Potrebbero piacerti anche
- Crankshaft Failure Analysis PDFDocumento10 pagineCrankshaft Failure Analysis PDFFlogamagNessuna valutazione finora
- Crankshaft ConstructionDocumento24 pagineCrankshaft ConstructionBharatiyulam100% (2)
- Design and Analysis of CrankshaftDocumento35 pagineDesign and Analysis of CrankshaftAbijit Guda50% (6)
- C. Kalavrytinos - Dynamics Analysis of A Three Cylinder EngineDocumento24 pagineC. Kalavrytinos - Dynamics Analysis of A Three Cylinder EngineChristos Kalavrytinos100% (4)
- Engine DesignDocumento60 pagineEngine DesignGuri DhindsaNessuna valutazione finora
- Engine BalancingDocumento31 pagineEngine BalancingSamir AlshaarNessuna valutazione finora
- Engine BalanceDocumento21 pagineEngine BalancefazzlieNessuna valutazione finora
- Analysis of CrankshaftDocumento17 pagineAnalysis of CrankshaftDr. Siddhartha JainNessuna valutazione finora
- Design of Formula Student Racecar Brake SystemDocumento15 pagineDesign of Formula Student Racecar Brake SystemVaibhavNessuna valutazione finora
- Engine Dynamic Properties - 6Documento5 pagineEngine Dynamic Properties - 6Gthulasi78Nessuna valutazione finora
- Connecting RodDocumento57 pagineConnecting RodNaveenprakashNessuna valutazione finora
- FSAE Damper Guide - Jim Kasprzak Kaz Tech TipDocumento25 pagineFSAE Damper Guide - Jim Kasprzak Kaz Tech TipAlex BradleyNessuna valutazione finora
- 200-01-3546 Racing Engine Design Options Investigated by Engine SimulationDocumento16 pagine200-01-3546 Racing Engine Design Options Investigated by Engine SimulationGregF1Nessuna valutazione finora
- MT Jan-Feb 08 Engine BalancingDocumento6 pagineMT Jan-Feb 08 Engine BalancingTony Foale100% (1)
- Design and Analysis of Crankshaft For Internal Combustion EngineDocumento5 pagineDesign and Analysis of Crankshaft For Internal Combustion EngineEditor IJTSRDNessuna valutazione finora
- Crankshaft Full Report 2Documento208 pagineCrankshaft Full Report 2Anirudhreddy SafalNessuna valutazione finora
- Dynamic Analysis of A Car Chassis PDFDocumento5 pagineDynamic Analysis of A Car Chassis PDFsultanu89Nessuna valutazione finora
- Car Chassis Dimensions - Dimensions GuideDocumento4 pagineCar Chassis Dimensions - Dimensions GuideKarthikeyan NavaneethakrishnanNessuna valutazione finora
- CrankshaftDocumento5 pagineCrankshaftSantosh Goudar50% (2)
- New Automotive Suspension SystemsDocumento30 pagineNew Automotive Suspension SystemsAbubaker MuzayinNessuna valutazione finora
- Stress Analysis of Piston Using Pressure Load and Thermal LoadDocumento8 pagineStress Analysis of Piston Using Pressure Load and Thermal LoadInternational Journal of Application or Innovation in Engineering & ManagementNessuna valutazione finora
- Intake and Exhaust Manifold DesignDocumento28 pagineIntake and Exhaust Manifold DesignDarius Toth100% (3)
- Valve Operating MechansmsDocumento18 pagineValve Operating MechansmsRahul GajjeNessuna valutazione finora
- 4 SuperchargingDocumento36 pagine4 SuperchargingKaushal Chaudhari100% (4)
- Test Rig For Shock AbsorberDocumento15 pagineTest Rig For Shock AbsorberRajaSekarsajja100% (1)
- Design and Analysis of Torque ConverterDocumento32 pagineDesign and Analysis of Torque ConverterSaravanan SNessuna valutazione finora
- Auto Material PistonDocumento45 pagineAuto Material PistonHardik ShahNessuna valutazione finora
- Ackerman Erik ZapletalDocumento23 pagineAckerman Erik ZapletalMrudula Amar WardeNessuna valutazione finora
- VDE-Vehicle Dynamics EngineDocumento64 pagineVDE-Vehicle Dynamics EngineJordan HotCoffee Bennett67% (3)
- How To Calculate IMEPDocumento9 pagineHow To Calculate IMEPpramodNessuna valutazione finora
- Design and Simulate An Aerodynamic Urban Concept Car Body For The Shell Eco-MarathonDocumento76 pagineDesign and Simulate An Aerodynamic Urban Concept Car Body For The Shell Eco-Marathonanhelllo100% (1)
- Design and Prototyping of PistonDocumento93 pagineDesign and Prototyping of PistonSuresh Yadav100% (2)
- Chapter 6Documento66 pagineChapter 6Arkew Bogale50% (2)
- OptimunG Springs&Dampers Tech Tip 3Documento4 pagineOptimunG Springs&Dampers Tech Tip 3Thomas Moura100% (1)
- Kinematics and Compliance of Sports Utility VehicleDocumento7 pagineKinematics and Compliance of Sports Utility VehicleInternational Research Journal in Engineering and Emerging Technology100% (1)
- 1) Effect of Engine Speed On Intake Valve Flow Characteristics of A Diesel EngineDocumento6 pagine1) Effect of Engine Speed On Intake Valve Flow Characteristics of A Diesel EnginefitriasyrafNessuna valutazione finora
- Engine DesignDocumento20 pagineEngine Designjyoti4m0% (1)
- Crankshaft NotesDocumento68 pagineCrankshaft Notestharad67% (3)
- OptimunG Springs&Dampers Tech Tip 5Documento2 pagineOptimunG Springs&Dampers Tech Tip 5Thomas MouraNessuna valutazione finora
- SAE - Design of A Suspension For A CarDocumento74 pagineSAE - Design of A Suspension For A CarEnrique Balam100% (3)
- Design and Static Structural Analysis of Crank Shaft: ISSN 2319-8885 Vol.04, Issue.07, March-2015, Pages:1393-1398Documento6 pagineDesign and Static Structural Analysis of Crank Shaft: ISSN 2319-8885 Vol.04, Issue.07, March-2015, Pages:1393-1398Yuliantari YuliantariNessuna valutazione finora
- Case Study: CrankshaftsDocumento12 pagineCase Study: CrankshaftsDHRUV SINGHALNessuna valutazione finora
- Contemporary Crankshaft DesignDocumento14 pagineContemporary Crankshaft DesignAbdulrahman AlkhowaiterNessuna valutazione finora
- Analysis of Crank ShaftDocumento10 pagineAnalysis of Crank Shaftvenkatesh konigapoguNessuna valutazione finora
- 2005 Zoroufi Fatemi 26 FITCDocumento36 pagine2005 Zoroufi Fatemi 26 FITCShrikant ChincholkarNessuna valutazione finora
- Forging of CrankshaftDocumento4 pagineForging of Crankshaftkhor_yin_1Nessuna valutazione finora
- Design of The Drive Mechanism For A Reciprocating Coal FeederDocumento81 pagineDesign of The Drive Mechanism For A Reciprocating Coal FeederemersonNessuna valutazione finora
- ShaftingDocumento3 pagineShafting41vaibhavNessuna valutazione finora
- ASSIGNMENT 2 by b3Documento16 pagineASSIGNMENT 2 by b3devmarineacademyNessuna valutazione finora
- Diesel Engine ConstructionDocumento53 pagineDiesel Engine ConstructionLasse HansenNessuna valutazione finora
- CrankshaftDocumento5 pagineCrankshaftnguyen xuan minhNessuna valutazione finora
- Presentation - CAE LABDocumento22 paginePresentation - CAE LABMuhammad Junaid Rajput FatimaNessuna valutazione finora
- Crank Shaft: Software Used-Catia V5R20 Submitted To Submitted byDocumento47 pagineCrank Shaft: Software Used-Catia V5R20 Submitted To Submitted byYaman Saluja0% (1)
- Presentation On CrankshaftDocumento20 paginePresentation On CrankshaftSachin Kumar100% (7)
- CrankShaft PDFDocumento4 pagineCrankShaft PDFYASHWARDHAN SAHI0% (1)
- Connecting Rod TechDocumento9 pagineConnecting Rod TechadolfoclesNessuna valutazione finora
- Final Engine Report.Documento28 pagineFinal Engine Report.Chethu ChethuNessuna valutazione finora
- Modern Pulley Design Techniques and Failure Analysis MethodsDocumento17 pagineModern Pulley Design Techniques and Failure Analysis MethodsSiva SubramaniNessuna valutazione finora
- Final Engine ProjectDocumento38 pagineFinal Engine Projectvinayharish02002Nessuna valutazione finora
- Total Quality Management in Airline IndustryDocumento5 pagineTotal Quality Management in Airline IndustryYasir BossNessuna valutazione finora
- Integration of Shainin and TaguchiDocumento21 pagineIntegration of Shainin and TaguchisunitmhasadeNessuna valutazione finora
- Statistics Ad MeasuremetDocumento62 pagineStatistics Ad MeasuremetVidhyaVishaliNessuna valutazione finora
- 7 QC ToolsDocumento8 pagine7 QC ToolssunitmhasadeNessuna valutazione finora
- Case Study - Maruti ACEDocumento161 pagineCase Study - Maruti ACEsunitmhasadeNessuna valutazione finora
- SPC SQCDocumento68 pagineSPC SQCsunitmhasadeNessuna valutazione finora
- Gantt ChartDocumento1 paginaGantt ChartsunitmhasadeNessuna valutazione finora
- 910XERSDocumento4 pagine910XERSsunitmhasadeNessuna valutazione finora
- Nirmal Somkure Pbno 16079 (Case Studyassignment Submission)Documento2 pagineNirmal Somkure Pbno 16079 (Case Studyassignment Submission)sunitmhasadeNessuna valutazione finora
- 10 AvionicsDocumento83 pagine10 AvionicssunitmhasadeNessuna valutazione finora
- Risk Management: Suparna Kapoor, DGM and Senior Faculty B.Tech, PGDM, PMP, CPTDDocumento17 pagineRisk Management: Suparna Kapoor, DGM and Senior Faculty B.Tech, PGDM, PMP, CPTDsunitmhasadeNessuna valutazione finora
- Failure of Down Lock of SU30 MKI Aircraft Due To Leakage From Extension CylinderDocumento2 pagineFailure of Down Lock of SU30 MKI Aircraft Due To Leakage From Extension CylindersunitmhasadeNessuna valutazione finora
- Reduction of Cycle Time of Critical In-Jig Sub-Assembly Stage of Centre FuselageDocumento21 pagineReduction of Cycle Time of Critical In-Jig Sub-Assembly Stage of Centre FuselagesunitmhasadeNessuna valutazione finora
- Operations Management ModuleDocumento49 pagineOperations Management ModulesunitmhasadeNessuna valutazione finora
- Power and Politics of Organaizational BehaviorDocumento2 paginePower and Politics of Organaizational BehaviorsunitmhasadeNessuna valutazione finora
- A Presentation On: Inventory ManagementDocumento39 pagineA Presentation On: Inventory ManagementsunitmhasadeNessuna valutazione finora
- Assignment - IE40 - Rollno 101 To 105 (Executive Summary)Documento3 pagineAssignment - IE40 - Rollno 101 To 105 (Executive Summary)sunitmhasadeNessuna valutazione finora
- Reduction of Cycle Time of Critical In-Jig Sub-Assembly Stage of Centre FuselageDocumento21 pagineReduction of Cycle Time of Critical In-Jig Sub-Assembly Stage of Centre FuselagesunitmhasadeNessuna valutazione finora
- Analysis of Tractor Industry in IndiaDocumento28 pagineAnalysis of Tractor Industry in Indiasunitmhasade83% (18)
- Study On Organizational Structure and Leadership Style of TATA MotorsDocumento30 pagineStudy On Organizational Structure and Leadership Style of TATA Motorssunitmhasade80% (20)
- A Case Study: Application of Basicmost in A Lock'S AssemblyDocumento7 pagineA Case Study: Application of Basicmost in A Lock'S AssemblysunitmhasadeNessuna valutazione finora
- How Organizational Climate and Structure Affect Knowledge Management-The Social Interaction Perspective - MEDIATING - variABLEDocumento15 pagineHow Organizational Climate and Structure Affect Knowledge Management-The Social Interaction Perspective - MEDIATING - variABLEjohnalis22Nessuna valutazione finora
- Chinese Centrifuge LW450x1000 Centrifuge ManualDocumento34 pagineChinese Centrifuge LW450x1000 Centrifuge ManualNurlan Valiyev100% (1)
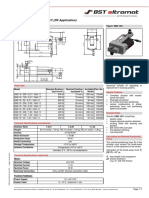
- Product Sheet: EMS 18/C (DF Application)Documento1 paginaProduct Sheet: EMS 18/C (DF Application)Marcelo SilvaNessuna valutazione finora
- Consew CP206R Instruction Manual enDocumento27 pagineConsew CP206R Instruction Manual enJohn WalesNessuna valutazione finora
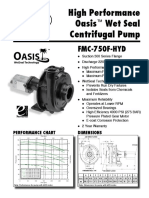
- FMC 750F HydDocumento2 pagineFMC 750F HydСергей НоваковскийNessuna valutazione finora
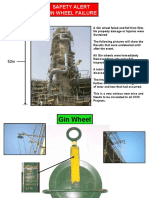
- Safety Alert Gin Wheel FailureDocumento8 pagineSafety Alert Gin Wheel Failurerodman823Nessuna valutazione finora
- High Torque Radial Piston Motors MR Type: Fixed Displacement (Up To 9000 CM /rev - 550 in /rev)Documento56 pagineHigh Torque Radial Piston Motors MR Type: Fixed Displacement (Up To 9000 CM /rev - 550 in /rev)Edwin Mamani DiazNessuna valutazione finora
- 11 SnorkelDocumento44 pagine11 SnorkelLuis Roberto Perez DominguezNessuna valutazione finora
- Report 3525Documento1 paginaReport 3525ypr accountsNessuna valutazione finora
- Gu51798u 400s403a-15Documento170 pagineGu51798u 400s403a-15Nilupul WijeratneNessuna valutazione finora
- Komatsu Pw150es 6k Operation Maintenance ManualDocumento20 pagineKomatsu Pw150es 6k Operation Maintenance ManualDorcas100% (46)
- Gulf Vessel Spare PartsDocumento17 pagineGulf Vessel Spare PartsGulf Vessel100% (1)
- Car Parking Heater BrochureDocumento13 pagineCar Parking Heater BrochureLuis DiazNessuna valutazione finora
- XG491Q MeDocumento9 pagineXG491Q MeHernan CarNessuna valutazione finora
- 3.4 Aceros AvanzadosDocumento18 pagine3.4 Aceros Avanzadosヴァン・デ・シュタット アーサーNessuna valutazione finora
- Activity 18.7 Business That Manufactures A Product BMWDocumento2 pagineActivity 18.7 Business That Manufactures A Product BMWHelenaNessuna valutazione finora
- Past Simple and Past ContinuousDocumento11 paginePast Simple and Past ContinuousJimmy Halldemar Espinel OrdoñezNessuna valutazione finora
- SAM (PISTON) Price List May-2022Documento6 pagineSAM (PISTON) Price List May-2022Auto Solution BDNessuna valutazione finora
- Air Inlet and Exhaust SystemDocumento10 pagineAir Inlet and Exhaust SystemRajaa XFNessuna valutazione finora
- Grille Sizing ChartDocumento1 paginaGrille Sizing Chartirfanbaig3688% (8)
- MST - 1500VD #154501 UP Parts ManualDocumento122 pagineMST - 1500VD #154501 UP Parts ManualJohn Fredy Palacio G.100% (1)
- SY365H Shop Manual 20210823Documento592 pagineSY365H Shop Manual 20210823Purwoko100% (1)
- Review of Maglev Train Technologies: IEEE Transactions On Magnetics August 2006Documento10 pagineReview of Maglev Train Technologies: IEEE Transactions On Magnetics August 2006Vaibhav SharmaNessuna valutazione finora
- NODET Gougis Pneumasem IIDocumento72 pagineNODET Gougis Pneumasem IIraelene1718100% (3)
- 34 Manual Directional Control Valves Installation InstructionsDocumento2 pagine34 Manual Directional Control Valves Installation InstructionsrezaagahmohammadiNessuna valutazione finora
- Mercedes-Benz AtegoDocumento7 pagineMercedes-Benz AtegoRoberto Ortega Micalizzi0% (1)
- 1T7T2 CMM 001 Recaro J Class NeoDocumento249 pagine1T7T2 CMM 001 Recaro J Class Neoveenu gulatiNessuna valutazione finora
- Buy Lancia ThesisDocumento4 pagineBuy Lancia Thesisgja8e2sv100% (2)
- Cadillac Deville 1996 Service Reapair ManualDocumento20 pagineCadillac Deville 1996 Service Reapair ManualJohn100% (50)
- 7-6325-E (DL310-7) PDFDocumento4 pagine7-6325-E (DL310-7) PDFMax RojasNessuna valutazione finora
- Msi30 204560 547922PDDocumento490 pagineMsi30 204560 547922PDJose PereiraNessuna valutazione finora