Potrebbero piacerti anche
- NTC 3937 Cementos. Arena Normalizada para Ensayos de Cemento HidráulicoDocumento0 pagineNTC 3937 Cementos. Arena Normalizada para Ensayos de Cemento Hidráulicoa7mltNessuna valutazione finora
- NTC 129Documento12 pagineNTC 129Luz Aleida Enciso GarciaNessuna valutazione finora
- NTC 4024 Prefabricados de Concreto. Muestreo y Ensayo de Prefabricados de Concreto No Reforzados, Vibrocompactados PDFDocumento25 pagineNTC 4024 Prefabricados de Concreto. Muestreo y Ensayo de Prefabricados de Concreto No Reforzados, Vibrocompactados PDFEfrain Mercado100% (1)
- NTC 4344 PDFDocumento11 pagineNTC 4344 PDFoscarvargas8311100% (1)
- NTC 579Documento8 pagineNTC 579Luz Aleida Enciso GarciaNessuna valutazione finora
- NTC 3356 Morteros Premezclados para Mamposteria PDFDocumento15 pagineNTC 3356 Morteros Premezclados para Mamposteria PDFDiego201702100% (2)
- NTC 1926 PDFDocumento12 pagineNTC 1926 PDFwillpardo00100% (2)
- NTC 4045-1997 PDFDocumento11 pagineNTC 4045-1997 PDFJose CamachoNessuna valutazione finora
- NTC 77Documento19 pagineNTC 77Sandy Jazmin Pardo Herreño100% (3)
- NTC 722 PDFDocumento12 pagineNTC 722 PDFKathe Zornosa100% (2)
- NTC 174 Especificaciones de Los Agregados para ConcretoDocumento22 pagineNTC 174 Especificaciones de Los Agregados para Concretorickatman100% (2)
- NTC 4325 UltrasonidoDocumento32 pagineNTC 4325 UltrasonidoJaider Matinez LavalleNessuna valutazione finora
- NTC 397 Método de Ensayo para Determinar La Expansión, Potencial de Morteros de Cemento Pórtland Expuestos A La Acción de SulfatosDocumento8 pagineNTC 397 Método de Ensayo para Determinar La Expansión, Potencial de Morteros de Cemento Pórtland Expuestos A La Acción de SulfatosDavid MeloNessuna valutazione finora
- Inv E-733-13Documento8 pagineInv E-733-13Jorge Hernán Flórez GálvezNessuna valutazione finora
- NTC 174 (Sexta Actualización)Documento21 pagineNTC 174 (Sexta Actualización)Jonathan AngelNessuna valutazione finora
- Norma INV E-733-07Documento9 pagineNorma INV E-733-07comercial.sgingenieriaNessuna valutazione finora
- Inv E-158-13 PDFDocumento4 pagineInv E-158-13 PDFDIDIER ANGEL LOPEZ RINCONNessuna valutazione finora
- NTC 111 Método para Determinar La Fluidez de Morteros de Cemento Hidráulico PDFDocumento12 pagineNTC 111 Método para Determinar La Fluidez de Morteros de Cemento Hidráulico PDFEdier Lagos92% (12)
- NTC 385 Terminología Relativa Al Concreto y Sus AgregadosDocumento9 pagineNTC 385 Terminología Relativa Al Concreto y Sus Agregadosjulianzl2110100% (1)
- Ensayo Inv e 212-13 Contenido Aproximado de Materia OrganicaDocumento12 pagineEnsayo Inv e 212-13 Contenido Aproximado de Materia OrganicaAndrea UsamaNessuna valutazione finora
- NTC 2871Documento9 pagineNTC 2871Juan Camilo Robayo100% (3)
- NTC 454 Concretos. Concreto Fresco. Toma de Muestras PDFDocumento7 pagineNTC 454 Concretos. Concreto Fresco. Toma de Muestras PDFGabriel Velez0% (1)
- AASHTO T 304 Angularidad Agregado FinoDocumento3 pagineAASHTO T 304 Angularidad Agregado FinoROBERTO MIRANDA100% (1)
- Norma INV E-302-07Documento13 pagineNorma INV E-302-07Jorge Luis Trujillo VanegasNessuna valutazione finora
- Norma INV E-237-07 PDFDocumento3 pagineNorma INV E-237-07 PDFjucagal100% (1)
- Norma Astm d4791 - 10Documento13 pagineNorma Astm d4791 - 10ricardogr2005Nessuna valutazione finora
- Astm C172Documento4 pagineAstm C172orlandomanriquezNessuna valutazione finora
- 4.-Astm D5821 PDFDocumento6 pagine4.-Astm D5821 PDFSeymer Maycol Buendia SotoNessuna valutazione finora
- Aashto 304Documento9 pagineAashto 304Kenny GaonaNessuna valutazione finora
- Norma INV E-325-07Documento8 pagineNorma INV E-325-07Yenny GamarraNessuna valutazione finora
- NTC 174 Concretos. Especificaciones de Los Agregados para Concreto PDFDocumento22 pagineNTC 174 Concretos. Especificaciones de Los Agregados para Concreto PDFMarcos Suarez100% (2)
- Norma Resistencia A La Abrasion NTG 4108Documento18 pagineNorma Resistencia A La Abrasion NTG 410839629425Nessuna valutazione finora
- NTC 4321-5.aspxDocumento10 pagineNTC 4321-5.aspxOscar FlechasNessuna valutazione finora
- NORMAS TÉCNICAS (Mio)Documento25 pagineNORMAS TÉCNICAS (Mio)Orlan 9898Nessuna valutazione finora
- NTC226Documento9 pagineNTC226John MoralesNessuna valutazione finora
- NTC 504Documento12 pagineNTC 504Kevin Polo Mantilla100% (1)
- NTC 4321-6.aspxDocumento7 pagineNTC 4321-6.aspxOscar FlechasNessuna valutazione finora
- NTC 226Documento9 pagineNTC 226Henry Alejandro Unda LadinoNessuna valutazione finora
- NTC109Documento6 pagineNTC109Leider Jimenez SumalaveNessuna valutazione finora
- NTC 110 Cementos. Método para Determinar La Consistencia Normal Del Cemento Hidráulico PDFDocumento6 pagineNTC 110 Cementos. Método para Determinar La Consistencia Normal Del Cemento Hidráulico PDFEdier Lagos89% (9)
- NTC 109 Cementos. Método para Determinar Los Tiempos de Fraguado Del Cemento Hidráulico Por Medio de Las Agujas de Gillmore PDFDocumento6 pagineNTC 109 Cementos. Método para Determinar Los Tiempos de Fraguado Del Cemento Hidráulico Por Medio de Las Agujas de Gillmore PDFEdier Lagos100% (3)
- NTC 118 Cementos. Método de Ensayo para Determinar El Tiempo de Fraguado Del Cemento Hidráulico Mediante El Aparato de Vicat PDFDocumento7 pagineNTC 118 Cementos. Método de Ensayo para Determinar El Tiempo de Fraguado Del Cemento Hidráulico Mediante El Aparato de Vicat PDFEdier Lagos100% (10)
- NTC5784 FluidezDocumento0 pagineNTC5784 Fluidezmaviuskha100% (1)
- Nmx-c-365-Onncce-1990 Aditivos para Concreto - Morteros Predosificados Sin Contraccion - Metodo de PruebaDocumento11 pagineNmx-c-365-Onncce-1990 Aditivos para Concreto - Morteros Predosificados Sin Contraccion - Metodo de PruebaDiego Hernán CordovaNessuna valutazione finora
- NTC 109 Cementos. Método para Determinar Los Tiempos de Fraguado Del Cemento Hidráulico Por Medio de Las Agujas de Gillmore PDFDocumento6 pagineNTC 109 Cementos. Método para Determinar Los Tiempos de Fraguado Del Cemento Hidráulico Por Medio de Las Agujas de Gillmore PDFMarcos SuarezNessuna valutazione finora
- NTC547Documento9 pagineNTC547Sebastián RodríguezNessuna valutazione finora
- Practica - Pasta de Cemento (NTC 112, 110 y 118)Documento8 paginePractica - Pasta de Cemento (NTC 112, 110 y 118)Velas HibiscusNessuna valutazione finora
- NTC 294 PDFDocumento9 pagineNTC 294 PDFPierre Cousteau100% (1)
- NTC 120 Método de Ensayo para Determinar La Resistencia A La Flexión de Morteros de Cemento Hidráulico PDFDocumento14 pagineNTC 120 Método de Ensayo para Determinar La Resistencia A La Flexión de Morteros de Cemento Hidráulico PDFMarcos Suarez50% (2)
- NTC919Documento12 pagineNTC919Cristian LondoñoNessuna valutazione finora
- Norma NTC 110Documento9 pagineNorma NTC 110Marcos LoganNessuna valutazione finora
- NTC 4321-4.aspxDocumento8 pagineNTC 4321-4.aspxOscar Flechas0% (1)
- NTC 5129Documento12 pagineNTC 5129Javier MendezNessuna valutazione finora
- NTC 112Documento7 pagineNTC 112jhonca93Nessuna valutazione finora
- NTC 118Documento12 pagineNTC 118jhonca93Nessuna valutazione finora
- NTC 224 Método para Determinar El Contenido de Aire en Mortero de Cemento Hidráulico PDFDocumento9 pagineNTC 224 Método para Determinar El Contenido de Aire en Mortero de Cemento Hidráulico PDFSantiago PatiñoNessuna valutazione finora
- Mortero Res Compresion 488Documento21 pagineMortero Res Compresion 488Jorvi Xavier OrdoñezNessuna valutazione finora
- Norma Chilena - 2262Documento13 pagineNorma Chilena - 2262Giovani Díaz40% (5)
- NTC3801Documento7 pagineNTC3801Sergio Alejandro Suarez GallegoNessuna valutazione finora
- Morteros Resistencia A La CompresionDocumento6 pagineMorteros Resistencia A La CompresionconcretolabNessuna valutazione finora
- Sistemas de Supresión de Vibraciones para Cables en Puentes ColgantesDocumento19 pagineSistemas de Supresión de Vibraciones para Cables en Puentes Colgantesgriever990Nessuna valutazione finora
- Método de Las Diferencias CentralesDocumento17 pagineMétodo de Las Diferencias Centralesgriever990Nessuna valutazione finora
- Vibración Del ConcretoDocumento2 pagineVibración Del Concretogriever990Nessuna valutazione finora
- Cuidado y Proteccion de Piezas en ArcillaDocumento13 pagineCuidado y Proteccion de Piezas en Arcillagriever990Nessuna valutazione finora
- Tolva. Metodo AciDocumento75 pagineTolva. Metodo Acigriever990Nessuna valutazione finora
- Mii T2 2023Documento8 pagineMii T2 2023XamoNessuna valutazione finora
- Bomba de InfusionDocumento4 pagineBomba de Infusionjaime romeroNessuna valutazione finora
- Control de La Pluma Inteligente (SmartBoom) - Si Tiene 336 Next GenDocumento3 pagineControl de La Pluma Inteligente (SmartBoom) - Si Tiene 336 Next GenIr Ram MoNessuna valutazione finora
- Sistema Nacional de Información e Integración de Mercados (SNIIM)Documento1 paginaSistema Nacional de Información e Integración de Mercados (SNIIM)Jafet GarcíaNessuna valutazione finora
- Modelo de Examen ADocumento15 pagineModelo de Examen AXxNaty79xX :3Nessuna valutazione finora
- Tutorial para Recuperación de Contraseña de Windows (Semifinal)Documento7 pagineTutorial para Recuperación de Contraseña de Windows (Semifinal)VictorAngelFernandezDieguez100% (1)
- Tesis Algoritmo para La Extracción Del Conocimiento (KDD) A Través Del - Análisis de Sistema Aplicado en La Investigación ProgramaciónDocumento142 pagineTesis Algoritmo para La Extracción Del Conocimiento (KDD) A Través Del - Análisis de Sistema Aplicado en La Investigación ProgramaciónJose Luis HernandezNessuna valutazione finora
- Evaluacion Modulo IIDocumento4 pagineEvaluacion Modulo IILiz Samamé100% (1)
- P.A.T. - 2018 - I.E.P. Abraham LincolnDocumento52 pagineP.A.T. - 2018 - I.E.P. Abraham LincolnJuan LeónNessuna valutazione finora
- Glosario de SegurosDocumento10 pagineGlosario de SegurosFran MoralesNessuna valutazione finora
- 02.03 TTIULO Modelo de Estructura de TesisDocumento13 pagine02.03 TTIULO Modelo de Estructura de TesisMartin RojasNessuna valutazione finora
- Intestado Extrajudicial Erick PereiraDocumento21 pagineIntestado Extrajudicial Erick PereiraKevinOrozcoKapoNessuna valutazione finora
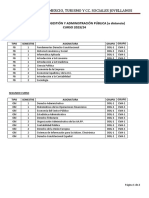
- Nomenclatura GAP A Distancia 23-24Documento2 pagineNomenclatura GAP A Distancia 23-24Silvia Fernandez FernandezNessuna valutazione finora
- Memorandum 242 Cese de Funciones de Chiramaya Maestro de ObraDocumento2 pagineMemorandum 242 Cese de Funciones de Chiramaya Maestro de ObraWashington Jorge100% (1)
- 2 PDU Piura, 26 de Octubre, Castilla y Catacaos Al 2032 PDFDocumento336 pagine2 PDU Piura, 26 de Octubre, Castilla y Catacaos Al 2032 PDFEd ChurreNessuna valutazione finora
- Preguntas para Estudio Semana 2Documento2 paginePreguntas para Estudio Semana 2Skrlett PouerietNessuna valutazione finora
- Compuestos Organicos e Inorganicos en El PaisDocumento4 pagineCompuestos Organicos e Inorganicos en El PaisAntonio Vazquez VillegasNessuna valutazione finora
- Componente Practico Virtual Balance - Masico - Mayo - 2020 PDFDocumento8 pagineComponente Practico Virtual Balance - Masico - Mayo - 2020 PDFKarenXimenaCruzDiazNessuna valutazione finora
- Conceptualizacion Administracion de VentasDocumento4 pagineConceptualizacion Administracion de VentasFabricio SandovalNessuna valutazione finora
- Scanner Safe Zone - ManualDocumento80 pagineScanner Safe Zone - ManualticojfsNessuna valutazione finora
- Ficha AmbientalDocumento10 pagineFicha AmbientalGunterRolandoNessuna valutazione finora
- Examen Final Mercadeo InternacionalDocumento7 pagineExamen Final Mercadeo InternacionalBrayan Moreno GonzalezNessuna valutazione finora
- Manejo de Residuos Hospitalarios en DrogueríasDocumento20 pagineManejo de Residuos Hospitalarios en DrogueríasAna Orquidea Rincon MezaNessuna valutazione finora
- Gestión de La Última MillaDocumento50 pagineGestión de La Última MillaConcordia VaporNessuna valutazione finora
- Liquidación Contrato Supervisor de ObraDocumento3 pagineLiquidación Contrato Supervisor de ObraWilver Ccencho Condori100% (1)
- I. Objetivo: Finalidad: Disminuir El Desgaste de Las Estructuras, Accesorios Y, La Acumulación deDocumento10 pagineI. Objetivo: Finalidad: Disminuir El Desgaste de Las Estructuras, Accesorios Y, La Acumulación deCinthya Alvarez LarreatigueNessuna valutazione finora
- Las Buenas Practicas de Manufactura FarmacéuticaDocumento15 pagineLas Buenas Practicas de Manufactura FarmacéuticaJacory medalit Urupeque salazarNessuna valutazione finora
- CASO 5 GRUPO 9 Org IndustrialDocumento6 pagineCASO 5 GRUPO 9 Org IndustrialLAURA HERNANDEZNessuna valutazione finora
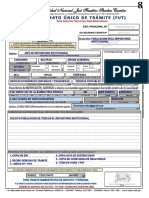
- Publicacion en El RepositorioDocumento8 paginePublicacion en El RepositorioasistenteNessuna valutazione finora
- AMSA - Capacitacion Gestion de Inventarios v.1Documento4 pagineAMSA - Capacitacion Gestion de Inventarios v.1Luis Omar Shermann CuetoNessuna valutazione finora