwalNessuna valutazione finora
- 4 Yoga Asanas To Relieve AcidityDocumento5 pagine4 Yoga Asanas To Relieve AcidityDarshan Singh BudwalNessuna valutazione finora
- Kala Ghoda Event SchedulerDocumento104 pagineKala Ghoda Event SchedulerDarshan Singh BudwalNessuna valutazione finora
- Beginning Calligraphy HandoutDocumento5 pagineBeginning Calligraphy HandoutBarry KostinerNessuna valutazione finora
- Heart AttackDocumento2 pagineHeart AttackDarshan Singh BudwalNessuna valutazione finora
- Important Medicinal Plants Used in Ayurveda: Plant Sanskrit Name Main Indications/effectDocumento6 pagineImportant Medicinal Plants Used in Ayurveda: Plant Sanskrit Name Main Indications/effectDarshan Singh BudwalNessuna valutazione finora
- Discover Your AuraDocumento23 pagineDiscover Your AuraDarshan Singh Budwal100% (3)
- Heart AttackDocumento2 pagineHeart AttackDarshan Singh BudwalNessuna valutazione finora
- Spot That Cancer Early OnDocumento2 pagineSpot That Cancer Early OnDarshan Singh BudwalNessuna valutazione finora
- Top 10 Global Fast Food ChainsDocumento1 paginaTop 10 Global Fast Food ChainsDarshan Singh BudwalNessuna valutazione finora
- Cleaning ValidationDocumento5 pagineCleaning ValidationDarshan Singh BudwalNessuna valutazione finora
- B3DC3DBBD068D4333ADEA24668AC156CDocumento2 pagineB3DC3DBBD068D4333ADEA24668AC156CDarshan Singh BudwalNessuna valutazione finora
- Traditional Use of SpicesDocumento8 pagineTraditional Use of SpicesDarshan Singh BudwalNessuna valutazione finora
- 03 - Coating of Sustained Release PelletsDocumento4 pagine03 - Coating of Sustained Release PelletsDarshan Singh BudwalNessuna valutazione finora
- Everyday Science Question Answers - Part 4 of 4: Author: Administrator Saved FromDocumento2 pagineEveryday Science Question Answers - Part 4 of 4: Author: Administrator Saved FromDarshan Singh BudwalNessuna valutazione finora
- Applied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurDocumento19 pagineApplied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurTommyVercettiNessuna valutazione finora
- Advanced Lab Course 50: PhotovoltaicsDocumento18 pagineAdvanced Lab Course 50: PhotovoltaicsHamza OuerfelliNessuna valutazione finora
- About Welding Process 47Documento1 paginaAbout Welding Process 47XerexNessuna valutazione finora
- Liquid Penetrant Testing Chapter 4: Emulsification, Penetrant Removal and Developer ApplicationDocumento11 pagineLiquid Penetrant Testing Chapter 4: Emulsification, Penetrant Removal and Developer ApplicationRajendrasinh PuvarNessuna valutazione finora
- Pushover Analyses of TwoDocumento6 paginePushover Analyses of TwogazmirNessuna valutazione finora
- April Home Assignment Assignment # - 2Documento11 pagineApril Home Assignment Assignment # - 2Nawaz KhanNessuna valutazione finora
- Mechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresDocumento39 pagineMechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresMohammed AzharuddinNessuna valutazione finora
- 2 Year Chemistry Weightage: V. Kumar Dean Sri Chaitanya Educational Institutions HyderabadDocumento4 pagine2 Year Chemistry Weightage: V. Kumar Dean Sri Chaitanya Educational Institutions Hyderabadnithish0% (1)
- Api600 Valve Trim ChartDocumento2 pagineApi600 Valve Trim ChartBoankNessuna valutazione finora
- Indian Railways MIG Wire Technical RequirementsDocumento17 pagineIndian Railways MIG Wire Technical RequirementsJoherNessuna valutazione finora
- Safety Data Sheet (MSDS CHT711 2023.1.1) (CHT711 JT-71T1-) From Atlantic 20231228Documento5 pagineSafety Data Sheet (MSDS CHT711 2023.1.1) (CHT711 JT-71T1-) From Atlantic 20231228sergio.lopezNessuna valutazione finora
- Datasheet Potassium Formate KFORMSOLpdfDocumento1 paginaDatasheet Potassium Formate KFORMSOLpdfJuan MancipeNessuna valutazione finora
- X20 CR Mo 13 KGDocumento2 pagineX20 CR Mo 13 KGBonthala BadriNessuna valutazione finora
- Materials: Current Status and Future Prospects of Copper Oxide Heterojunction Solar CellsDocumento21 pagineMaterials: Current Status and Future Prospects of Copper Oxide Heterojunction Solar CellsMurat YilmazNessuna valutazione finora
- Tut 9 - PH 102 - 30052023Documento1 paginaTut 9 - PH 102 - 30052023PS SuryaNessuna valutazione finora
- Stabilo Ink Compliance StatementDocumento2 pagineStabilo Ink Compliance StatementNurul HaziqahNessuna valutazione finora
- Ds Oil and Grease TypesDocumento2 pagineDs Oil and Grease TypesIsaias BarbaNessuna valutazione finora
- Heat Lab ManualDocumento96 pagineHeat Lab ManualNourAldin AbuSaleh100% (2)
- HUMITECHDocumento1 paginaHUMITECHtimNessuna valutazione finora
- DEGASSING AGENT AF 100 - Ind1 - AngDocumento1 paginaDEGASSING AGENT AF 100 - Ind1 - AngFrench Corvette50% (2)
- Lesker FeedthroughsDocumento39 pagineLesker FeedthroughspericoNessuna valutazione finora
- AOCS Recommended Practice Ca 12-55 Phosphorus PDFDocumento2 pagineAOCS Recommended Practice Ca 12-55 Phosphorus PDFMaximino Alvarez100% (1)
- Carbozinc 11: Performance DataDocumento4 pagineCarbozinc 11: Performance Datakanha15102003Nessuna valutazione finora
- SIGMADUR 550 BASE RAL7035 EnglishDocumento14 pagineSIGMADUR 550 BASE RAL7035 Englishbuitems11Nessuna valutazione finora
- Adilabad ROB SCHDocumento17 pagineAdilabad ROB SCHKota RavichandNessuna valutazione finora