Potrebbero piacerti anche
- 1.rompiendo ParadigmasDocumento14 pagine1.rompiendo ParadigmasORLANDORSSNessuna valutazione finora
- Tablero de TPM 122 X 119 PDFDocumento1 paginaTablero de TPM 122 X 119 PDFVictor GomezNessuna valutazione finora
- Las 5sDocumento21 pagineLas 5sVictor Jose Carbajal VasquezNessuna valutazione finora
- Eventos Kaizen PDFDocumento17 pagineEventos Kaizen PDFSergioYriasNessuna valutazione finora
- Total Productive Maintenance TPM 2013Documento48 pagineTotal Productive Maintenance TPM 2013Gustavo Arias GarridoNessuna valutazione finora
- Lean LexiconDocumento10 pagineLean LexiconJose Alberto Ramirez MoralesNessuna valutazione finora
- CTQ SDocumento16 pagineCTQ SJuan Pablo Azcuña C.Nessuna valutazione finora
- Formato Kaizen y 5sDocumento20 pagineFormato Kaizen y 5sKarina Magallanes CopeNessuna valutazione finora
- Reporte 5'SDocumento45 pagineReporte 5'SJosé Manuel Rodríguez67% (3)
- Marco Teorico Lean Six SigmaDocumento58 pagineMarco Teorico Lean Six SigmaCristian Gómez100% (2)
- Ensayo Sobre Webinar de Excelencia OperacionalDocumento3 pagineEnsayo Sobre Webinar de Excelencia OperacionalAngel Hernández100% (1)
- SMEDDocumento11 pagineSMEDHugo Sandoval VargasNessuna valutazione finora
- Medición y mejora continuaDocumento51 pagineMedición y mejora continuamarianaalvarezdelacad256Nessuna valutazione finora
- Kaizen en ToyotaDocumento13 pagineKaizen en ToyotaAnonymous TkOOavidwNessuna valutazione finora
- Lean Presupuestos ProfficeDocumento47 pagineLean Presupuestos ProfficeVladimirUrbinaPérez100% (1)
- Mejora Continua de Los Procesos Herramientas y Técnicas - Elsie BonillaDocumento221 pagineMejora Continua de Los Procesos Herramientas y Técnicas - Elsie BonillaYoslen MartinezNessuna valutazione finora
- 8 Principios de La Calidad IDocumento3 pagine8 Principios de La Calidad IFrankMartinezNessuna valutazione finora
- Formatos para TPMDocumento8 pagineFormatos para TPMMoOn Flores100% (2)
- 5-2-Estandarizacion de Tareas PDFDocumento13 pagine5-2-Estandarizacion de Tareas PDFJorge MendozaNessuna valutazione finora
- Spe - Sesion 3Documento18 pagineSpe - Sesion 3Sergio Cardenas GómezNessuna valutazione finora
- 2 Gestión Por ProcesosDocumento32 pagine2 Gestión Por ProcesosNelson JopiaNessuna valutazione finora
- Los 12 Pasos para Implementar El TPMDocumento31 pagineLos 12 Pasos para Implementar El TPMLuis Palacios100% (1)
- 6 GenDocumento25 pagine6 Genivantorr2009100% (7)
- Sesión 4 - Mantenimiento Planeado Material 2022Documento46 pagineSesión 4 - Mantenimiento Planeado Material 2022losoresdNessuna valutazione finora
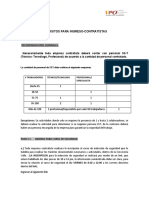
- Manual Contratistas V10 Cerveceria Del ValleDocumento27 pagineManual Contratistas V10 Cerveceria Del VallekatherineNessuna valutazione finora
- Kaizen y SmedDocumento26 pagineKaizen y SmednorkarislopezNessuna valutazione finora
- Lean Manufacturing PDFDocumento156 pagineLean Manufacturing PDFPaola RodriguezNessuna valutazione finora
- Aplicación SMED en F1 y producciónDocumento24 pagineAplicación SMED en F1 y producciónEnrique Orlando Graner PastranaNessuna valutazione finora
- Curso Lean Manufacturing SOLMADocumento12 pagineCurso Lean Manufacturing SOLMACesar Carreon100% (1)
- TPM A Volquetes de Una MineraDocumento34 pagineTPM A Volquetes de Una MineraChris M. Vilchez Jesus100% (1)
- Formato Short KaizenDocumento6 pagineFormato Short KaizenAnggy de RinconNessuna valutazione finora
- SMED TripticoDocumento3 pagineSMED TripticoMauricio JimenezNessuna valutazione finora
- Las 5 SDocumento24 pagineLas 5 SJulieth Baena - Julietha Gallo100% (1)
- Metodología GO (KAIZEN)Documento29 pagineMetodología GO (KAIZEN)joseNessuna valutazione finora
- Formatos para Evaluaciones y Diagnosticos-Lean Manunfacturing PDFDocumento14 pagineFormatos para Evaluaciones y Diagnosticos-Lean Manunfacturing PDFCarlos HernandezNessuna valutazione finora
- Mantenimiento IndustrialDocumento24 pagineMantenimiento IndustrialSantiago Muñoz MejíaNessuna valutazione finora
- Implementación de La Gestión Por ProcesosDocumento16 pagineImplementación de La Gestión Por ProcesosFernando Soberanes OncebayNessuna valutazione finora
- Modelo Shingo Cuarta DimensiónDocumento11 pagineModelo Shingo Cuarta DimensiónAlan De Jesus Gonzalez100% (1)
- Formatos TPMDocumento22 pagineFormatos TPMAlejandro Kurosaki Kuman PechNessuna valutazione finora
- Lección de Un PuntoDocumento6 pagineLección de Un Puntofco1340Nessuna valutazione finora
- LIBRO Gemba Kaizen EspañolDocumento449 pagineLIBRO Gemba Kaizen EspañolJoaquin FuentesNessuna valutazione finora
- Triptico 5s EsesDocumento2 pagineTriptico 5s EsesEdgard Medina GuevaraNessuna valutazione finora
- Las 5 S's y La Fabrica Visual - Kaizen Renshi Manual Del ParticipanteDocumento27 pagineLas 5 S's y La Fabrica Visual - Kaizen Renshi Manual Del ParticipanteLuis JerezNessuna valutazione finora
- Create Visual Workplace 5S-Plus Guide Latin AmericaDocumento40 pagineCreate Visual Workplace 5S-Plus Guide Latin AmericaAdolfo HuiracheNessuna valutazione finora
- 16 Perdidas e Indices de MttoDocumento10 pagine16 Perdidas e Indices de MttoRodriguez Millan100% (1)
- Libro Como Documentar Un Sistema de Gestion de Calidad Segun ISO 9001 2015 PDFDocumento77 pagineLibro Como Documentar Un Sistema de Gestion de Calidad Segun ISO 9001 2015 PDFSergio BritoNessuna valutazione finora
- Estandarización de ProcesosDocumento158 pagineEstandarización de Procesosbibliogspano100% (1)
- Manual para La Implementación de La Herramienta 5 SDocumento15 pagineManual para La Implementación de La Herramienta 5 Stecnoscapealvarez100% (13)
- Six Sigma White BeltDocumento11 pagineSix Sigma White BeltSaul SegoviaNessuna valutazione finora
- Auditoria de MantenimientoDocumento6 pagineAuditoria de MantenimientoFrancisco Orozco ValdesNessuna valutazione finora
- Formato de SMEDDocumento3 pagineFormato de SMEDJesús Martínez MtzNessuna valutazione finora
- Pasos para La Implementacion Del TPMDocumento9 paginePasos para La Implementacion Del TPMFernando Medina SegundoNessuna valutazione finora
- 7 DesperdiciosDocumento9 pagine7 DesperdiciosGeorge Arias100% (1)
- Kaizen-Kaiaku - Grupo 5 (Cultura Lean)Documento4 pagineKaizen-Kaiaku - Grupo 5 (Cultura Lean)Lucia Maribel Bautista ZuñigaNessuna valutazione finora
- TAREA #1 - Aplicación Del Pensamiento EsbeltoDocumento9 pagineTAREA #1 - Aplicación Del Pensamiento EsbeltoDavid ReyesNessuna valutazione finora
- Manual Kaizen y Justo A TiempoDocumento30 pagineManual Kaizen y Justo A Tiempojose100% (2)
- Normas de Calidad TotalDocumento27 pagineNormas de Calidad TotalRo Saul CohenNessuna valutazione finora
- Curso KaizenGemba Poka Yoque y Seis SigmaDocumento28 pagineCurso KaizenGemba Poka Yoque y Seis SigmaGuillermo Rachab Sanchez RuelasNessuna valutazione finora
- MF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoDa EverandMF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoValutazione: 4.5 su 5 stelle4.5/5 (2)
- Grupo 1 - Mejora Continua, Ciclo de MejoraDocumento31 pagineGrupo 1 - Mejora Continua, Ciclo de MejoraRenzo ManzanoNessuna valutazione finora
- Taller de Simulación de Rectificador Trifásico (2018) PDFDocumento3 pagineTaller de Simulación de Rectificador Trifásico (2018) PDFPedro EspinozaNessuna valutazione finora
- Ciclo de Vida Del Proyecto y OrganizaciónDocumento17 pagineCiclo de Vida Del Proyecto y OrganizaciónPedro EspinozaNessuna valutazione finora
- Elementos de Un Comando EléctricoDocumento11 pagineElementos de Un Comando EléctricoPedro EspinozaNessuna valutazione finora
- Electrotecnia, Pablo Alcalde San MiguelDocumento337 pagineElectrotecnia, Pablo Alcalde San MiguelPedro EspinozaNessuna valutazione finora
- AutomatizacionDocumento83 pagineAutomatizacionMireya Suarez AlvarezNessuna valutazione finora
- Mantenimiento y Reparaciã N de Motores Asã NcronosDocumento20 pagineMantenimiento y Reparaciã N de Motores Asã NcronosdxriveraNessuna valutazione finora
- ArduinoDocumento4 pagineArduinoPedro EspinozaNessuna valutazione finora
- Técnicas de Mantenimiento PredictivoDocumento25 pagineTécnicas de Mantenimiento PredictivoPedro EspinozaNessuna valutazione finora
- Curso Básico Capacitación Actuadores MX-A Limitorque 2.1Documento54 pagineCurso Básico Capacitación Actuadores MX-A Limitorque 2.1Pedro Espinoza83% (6)
- Riesgos ElectricosDocumento20 pagineRiesgos ElectricosJ Maykelin LutinNessuna valutazione finora
- Ciclo de Vida Del Proyecto y OrganizaciónDocumento17 pagineCiclo de Vida Del Proyecto y OrganizaciónPedro EspinozaNessuna valutazione finora
- Motor AC Con Rotor de Imán PermanenteDocumento13 pagineMotor AC Con Rotor de Imán PermanentePedro EspinozaNessuna valutazione finora
- Fibra Optica 1Documento39 pagineFibra Optica 1Pedro EspinozaNessuna valutazione finora
- Diseño de Un Aerogenerador Captador de Agua y Propuesta de Negocio Sustentable de Los Recursos Obtenidos (Copia en Conflicto de PC-PC 2013-10-25)Documento37 pagineDiseño de Un Aerogenerador Captador de Agua y Propuesta de Negocio Sustentable de Los Recursos Obtenidos (Copia en Conflicto de PC-PC 2013-10-25)Pedro EspinozaNessuna valutazione finora
- Instrumentacion Electronica Moderna y Tecnicas de Medicion-Cooper HelFrickDocumento461 pagineInstrumentacion Electronica Moderna y Tecnicas de Medicion-Cooper HelFrickFranklin Bravo Chufeliz100% (5)
- El Diodo ZenerDocumento8 pagineEl Diodo ZenerPedro EspinozaNessuna valutazione finora
- Análisis técnico proyecto inversiónDocumento22 pagineAnálisis técnico proyecto inversiónPedro EspinozaNessuna valutazione finora
- NSEG14 - 76 Empalmes Arereos TrifasicosDocumento17 pagineNSEG14 - 76 Empalmes Arereos Trifasicosexekiel_77Nessuna valutazione finora
- Componentes Del ÉxitoDocumento10 pagineComponentes Del ÉxitoPedro EspinozaNessuna valutazione finora
- 3era PresentaciónDocumento29 pagine3era PresentaciónPedro EspinozaNessuna valutazione finora
- Análisis técnico proyecto inversiónDocumento22 pagineAnálisis técnico proyecto inversiónPedro EspinozaNessuna valutazione finora
- Vari AdoresDocumento24 pagineVari AdoresPedro EspinozaNessuna valutazione finora
- Contaminacion LuminicaDocumento12 pagineContaminacion LuminicaPedro EspinozaNessuna valutazione finora
- Subestaciones de PoderDocumento11 pagineSubestaciones de PoderPedro EspinozaNessuna valutazione finora
- Introducción IR650Documento8 pagineIntroducción IR650Pedro EspinozaNessuna valutazione finora
- Subestaciones Electricas (TEORIA)Documento41 pagineSubestaciones Electricas (TEORIA)Dayan ҺệŗŘēŖÂ яŨłż100% (2)
- Manual Del Ingeniero Químico - Perry - Sexta EdiciónDocumento2.577 pagineManual Del Ingeniero Químico - Perry - Sexta EdiciónPedro Espinoza96% (24)
- 114 - Multimetodologías Soft-Hard Operations ResearchDocumento56 pagine114 - Multimetodologías Soft-Hard Operations ResearchPedro Espinoza100% (1)
- Examen ResiduosDocumento5 pagineExamen ResiduosMarco Tuesta VasquezNessuna valutazione finora
- Installation Manual Praesensa AD604Documento332 pagineInstallation Manual Praesensa AD604Angel FuentesNessuna valutazione finora
- HEMPADUR MULTI-STRENGTH 35530Documento2 pagineHEMPADUR MULTI-STRENGTH 35530Ricardo Omar Marin SalazarNessuna valutazione finora
- Catalogo de Contactores de Abb PDFDocumento58 pagineCatalogo de Contactores de Abb PDFFernando Taipe'xNessuna valutazione finora
- Nota BQDocumento2 pagineNota BQMEDVOLT SACNessuna valutazione finora
- Sistema de Producción Por LotesDocumento4 pagineSistema de Producción Por LotesFanny GutierrezNessuna valutazione finora
- Adherencia, Longitudes de Desarrollo y EmpalmesDocumento10 pagineAdherencia, Longitudes de Desarrollo y EmpalmesAlxndr Leon RosalesNessuna valutazione finora
- 05 Materiales Ceramicos 3Documento49 pagine05 Materiales Ceramicos 3Karen Dayanna AmadoNessuna valutazione finora
- Equipos IndustrialesDocumento59 pagineEquipos Industrialesfpelaez.cementingNessuna valutazione finora
- Fulton 3Documento8 pagineFulton 3Luis QuintanaNessuna valutazione finora
- Rejillas y tapas para sumideros: requisitosDocumento18 pagineRejillas y tapas para sumideros: requisitosPaulascribd22100% (1)
- Tubos y Conductos en Elementos Estructurales de Concreto ArmadoDocumento5 pagineTubos y Conductos en Elementos Estructurales de Concreto ArmadovaahplusNessuna valutazione finora
- Pinturas ColorcelDocumento6 paginePinturas ColorcelAlfredo CachopoNessuna valutazione finora
- IV Bim. 1er. Año - QUIM. - Guia #3 - Nomenclatura QuímicaDocumento5 pagineIV Bim. 1er. Año - QUIM. - Guia #3 - Nomenclatura QuímicaCarlos LopezNessuna valutazione finora
- Ensayo Del AdobeDocumento13 pagineEnsayo Del AdobeAlan Mauricio Sifuentes GarciaNessuna valutazione finora
- Hoja Membrete Comentarios8Documento14 pagineHoja Membrete Comentarios8Anonymous OkMaPUemNessuna valutazione finora
- ZeolitasDocumento3 pagineZeolitasDaniel VelásquezNessuna valutazione finora
- Vidrios PDFDocumento129 pagineVidrios PDFCruz MJNessuna valutazione finora
- Data Sheet 204Documento4 pagineData Sheet 204Ing. Jose BallenNessuna valutazione finora
- Indicadores Practica 1 Unidad2 ListoDocumento22 pagineIndicadores Practica 1 Unidad2 ListoCindy Diaz33% (6)
- Trazado, Corte y Armado en Laminas, Perfiles y TuberiasDocumento32 pagineTrazado, Corte y Armado en Laminas, Perfiles y TuberiasFIDELINANessuna valutazione finora
- 100 Trabajo Colaborativo 2Documento6 pagine100 Trabajo Colaborativo 2omarcb10Nessuna valutazione finora
- Otsein-Hoover VHD9123D-37Documento23 pagineOtsein-Hoover VHD9123D-3775410329ENessuna valutazione finora
- Espicificaciones TecnicasDocumento18 pagineEspicificaciones TecnicasRenán Zambrano SolórzanoNessuna valutazione finora
- Peso Especifico en Asfaltos SemisólidosDocumento2 paginePeso Especifico en Asfaltos SemisólidosSairy Lema0% (1)
- Especificacion Integral FriccionesDocumento19 pagineEspecificacion Integral FriccionesP-ChanMXNessuna valutazione finora
- Fabricacion Bloques de CementoDocumento67 pagineFabricacion Bloques de CementoAlberto Aburto Jarquin81% (36)
- Tema 4 Fortificacion PDFDocumento94 pagineTema 4 Fortificacion PDFJaviera Paz LepiqueNessuna valutazione finora
- Residuos Solidos en Mi LocalidadDocumento11 pagineResiduos Solidos en Mi LocalidadTHEMITICONessuna valutazione finora
- Fichas de SeguridadDocumento25 pagineFichas de SeguridadLaura FuquenNessuna valutazione finora