Potrebbero piacerti anche
- MAN B&W Fuel System 12K90MCDocumento4 pagineMAN B&W Fuel System 12K90MCRaunaq Arora100% (3)
- Engine Top Bracing.Documento32 pagineEngine Top Bracing.Kr Manu100% (5)
- 78 - RT-Flex - CLU-4 Cylinder Lubricating SystemDocumento19 pagine78 - RT-Flex - CLU-4 Cylinder Lubricating SystemVignesh Krishnamoorthy100% (2)
- MEO Class 2 Orals Function 4 & 6 Q & ADocumento8 pagineMEO Class 2 Orals Function 4 & 6 Q & Aneeraj118578% (9)
- MAN B&W Slide Fuel ValveDocumento1 paginaMAN B&W Slide Fuel ValveKanushkaPradeepBandaraThennakoonNessuna valutazione finora
- Comparison MC-C Vs ME-C Vs ME-B - 2.6 - enDocumento21 pagineComparison MC-C Vs ME-C Vs ME-B - 2.6 - enantony augustine100% (2)
- Wärtsilä Pulse Lubricating System To CompleteDocumento23 pagineWärtsilä Pulse Lubricating System To Completekasibhatta100% (9)
- 9 - PMI & CoCoS-EDS ApplicationsDocumento49 pagine9 - PMI & CoCoS-EDS ApplicationsPawan Kumar Mariner75% (4)
- Hfo To Mdo Change Over ProcedureDocumento3 pagineHfo To Mdo Change Over ProcedureJanell Prince50% (2)
- Cleaning FIVA ValvesDocumento5 pagineCleaning FIVA ValvesValeriy DomashenkoNessuna valutazione finora
- Man B&W 6S60MC 1Documento3 pagineMan B&W 6S60MC 1Ishan BhatnagarNessuna valutazione finora
- Exhst VV Puncture VVDocumento4 pagineExhst VV Puncture VVrakeshbiswa100% (1)
- MAN B&W Fuel PumpDocumento8 pagineMAN B&W Fuel PumpNick Konor100% (2)
- Practical Tips For RT-flex-1Documento8 paginePractical Tips For RT-flex-1George DomusciuNessuna valutazione finora
- RT Flex Fuel InjDocumento5 pagineRT Flex Fuel InjArun S100% (1)
- Scavenge LimiterDocumento13 pagineScavenge LimiterMario Andrew100% (1)
- MC Engine VIT Fuel Pump OperationDocumento6 pagineMC Engine VIT Fuel Pump OperationRickle Vincent PilongoNessuna valutazione finora
- Tie BoltsDocumento31 pagineTie BoltsMuhammad Nasim AbbasNessuna valutazione finora
- RT Flex MechanicalDocumento75 pagineRT Flex MechanicalAna Sevastian100% (4)
- MAN B&W SUPER VIT - Marine InboxDocumento9 pagineMAN B&W SUPER VIT - Marine InboxИгорьNessuna valutazione finora
- Wartsila O E RT Flex68 D MIM Part 1.Documento379 pagineWartsila O E RT Flex68 D MIM Part 1.Uhrin Imre100% (1)
- Main Engine Overspeed & Trip Test ProcedureDocumento2 pagineMain Engine Overspeed & Trip Test Procedurealive2flirt86% (7)
- Introduction To The ME EngineDocumento14 pagineIntroduction To The ME EngineKhin Zaw ShweNessuna valutazione finora
- Stuffing BoxDocumento6 pagineStuffing BoxrajishrrrNessuna valutazione finora
- Variable Injection Timing and Fuel Quality SettingDocumento17 pagineVariable Injection Timing and Fuel Quality Settingsevero97Nessuna valutazione finora
- 40 RT-flex Control-System Rev01Documento68 pagine40 RT-flex Control-System Rev01Mayvon Botelho100% (2)
- Operational Information The MAN B&W MC Engine VIT Fuel PumpDocumento16 pagineOperational Information The MAN B&W MC Engine VIT Fuel PumpAbhishek Singh Chauhan100% (1)
- 0602 Exhaust Valve + MEDocumento18 pagine0602 Exhaust Valve + MELuis Rolando Castro Escobar71% (7)
- The Air Starting System How An Engine Starts On AirDocumento6 pagineThe Air Starting System How An Engine Starts On AirBharatiyulamNessuna valutazione finora
- Wartsila O E RTA96C MIMDocumento412 pagineWartsila O E RTA96C MIMSiddharth Singh100% (5)
- Stuffing Box Drain MAN B&WDocumento2 pagineStuffing Box Drain MAN B&Wabhijit_11100% (5)
- ReversingDocumento28 pagineReversingrakesh0212100% (1)
- Hcu and Hps Events For Me C and Me B Engines PDFDocumento93 pagineHcu and Hps Events For Me C and Me B Engines PDFKaren Miano Cacho100% (3)
- HJL ManualDocumento124 pagineHJL ManualSteve Bote100% (3)
- 707 PDFDocumento53 pagine707 PDFJagmohan Singh100% (1)
- HCU Event SampleDocumento19 pagineHCU Event Samplekvb_hp100% (1)
- Lambda Controller and Jet Assist System On ShipsDocumento8 pagineLambda Controller and Jet Assist System On ShipsSwarg VibhaNessuna valutazione finora
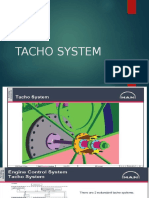
- Tacho SystemDocumento15 pagineTacho SystemMihir Mishra100% (3)
- 7 - PMI & EDS (January 2010) PDFDocumento46 pagine7 - PMI & EDS (January 2010) PDFStanca Radu100% (13)
- Specific Fuel Oil Consumption (SFOC) Definition, Formula and CalculationDocumento3 pagineSpecific Fuel Oil Consumption (SFOC) Definition, Formula and CalculationHim SatiNessuna valutazione finora
- Fuel Pump Cam Lead Adjustment MC-CDocumento4 pagineFuel Pump Cam Lead Adjustment MC-CPrashanthNessuna valutazione finora
- Scavenge Port Inspection GuideDocumento74 pagineScavenge Port Inspection GuideMarcelo RA100% (6)
- 11 - Reversing of Two Stroke EngineDocumento13 pagine11 - Reversing of Two Stroke EngineAisha Zaheer90% (29)
- Man B&W Cold CorrosionDocumento36 pagineMan B&W Cold Corrosionjatin jain100% (1)
- Change Over Procedure in SECADocumento17 pagineChange Over Procedure in SECAFilip Nikolevski100% (1)
- RT-flex82 Flexview-9520 Rev.00Documento64 pagineRT-flex82 Flexview-9520 Rev.00Gaby Cris100% (2)
- Cylinder LinerDocumento9 pagineCylinder LinerVannex MensidorNessuna valutazione finora
- 80 RT-flex Service AspectsDocumento79 pagine80 RT-flex Service AspectsKhalid NajmiNessuna valutazione finora
- B&W Alpha LubricationDocumento4 pagineB&W Alpha Lubricationimmyself94% (17)
- New Technologies for Emission Control in Marine Diesel EnginesDa EverandNew Technologies for Emission Control in Marine Diesel EnginesNessuna valutazione finora
- E5 Fuel InjectorsDocumento3 pagineE5 Fuel InjectorsApolLLloNNessuna valutazione finora
- Fuel InjectorDocumento10 pagineFuel InjectorMc G VANessuna valutazione finora
- Cylinder HeadDocumento55 pagineCylinder Headmadhav sai100% (2)
- GenauxDocumento135 pagineGenauxSoumya Ranjan SethyNessuna valutazione finora
- Pressure Release Valve For 400mm PDFDocumento11 paginePressure Release Valve For 400mm PDFShree Krishna GoraNessuna valutazione finora
- Adding Oil: Charging Pump and Simple FillingDocumento4 pagineAdding Oil: Charging Pump and Simple FillingAnonymous rYwUkpNessuna valutazione finora
- Maintenance and Troubleshooting: 6.1 Lubrication OilDocumento7 pagineMaintenance and Troubleshooting: 6.1 Lubrication Oilabdullatif_asNessuna valutazione finora
- Oil Pump SpindleDocumento3 pagineOil Pump SpindleAsefshaNessuna valutazione finora
- 200 MW - Unit, Generator Seal Oil SystemDocumento3 pagine200 MW - Unit, Generator Seal Oil SystemNikhilNessuna valutazione finora
- Composition of Steels PDFDocumento5 pagineComposition of Steels PDFNitin SharmaNessuna valutazione finora
- Chain Drive PDFDocumento3 pagineChain Drive PDFNitin SharmaNessuna valutazione finora
- Ballast TanksDocumento2 pagineBallast TanksJeet SinghNessuna valutazione finora
- Chain Drive PDFDocumento3 pagineChain Drive PDFNitin SharmaNessuna valutazione finora
- Chain Drive PDFDocumento3 pagineChain Drive PDFNitin SharmaNessuna valutazione finora
- Hull Anodes Anodes Controller: SupplyDocumento1 paginaHull Anodes Anodes Controller: SupplyNitin SharmaNessuna valutazione finora
- Chain Drive PDFDocumento3 pagineChain Drive PDFNitin SharmaNessuna valutazione finora
- Marine Electrical SystemDocumento26 pagineMarine Electrical SystemOladokun Sulaiman Olanrewaju77% (13)
- Hull Anodes Anodes Controller: SupplyDocumento1 paginaHull Anodes Anodes Controller: SupplyNitin SharmaNessuna valutazione finora
- Engine Construction PDFDocumento149 pagineEngine Construction PDFNitin Sharma100% (1)
- A Journey in Self Discovery John HarricharanDocumento193 pagineA Journey in Self Discovery John Harricharanlindalein100% (1)
- Aristotle Quote Analysis PDFDocumento3 pagineAristotle Quote Analysis PDFNitin SharmaNessuna valutazione finora
- Vtech EngineDocumento2 pagineVtech EngineNitin SharmaNessuna valutazione finora
- AC - MotorsDocumento76 pagineAC - MotorsAung San Htwe100% (3)
- Massachusetts Institute of Technology 2.006 Thermal-Fluids Engineering IIDocumento5 pagineMassachusetts Institute of Technology 2.006 Thermal-Fluids Engineering IIMH MerhiNessuna valutazione finora
- MJP Designers Guide Nov11Documento15 pagineMJP Designers Guide Nov11Thiha BoBoNessuna valutazione finora
- Understanding the Development of Jet Aircraft PropulsionDocumento23 pagineUnderstanding the Development of Jet Aircraft PropulsionMuhammad Hussain100% (1)
- MEG 212 Practise QuestionsdocxDocumento11 pagineMEG 212 Practise Questionsdocxoyetunde ridwanNessuna valutazione finora
- Mod 3 Engine PerformanceDocumento55 pagineMod 3 Engine PerformanceRushikesh PatilNessuna valutazione finora
- Bah C Ivan Motor English UsbDocumento126 pagineBah C Ivan Motor English UsbNajlaNessuna valutazione finora
- Joule Brayton CycleDocumento12 pagineJoule Brayton CyclecaptfoleyNessuna valutazione finora
- Lecture Notes: Aerospace Propulsion IDocumento65 pagineLecture Notes: Aerospace Propulsion IalokNessuna valutazione finora
- Gas Field Compression Jet Compressor Gea 170587Documento4 pagineGas Field Compression Jet Compressor Gea 170587Ayesha ShaikhNessuna valutazione finora
- 8Documento7 pagine8Crystal MurrayNessuna valutazione finora
- IES Mechanical SyllabusDocumento4 pagineIES Mechanical SyllabusVigyan MehtaNessuna valutazione finora
- High Pressure Application Systems PDFDocumento35 pagineHigh Pressure Application Systems PDFMin MCLNessuna valutazione finora
- NEHRU INSTITUTE OF ENGINEERING AND TECHNOLOGY DEPARTMENT OF AERONAUTICAL ENGINEERING AE6015 ROCKETS AND MISSILESDocumento137 pagineNEHRU INSTITUTE OF ENGINEERING AND TECHNOLOGY DEPARTMENT OF AERONAUTICAL ENGINEERING AE6015 ROCKETS AND MISSILESAstro Badhusha100% (2)
- Atr 72 VS Q400Documento29 pagineAtr 72 VS Q400Siva ViswaNessuna valutazione finora
- Us6974107 Torque Limiter Thrust ReverserDocumento12 pagineUs6974107 Torque Limiter Thrust ReverserTurk Solo100% (1)
- Gas Turbine Handbook PDFDocumento549 pagineGas Turbine Handbook PDFAnonymous YmXY1bc100% (1)
- Brochure IDA TunnelDocumento2 pagineBrochure IDA TunnelYang CNessuna valutazione finora
- Karcher Manual HDS Super 745 User Manual PDFDocumento17 pagineKarcher Manual HDS Super 745 User Manual PDFAleksandar NikolovskiNessuna valutazione finora
- Chapter 1 2Documento13 pagineChapter 1 2icebaseballNessuna valutazione finora
- Design and Working of Pelton WheelDocumento54 pagineDesign and Working of Pelton WheelRamu NagulaganiNessuna valutazione finora
- SI F09 Ch20 PDFDocumento22 pagineSI F09 Ch20 PDFDavid WeeNessuna valutazione finora
- ME6604-Gas Dynamics and Jet Propulsion PDFDocumento12 pagineME6604-Gas Dynamics and Jet Propulsion PDFNANCY JUDITHNessuna valutazione finora
- 09 CH-7, CombustionDocumento62 pagine09 CH-7, CombustionAhsan AliNessuna valutazione finora
- Factors Affecting Rate of PenetrationDocumento18 pagineFactors Affecting Rate of PenetrationAmey DhaygudeNessuna valutazione finora
- Pelton TurbineDocumento8 paginePelton TurbineHammas Ahmed MirNessuna valutazione finora
- Dulfharah Nizam Memth AliDocumento24 pagineDulfharah Nizam Memth Aligomoko123Nessuna valutazione finora
- 2001 Polaris Sportsman 500 H.O. Owners Info 3Documento2 pagine2001 Polaris Sportsman 500 H.O. Owners Info 3Mandy HarmonNessuna valutazione finora
- Review CombustionDocumento21 pagineReview CombustionSuresh Balaji VedarethinamNessuna valutazione finora
- Aerospace Science and Technology: Joseph A. Schetz, Serhat Hosder, Vance Dippold III, Jessica WalkerDocumento10 pagineAerospace Science and Technology: Joseph A. Schetz, Serhat Hosder, Vance Dippold III, Jessica WalkerEsteban ValenciaNessuna valutazione finora
- What is a jet pumpDocumento2 pagineWhat is a jet pumpsahle mamoNessuna valutazione finora