Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Safety at Hand PDFDocumento48 pagineSafety at Hand PDFAdesijiBlessingNessuna valutazione finora
- QRG-DC-004 Procedure and Regulation Governing The Requirements For CPWDocumento56 pagineQRG-DC-004 Procedure and Regulation Governing The Requirements For CPWKarthi Keyan100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- How To Defend The Faith Without Raising Your VoiceDocumento139 pagineHow To Defend The Faith Without Raising Your VoiceCleber De Souza Cunha100% (2)
- 5 Keto Pancake RecipesDocumento7 pagine5 Keto Pancake RecipesBai Morales VidalesNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Mystique of The Dominant WomanDocumento8 pagineThe Mystique of The Dominant WomanDorothy HaydenNessuna valutazione finora
- 168 Visual Perceptual SkillsDocumento3 pagine168 Visual Perceptual Skillskonna4539Nessuna valutazione finora
- Wind Buckling of Metal Tanks During Their ConstructionDocumento7 pagineWind Buckling of Metal Tanks During Their ConstructionARNOUXNessuna valutazione finora
- Bandlock 2 Horizontal QOCDocumento24 pagineBandlock 2 Horizontal QOCARNOUXNessuna valutazione finora
- Continuous Microbiological Environmental Monitoring For Process Understanding and Reduced Interventions in Aseptic ManufacturingDocumento44 pagineContinuous Microbiological Environmental Monitoring For Process Understanding and Reduced Interventions in Aseptic ManufacturingTorres Xia100% (1)
- Equivalent ASTM MaterialDocumento34 pagineEquivalent ASTM Materialgolf0910251891% (45)
- Pipe Test Pressures TemplateDocumento5 paginePipe Test Pressures TemplateARNOUX100% (1)
- Bolts TechnicalData PDFDocumento48 pagineBolts TechnicalData PDFAnonymous smFxIR07Nessuna valutazione finora
- தமிழ் உணவு வகைகள் (Tamil Cuisine) (Archive) - SkyscraperCityDocumento37 pagineதமிழ் உணவு வகைகள் (Tamil Cuisine) (Archive) - SkyscraperCityAsantony Raj0% (1)
- AD Merkblatt CalculationsDocumento13 pagineAD Merkblatt CalculationsARNOUX80% (5)
- AD Merkblatt CalculationsDocumento13 pagineAD Merkblatt CalculationsARNOUX80% (5)
- Basic Concepts and Applied Aspect of Sharir RachnaDocumento122 pagineBasic Concepts and Applied Aspect of Sharir RachnaRam Krish100% (1)
- Grade 11 - Life Science - November Paper 2-1 - MemoDocumento8 pagineGrade 11 - Life Science - November Paper 2-1 - MemoJustinCase19910% (1)
- Mist Extractor - ProductCatalog PDFDocumento20 pagineMist Extractor - ProductCatalog PDFStephen OgunladeNessuna valutazione finora
- Circ LipsDocumento3 pagineCirc LipsARNOUXNessuna valutazione finora
- Pipes and FittingsDocumento1 paginaPipes and FittingsARNOUXNessuna valutazione finora
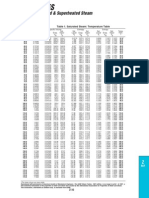
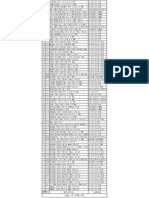
- Steam TablesDocumento11 pagineSteam TablesARNOUXNessuna valutazione finora
- PP Socket Fusion-Dimensional DataDocumento21 paginePP Socket Fusion-Dimensional DataARNOUXNessuna valutazione finora
- Arcelormittal CladDocumento7 pagineArcelormittal CladARNOUXNessuna valutazione finora
- Wind Pressures and Buckling of Cylindrical Steel1Documento17 pagineWind Pressures and Buckling of Cylindrical Steel1ARNOUXNessuna valutazione finora
- Pressure Equipment Regulations (Legal Requirements For Pressure Vessels, Piping Etc.)Documento20 paginePressure Equipment Regulations (Legal Requirements For Pressure Vessels, Piping Etc.)ARNOUXNessuna valutazione finora
- Laminate SelectionDocumento1 paginaLaminate SelectionARNOUXNessuna valutazione finora
- Piping ModelDocumento1 paginaPiping ModelARNOUXNessuna valutazione finora
- Arcelormittal CladDocumento7 pagineArcelormittal CladARNOUXNessuna valutazione finora
- DIN Flange Summary ChartDocumento1 paginaDIN Flange Summary ChartARNOUXNessuna valutazione finora
- Design Against FatigueDocumento70 pagineDesign Against FatigueARNOUXNessuna valutazione finora
- Roller Bearings Selection ManualDocumento4 pagineRoller Bearings Selection ManualARNOUXNessuna valutazione finora
- Steam TablesDocumento11 pagineSteam TablesARNOUXNessuna valutazione finora
- Standard Bolt Torque Settings For Non-Metallic FlangesDocumento1 paginaStandard Bolt Torque Settings For Non-Metallic FlangesARNOUXNessuna valutazione finora
- DIN Flange Summary ChartDocumento1 paginaDIN Flange Summary ChartARNOUXNessuna valutazione finora
- Technologist ReRegistration AppFormDocumento14 pagineTechnologist ReRegistration AppFormARNOUXNessuna valutazione finora
- Trunnion DetailDocumento1 paginaTrunnion DetailARNOUXNessuna valutazione finora
- Vapor PressureDocumento120 pagineVapor PressureARNOUXNessuna valutazione finora
- BomDocumento1 paginaBomARNOUXNessuna valutazione finora
- Bill of QuntitiesDocumento7 pagineBill of QuntitiesARNOUXNessuna valutazione finora
- Death Obituary Cause of Death Ookht PDFDocumento4 pagineDeath Obituary Cause of Death Ookht PDFMayerRhodes8Nessuna valutazione finora
- Eric CHE326 JournalpptDocumento33 pagineEric CHE326 JournalpptRugi Vicente RubiNessuna valutazione finora
- Polyken 4000 PrimerlessDocumento2 paginePolyken 4000 PrimerlessKyaw Kyaw AungNessuna valutazione finora
- Epidemiology of Injury in Powerlifting: Retrospective ResultsDocumento2 pagineEpidemiology of Injury in Powerlifting: Retrospective ResultsJavier Estelles MuñozNessuna valutazione finora
- Building Technology (CE1303) : Window: Lecturer: Madam FatinDocumento19 pagineBuilding Technology (CE1303) : Window: Lecturer: Madam FatinRazif AjibNessuna valutazione finora
- Untitled Form - Google Forms00Documento3 pagineUntitled Form - Google Forms00Ericka Rivera SantosNessuna valutazione finora
- Aits 2324 Ot I Jeea TD Paper 2 OfflineDocumento14 pagineAits 2324 Ot I Jeea TD Paper 2 OfflineAshish SharmaNessuna valutazione finora
- Mediclinic Weekly Progress Report No 29Documento27 pagineMediclinic Weekly Progress Report No 29Julius Ceasar SanorjoNessuna valutazione finora
- Optimization Process of Biodiesel Production With Ultrasound Assisted by Using Central Composite Design MethodsDocumento47 pagineOptimization Process of Biodiesel Production With Ultrasound Assisted by Using Central Composite Design MethodsMiftahFakhriansyahNessuna valutazione finora
- Period of Intuitive NursingDocumento4 paginePeriod of Intuitive NursingJhey-ar Toledo100% (1)
- Health Module 6 g7Documento26 pagineHealth Module 6 g7Richelle PamintuanNessuna valutazione finora
- Crude TBP Country United Arab Emirates Distillation: MurbanDocumento2 pagineCrude TBP Country United Arab Emirates Distillation: MurbanHaris ShahidNessuna valutazione finora
- Project Report On MKT Segmentation of Lux SoapDocumento25 pagineProject Report On MKT Segmentation of Lux Soapsonu sahNessuna valutazione finora
- De Thi Chon HSGDocumento10 pagineDe Thi Chon HSGKiều TrangNessuna valutazione finora
- Ceilcote 222HT Flakeline+ds+engDocumento4 pagineCeilcote 222HT Flakeline+ds+englivefreakNessuna valutazione finora
- What Is An Engineering Change OrderDocumento3 pagineWhat Is An Engineering Change OrderKundan Kumar MishraNessuna valutazione finora
- Croma Personal Cooler: Model Name Model Number AZ24 CRLC24LRCA175001 AZ40P CRLC40LRCA175001Documento16 pagineCroma Personal Cooler: Model Name Model Number AZ24 CRLC24LRCA175001 AZ40P CRLC40LRCA175001Copy cat Telugu (Ganesh amjuri)Nessuna valutazione finora
- Ideal Discharge Elderly PatientDocumento3 pagineIdeal Discharge Elderly PatientFelicia Risca RyandiniNessuna valutazione finora
- Concrete and Its PropertiesDocumento24 pagineConcrete and Its PropertiesAmila LiyanaarachchiNessuna valutazione finora
- Labor EstimateDocumento26 pagineLabor EstimateAngelica CabreraNessuna valutazione finora