Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Water Treatment
Caricato da
Reinaldo Sembiring100%(2)Il 100% ha trovato utile questo documento (2 voti)
2K visualizzazioni89 paginePALM oil industry TRA1NlNG course BOILERS WATER TREATMENT MODULE PURPOSE PREREQUISITES COMPETENCY STANDARD assessment METHOD OF TUITION DELIVERY 1. Understand the basics of raw water treatment, the chemistry and control and operation. 2. Understand operation of the demin plant, the basic principles of chemistry and the control and operation and normal problems effecting this. 3. Understand the principles ofintemal boiler WATER TREATMENT
Descrizione originale:
Copyright
© Attribution Non-Commercial (BY-NC)
Formati disponibili
PDF o leggi online da Scribd
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoPALM oil industry TRA1NlNG course BOILERS WATER TREATMENT MODULE PURPOSE PREREQUISITES COMPETENCY STANDARD assessment METHOD OF TUITION DELIVERY 1. Understand the basics of raw water treatment, the chemistry and control and operation. 2. Understand operation of the demin plant, the basic principles of chemistry and the control and operation and normal problems effecting this. 3. Understand the principles ofintemal boiler WATER TREATMENT
Copyright:
Attribution Non-Commercial (BY-NC)
Formati disponibili
Scarica in formato PDF o leggi online su Scribd
100%(2)Il 100% ha trovato utile questo documento (2 voti)
2K visualizzazioni89 pagineWater Treatment
Caricato da
Reinaldo SembiringPALM oil industry TRA1NlNG course BOILERS WATER TREATMENT MODULE PURPOSE PREREQUISITES COMPETENCY STANDARD assessment METHOD OF TUITION DELIVERY 1. Understand the basics of raw water treatment, the chemistry and control and operation. 2. Understand operation of the demin plant, the basic principles of chemistry and the control and operation and normal problems effecting this. 3. Understand the principles ofintemal boiler WATER TREATMENT
Copyright:
Attribution Non-Commercial (BY-NC)
Formati disponibili
Scarica in formato PDF o leggi online su Scribd
Sei sulla pagina 1di 89
PALM OIL INDUSTRY TRAINING COURSE
BOILERS
WATER TREATMENT
Variable sncod ve —_ 4, Chemical feed inlet
Outlet launder,
S
K
=
‘Outlet
Sludge scrapers
Sludge outlet
WATER TI
‘ATMENT
MODULE PURPOSE
PREREQUISITES
COMPETENCY STANDARD
ASSESSMENT
METHOD OF TUITION
DELIVERY
1. Understand the basics Of raw water treatment,
the chemistry and control and operation.
2. Understand operation of the demin plant, the
basic principles of chemistry and the control and
operation and normal problems effecting this.
3. Understand the principles of internal boiler
water treatment, how to control it, the effects of
inadequate control and how to diagnose and
rectify these problems
4, Understand ancilliary factors effeting water
treatment and there effects including boiler failures.
At least twelve months familiarity with boiler
operation at supervisory level. The certificate -
diploma cannot be awarded until this commitment
is fulfilled.
Fulfills requirements of water treatment up to
intermediate boiter level.
Continuing assessment by tutor throughout the
course based on direct questions and participation.
Final written assessment at the end of the module/
On site training in factory and classroom
environment.
‘See method of tuition
RESOURCES
OCCUPATIONAL H & S
AUDIT
USE OF RESOURCES
together
Palm oil industry training manual
‘Supporting T.A.P.E. materials.
Suppliers technical literature
Recommended technical texts
All participants must complete an appropriate
module on health and safety matters,
Audit procedures to be developed for your plant for
each subject heading.
‘The text and diagram manuals must be used
to adequately cover cach subject topic. Also
appropriate reference needs to be made to the
boiler suppliers manual and supporting technical
‘information.
LEARNING OUTCOMES
CONTENT
To understand the following,
|, Raw water treatment
Demineralisation plant,
3, Internal boiler water treatment.
4, Ancillaries.
The above have to be understood in terms of the
following,
a. Basic chemical processes.
b. How these chemical processes relate to actual
plant operation.
©. Operating and control parameters.
Raw water treatment Extraction
Clarification
Filtration
Demineralisation Ion exchange processes.
and equipment
Internal boiler
‘reatment Chemicals, procedures
and control.
Ancillaries Deareation
Boiler failures Effects of inefficient
treatment.
WATER TREATMENT TRAINING TASKS
Read and study the notes on water treatment.
RAW WATER Look at the water inlet system in your plant.
Evaluate silt build up in the inlet, sample the water
at inlet and outlet from the pump to evaluate
settling of course material and possible effects of
turbulence.
Study the notes and diagrams on the clarifier and
sand filters.
‘You must be able to understand the operation of the
clarifier and the use of chemicals, how to control
the unit and evaluate its effectiveness.
Sand filter operation and control needs to be
understood. If possible take a sample of water
before and after the sand filter.
DEMINERALISATION ‘Study the notes on demin plant.
Refer to the diagram 10 and 10A and notes on the
demin plant operation,
It is necessary to understand the basic chemical
process, not to be able to reproduce all the formulae
but the effects of salt removal and the basics of
regeneration.
Study the material on resins and the and the
diagrams and notes on demin plants to understand
the normal operation of a demin plant.
Also study notes on basic inspection and
maintenance so that all operating aspects are fully
understood.
DEAREATOR
INTERNAL TREATMENT
PROBLEMS ASSOCIATED
WITH WATER TREATMENT
FINALLY
Study the notes and diagrams of deareator operation
so that all functions effecting operations are
understood, this also applies to the diagram
showing how dissolved oxygen is effected by
temperature.
Study the notes on intemal treatment re oxygen and
scale. Refer to diagram 16-19 and 21 to
understand the mechanisms of scale formation.
Refer to the diagrams showing different aspects of
problems in boilers associated with water treatment,
Study these diagrams and data so the basic effects
of oxygen corrosion, scale and erosion are well
understood,
Carry out an audit of the water treatment plant in
your factory in accord with the notes and materials.
WATER TREATMENT ASSESSMENT
RAW WATER
DEMIN PLANT.
INTERNAL TREATMENT
1. What aspects would you look for in a river water
inlet system.
2, How would you evaluate operation of the
clarification process, explain any reasons.
3. Explain in detail the consequences of inefficient
operation of the raw water treatment system,
5. Explain the principle of operation of a demin
plant, make particular reference to regeneration.
6. How do you evaluate effective operation of a
demin plant, explain your reasons.
7. What is a degasifier ? explain its functions and
the effects of not having one.
8, Explain the inspection procedures for
maintenance of a demin plant.
9, Explain the most common problems in demin
plant operation, their causes and rectification
10, Explain the operating parameters of a DA and
how these are controlled.
11. Explain oxygen corrosion and control,
12. Explain factors causing scale and its effect on
boiler operation.
13. How do you control and evaluate your internat
water treatment.
14. Explain the effects of silica, its control and
removal,
BOILER FAILURES
15. What is TDS ? How is it controlled and what
effects does it have on boiler operation.
16. Explain foaming and priming, what causes them
and how are they controlled.
17, Explain procedures of boiler water sampling,
problems and solution.
18, What would you look for in evaluating a boiler
failure, explain.
WATER TREATMENT PLANT AUDIT
FULL AUDIT.
RAW WATER INLET.
CLARIFIER
WATER BASIN
SAND FILTERS
HEAD TANKS,
DEMIN PLANT
DEAREATOR
BOILER INTERNAL
BOILER INSPECTION
Clear of sand and silt build up
Raw water pumps operational
No silt build up in inlet basin
Cheek floc in clarifier tank
Check tank cleanliness
Check blowdown runs clear in short period
Check chemical dosing pumps operational
If turbidity meter available check turbidity before and
after the tank
Check cleanliness and blow down
Check differential Pressure
All units in service and non by passed
Check for any signs of flock and silt
Cheek condition for regen
Check throughput between regen
last internal inspection
chemical used for regen
control of regen chemicals
Check temperature, as close to 100 degrees C as
possible,
Check level and site glass
Oxygen control
Scale control
TDS
Ph
Silica
Caustic alkalinity, must 2.5 * silica
Waterside check at least once every 3 months operation
Side wall headers and tubes and generating tubes.
PRESSURE FILTER
Note the dizection of water flow in normal operation and in backwash
Compare the pipework arrangementwith your owa plant.
If the operation was automated which vaives would be replaced.
DEGASIFIER
‘What controls the water feed to inlet,
How does the float switch operate and what does it control.
Compare controls with your own plant.
ION EXCHANGER
Follow the flow for normal inlet.
Follow the flow for backwash.
Follow the flow for cemical injection.
Follow the flow for rinse.
Compare this to your plant.
Locate the ejector on your plant
How would you automate operation.
DEAERATORS
Explain the level control mechanism.
Explain the steam control system.
Compare with your plant
Explain the operation of the air ejector
CLARIFIER
SCALE
Note: water flow direction
collection of sludge for blovdowmn
Compare with your plant
HOW OFTEN IS YOUR VESSEL BLOWN DOWN
‘Note the effect of tube wall temperature effected by scale,
From your knowledge of the mechanics of materials, what effect will this
have on the strength of the material. :
‘Also hai will be the effect on the heat transfer rate.
RAW WATER TREATMENT
Most fectory water supplies are from the river and this wator usually
contains solid matter that needs to be removed prior to demineralisation, This is achieved
by;
Floculation
Coagulation
Filtration
FLOCCULATION AND COAGULATION
‘This is when chemical is added to the water [ aluminium sulphate ] to cause
matter to bind and coagulate so that itis heavy enough to be seperated.
‘The rate of addition of alum sulphate is determined by the water treatment
supplier dependant on raw water quality and can vary dramatically.
it is necessary to determine on a regular basis the quality of raw water,
since it can vary week by Week This should then determine the amount of chemical
dosage,
This can be achieved by simple settling tests or filtration, but can be done
more accurately by jar test. This requirees equipment with stirrers and the addition of
chemical for ph control and for coagulation, flocculation. Alum sulphate requires a ph of
5.5 - 7.5, this should not be a problem but should be checked.
Samples of raw water are used with different chemical quantaties added
and different stirring and setiling times to determine optimum chemical useage. This
information should be supplied by the water treatment Contractor, but variations in water
quality should be monitorred at site.
CLARIFICATION
Designs vary from place to place and the unit in your factory should be
sxamined. Change in volume and flow direction are used to cause’ matter to be seperated
and blown down to effluent.
For the unit to be efficient it must be kept clean and well maintained, with
regular blowdown.
‘The quality of water from the unit should be checked on a regular basis by
filtration.
FAILURE OF THIS INITIAL WATER TREATMENT CAN CAUSE
SERIOUS PROBLEMS and can Jead to frequent reduction in throughput of sand filters,
If these units are Sittied with bypass facilites regular use of those may be made to
compensate, THIS WILL LEAD TO DEMIN PLANT AND BOILER PROBLEMS,
PROBLEMS
ist PHASE
Initial design is a critical factor
Adequate intake and screening facilities
Situation of the river intake to minimise agitation and carry over
excessive suspended matter.
Adequate settling time with minimal agitation due to inlet.
An adequate metering pump to add chemicals in a way that complete
mixing takes place prior to settling.
Cleaning at 3 - 6 month intervals to remove any sediment.
2nd PHASE
Aequate capacityfor clarifier for settling
Regular blowdown,
‘Maintenance cleaning of distributors and tank, subject to the rate of fouling.
SAND FILTERS
The purpose of these units is to remove any further entrained matter or
material from flocculation and coagulation. The water is Sltered through a layer of sand
that traps suspended matter.
Gradually the sand will become clogged and restrict the water flow, causing
the pressure at inlet to rise, when the pressure at inlet is < 5 psi above outlet, the unit
should be taken out of service and backwashed.
‘This will remove material from the sand and allow efficient operation oncee
again.
BACKWASH
‘Normal flow is from the top down, backwash takes pumped inlet water and feeds it
Som the bottom up, and outlet is to drain via a special bachwash line. This line restricts the
water flow rate so that the sand is gently lifted to dislodge solids that are washed out to
drain. An excessive backwash flow will result in a loss of sand and reduce operational
efficiency of the unit. The zate will be specified in the equipment mannaland should be
checked at the time of intemal inspection. Backwash time should also be specified in the
manual. When backwash is commenced the the water flow to drain will be dirty [ solids
removal ] but should become progressively cleaner just prior to completion, a sample can
be taken and passed through a fier to check for cleanliness and sand carry over.
RINSE
At completion of backwash the unit should be rinsed to establish normal
operational conditions, water flow from the iniet at normal flow rate to drain to settle the
bed for normal service,
BACKWASH CONTROL
‘Some units are fitted with automatic backwash, so that when the pressure
differential rises, backwash is carried out automatically. However the units still need to be
inspected several times a day, since controls can matfunction and failure 10 operate could
severely restrict water flow to the head ianks. Where automatic controls are not fitted the
plant should be inspected hourly and backwash initiated manually at the appropriate time.
In cases of manual operation it could be benificial to install a differential
pressure switch and an audible alarm siren to indicate the need for backwash.
INSPECTION
‘The unit should be inspected internally at least every six months by draining
and removing the inspection covers,
The unit should be backwashed and rinsed prior to inspection
NOZZLES. These should be checked for security arid damage and
replaced if necessary. Check distibutiuon by opening the valve cautiously with the
inspection cover removed.
SAND. Remove a sample of the first one to two inches and check for
contamination and fouling. It is sometimes necessary to remove the first few inches of the
bed.
- NOTE:
Some plants may use chemicals to reduce the problem of iron fouling, in
such cases refer to the suppliers data on use.
Many sand filters are fitted with bypass facilities. This bypass should be
kept closed and preferably locked with a chain and padlock, the key held by the engineer.1f
these units are bypassed or do not operate efficiently it can lead to fouling of the demin
plant resins and reduce their operating efficiency and the need to bypass these units also. If
this occurs the possible consequences in terms of boiler operation can be VERY
DETRIMENTAL.
Any need to open the bypass on the sand filiers must be investigated
immediately and should only be permitted for brief periods, ie not more than one hour.
The short term desire to maintain processing capability can lead to total
plant shut down at a later date.
WATER SOFTENING - DEMINERALISATION
Most have demineralisation units and these will be dealt with in detail,
however water softeners will be discussed briefly.
SOFTENERS.
Water softeners are used to remove scale forming salis from feedwater.
This is done by exchanging sodium ions in the softener for calcium and magnesium ions,
taken from the water and retained by the resin.
Calcium bicarbonate + sodium zeolite
TO Calcium zeolite + Sodium bicarbonate
Calcium sulphate + Sodium zeolite
TO Calcium zeolite + Sodium carbonate
‘Magnesium carbonate + Sodium zeolite
TO Magnesium zeolite + Sodium carbonate
Magnesium chloride + Sodium zeolite
‘TO Magnesium zeolite + Sodium chloride
Eventually all the sodium ions in the softener are all used up and the ions
taken from the water have to be removed and replaced with more sodium ions. This is
done by regeneration.
‘The soficner is fistt backwashed to remove any dirt and solids and {if the
bed of resin. A brine solution is thecen injected, this exchanges Ca and Mg ions for
sodium ions, the effluent going to drain.
‘Thee unit is then rinsed to remove surplus sodium chloride to drain and
then retumed to service.
‘A measure of the effectiveness of the softener is to measure the hardness at
outlet on a regular basis and initiate regeneration when it rises above a preset limit.
Generally softeners are reliable and require little maintenance, Some units
operate automatically for regeneration controlled by a timer, the operation of this neods to
‘bee periodically checked,. The salt level in the regeneration container also needs to be
checked on a daily basis and replenished as necessary.
If in doubt refer to the suppliers data,
DEMINERALISATION
This is a
sofiener and is a prereq
ich more efficient and effective means of treating water than a
if water has a high silica content.
R
Plants are tvo stream, cation and anion and may or may not have a
Gegasifier. Taere are usually two se‘s of cation and anion units to allow for regeneration
and maintenance
The units will remove mineral salts, CO2, and silica to acceptable levels for
boiler water, dependant on feedwater supply quality.
Water flow is cation, degasifierane then anion unit.
‘Thee cation unit exchanges minerals for acid ie
Calcium for hydrogen
The degasifier allows carbon dioxide to leave the liquid so reducing
dissolved gases.
‘The anion unit exchanges salts for hydroxyls and holds silica,
‘The construction of the cation and anion units is very similar.
CONSTRUCTION.
Water to ber treated enters ai thee top of the unit under pressure into the
distibutor and nozzles and then into the resin, down through the resin and out at thee base
and then in a similar fashion through the anion unit.
As the resin becomes exhausted slip will occur and the disclved salt
contcent will rise. This directly effects thee conductivity of the water which can be
measured by a conductivity meter. When this rises beyond a preset limit controps can be
arranged to switch off and isolate the unit, awaiting regeneration or regeneration can be
initiated automatically.
I cases of silica problems, outlet wateer needs to be monitored at regular
intervals to test for silica because silica slip can occur before other salts effect conductivity
and may require regeneration prior to conductivity rising substantially.
REGENERATION
BACKWASH
Water is introduced at the base at a controlled flow raie to pass up through
the bed and out of the top to drain. This removes any fouling in the bed and lifls the bed
prior to regeneration.
CHEMICAL INJECTION
‘Chemical should already be mixed in the regeneration veseel pricr to being
required. Manufacturers data needs to be referred to for concentrartion,
Cation Acid [ usually sulphuric ]
Fil container to required level with water
Add required acid
Mix
NOTE PRECAUTIONS SHOULD BE TAKEN WHEN HANDLING
CHEMICALS AND APPROPRIATE PROTECTIVE CLOTHING WORN
ANION
‘The anion unit uses caustic soda which should also be premixed in the
appropriate propertions.
ECERCISE CAUTION WHEN HANDLING
CHEMICAL INJECTION
Important Conceniration
Flow rate
For effective and efficient regeneration these two factors are essential and
need to be carefully maintained. If the flow rate is too high the dilution will be incorrect. if
too lowq chemicals will not be drawn up. The injection of the water creates a suction via a
venturi device to draw chemical into the water flow and a requisite amount of the solution
in the regeneration vessel should be drawn up.
THIS NEEDS TO BE MONITORED.
Injection of chemicals is one of the most common problems with demin
plants.
‘The liquid from regeneration thea passes to drain. However this will be
acidic or caustic and should go to a holding tank for neutralisation before being discharged.
Injection of chemicals can either be co - current or counter - current, older
units ars usually co - current put counter - current is mors efficient.
RINSE
After chemical injection the bed is rinsed for a fixed period to remove any
residual chemicals,
FAST RINSE
Itis rinsed further to remove all trace of chemicals before refura to service,
Conductivity will usually be high at commencement of of rinse due to acids / alkalis but
will fall rapidly and when below the alana level the unit can be put back on stream. If the
unitis put back online before conductivity reduces this could seriously upset the balance of
the boiler feed water.
DEGASIFIER
This is d between the cation and anion units. Water is sprayed into
the top over ceramic rings to cause the water to form surface filmsand small droplets, Air
is biown updwough the unit by a fan and acts like a soubber and disolved gases are released
and vamried away by the alr. Water is collected at the base of the unit and pumped to the
anion unit and then to storeage.
MAINTENANCE
Inspection . The cation and anion units should be inspected regularly.
1, Check that the nozzles are secured and not damaged.
2. Check that the distribuors are intact.
3. Inspection should be done after backwash and the surface of the resin
checked for contamination and fines are resin beads that have
mechanically degraded and should be removed and replaced with fresh
4. Measure the distance from the distributor to the resin bed or use some
other datum to determine the amount of resin in the vessel. If necessary
add resin to ensure that the correct quantaty is in the-vessel. If excessive
resin is being added the reason for the loss of resin needs to be determined
RESIN LOSS
1. The most common cause is damaged , loose or missing nozzles, allowing
Joss of resin during backwash.
2. Check the effluent mixing tank on a regular basis for signs of resin.
3. Resin trap. Fit a trap on the backwash water outlet line and inspect
weekly.
CHEMICAL INJECTION
This system will often cause problems and its operation should be
monitored during every regeneration.
Failure to pull up all the chemicals will reult in inefficient regeneration and can result in
contaminated water passing to the boiler.
‘The most common cause of failure of this system is blockage of the eductor
fedd or air leaks not allowing sufficient suction for the chemicals
RESIN LIFE
This is nominally 3 years but depends on service conditions, number of
yegenerations and care of plant and equipment, After three years a sample of resin should
be removed about half a metre below the surface and sent to independent laboratories for
testing. These labs test the chemical holding capacity of the sesin and efficiency of
regeneration, and make recommendations accordingly.
Failure to replace and exhausted zesin will result in excessive chemical use
for regeneration and hence high cost, but, more importantly, tess efficient removal of scale
forming chemicals and possible boiler problems.
CONTROLS
‘These vary widely from plant to plant, in the case of mamual operation,
there is no problem.
CONDUCTIVITY
Insatallation of a conductivity meter at the outlet indicates when resin is
being exhausted and can be used to switch the unit off to await regeneration.
WATER METER
These are sonctimes fitted to measure through put ia cubic meires between
regenerations, Caution needs to be excersised in this respect as resin gets older and requires
regeneration more frequently. Regular checks must be made on quality of waier at the
fated of through-put. 7
PERIODIC REGENERATION
‘Many units are regenerated on a time basis i.e. once every one or two days,
this can create problems, since though-put per hour/day may vary and water quality at inlet
may vary. generally this is not an acceptable method of control unless water is tested on a
regular basis .
AUTOMATION
Some units are parially or filly automated. It is necessary for site personnel
to fully understand the automation system.
DEMIN PLANT LOG
Details of regeneration, throughput between regenerations, chemicals used
for regeneration, ete need to be kept and related to fb processed so that the following can
be analysed :
1. Demiin water used per tonne of fib processed.
2. Chemicals used per tonne of fb processed.
3. Cost of chemicals per tonne of fib processed.
Any variations need to be investigated immediately.
DAILY TESTING
Feedwater tank should be tested daily for :
Hardness
Silica
Conductivity
Pa
Any rise above normal indicates demiin plant malfunction and needs to be
investigated,
‘The bypass must be kept locked with engineering personnel keeping the
key.
TRON FOULING
High iron content of the raw water can result in resin fouling and reduce
ciliciency. There are ways to handle this and site conditions need to be specifically
considered together with advice from the water treatment supplier,
IMPORTANT NOTE.
THIS PRETREATMENT OF WATER PRIOR TO ENTRY TO THE
BOILER 18 OFTEN IGNORED AND GIVEN LITTLE ATTENTION BECAUSE
IT DOES NOT IMMEDIATELY IMPACT OIL AND KERNEL EXTRACTION
AND QUALITY
IF IGNORED IT CAN LEAD TO BOILER OUTAGE AND LOSS
OF PRODUCTION, EXPENSIVE MAINTENANCE REPAIRS OR REDUCED
BOILER EFFICIENCY WHICH CAN EFFECT POWER GENERATION,
REDUCE STERILISER EFFIENCY AND EFFECT KERNEL DRYIN
DIGESTION AND CLARIFICATION,
IT IS NOT ONLY A LAB RESPONSIBILITY, EVERY ENGINEER
MUST BE AWARE AND UNDERSTAND.
DEAERATION
‘The function of the deacrator is to reduce disolved gases, carbon dioxide
and oxygen and to heat the feed water,
This is achieved by mechanical processing and heating using steam in a
pressure deacrator and by vacuum in 2 vacuum deaerztor.
PRESSURE DEAERATOR
The DA is in this case a Pressure vessel. Water is pumped into the vessel
via 2 spray system to, reduce water to smail particles when it is mixed with steam and
heated. This causes gas in the quid to expand and be released, these are then removed by
an ejector o a vapour release ia the upper section,
Generally the hotter the better.
Because water is often heated to 100 * C plus, the DA needs to be high to
Prevent cavitation at the feed pump suction :
CONTROL,
‘The water level in the DA is automatically controlled by float or float
switches, these need to be checked and maintained.
Steam pressure should be reduced automatically by a reducing valve.
MAINTENACE
Little maintenance is required but operation of the level and steam ‘pressure
controls should be monitored several times a day,
Occasional checks on disolved oxygen before and after the deaerator should
be made by water treatment service personnel,
VACUUM DEAERATOR { bypass}
Some of these units only treat a proportion of the feed water.
Water is fed into the vessel via spray nozzies isually by gravity, a vacuum is
maintained inside the vessel by a steam ejector. There is a fixed relationship between the
jemperature of the water at inlet and the vacuum, determined as stated in the steam tables,
{he Rotter the water the lower the vacuume. The principle of operation is that ifthe external
Pen wound the water is reduced disolved gases will be released and removed by the
gjector.
Homiever since only a proportion of the water may be treated these units are
nol as ¢Eicient as pressure deacrators, so requiring more chemical treatment.
Weter is removed from the unit by an extraction pump and fed to the feed
pump iniet.
PROBLEMS
Air ejector not efficient due to :
1 Blocked or worn nozzle
2 Inadequate condensate removal prior to the ejector, resulting in
inefficient ejector opertion
Extraction pump
1L.Air leaks, Since the vessel is uader vacuum, air leaks will reduce
otSciency, but expecially any Teak in the seal of the mechanical pump
which can negate the effect of the DA,
Nozzles
Blocked inlet nozzles will result in excessive bypass of water direct to the
feed pump suction and the DA will be inefficient.
NOTE Principle of operation :
The bypass deacrator has a line from the inlet to the pump outlet that
ciictively bypasses the descrator. The head generatcdby the extraction pump holds the
Water back fiom bypassing, if the head gencrated by the pump falls for any reason Ware
Wall bypass the DA ditect fo the feed pump suction. System design is eritcal for cores
wotration. {ithe Teed tank is too high, too much water wll by-pass, if not hish enough, less
Laer Wil by-pass. Any problem with the extraction pump ie. mechanical seal watet wil
by-pass.
It would be useful to have a flap-flow indicator in the by-pass fine to
indicate flow-rate and effective operation.
You can also check dissolved oxygen at outlet to confirm effective
operation.
TRAINING NOTES
1, Draw a schematic diagram of thee raw water supply to the settling ponds.
Indicate power supplies for pumps, priming facilities, stand by arrangements, chcks to
indicate correct flow and any controls to stop and start the pumps.
2. Draw a schematic diagram of the settling ponds and the clarifier indicating any
control points ie blow down.
3. Draw a schematic diagram of the sand filters, showing associated pipework,
pumps and sources of power supplies.
Indicate methods of controlling raw water and treated water tank levels.
Demorstrate an actual backwash operation and the method to determine
satisfactory compiction.
4, Draw a schematic diagram of the demincralisation plant to include regeneration
facilities,
Demonstrate the regeneration process
Demonstrate mixing of chemicals for regeneration.
Demonstrate checks for quality
Show the sources of power supplies for all plant and equipment
Explain the control systems for tanks and pumps etc.
5. Draw a diagram of thee DA, show steam supplies, water leevel control system,
power supplics and methed of temperature indication
Demonstrate adjustment of the steam pressure.
Explain the water level control system.
TRAINING CUTCOMES
1. Understand the raw water supply system and its control.
2. Understand the clarification system and its controls
3.Understand the demineralisation system and its controls.
4. Understand the DA operation and its control,
It is also necessary to understand the impact of raw water treatment on :
1. Boiler operation and efficiency
2. Boiler maintenance
’
3. Factory operations, production and reliability.
4. Process costs
It is also necessary to understand the
charge if necessary.
oratory control procedures and take
IT IS NOT GOOD ENOUGH TO SAY THAT IS NOT MY
RESPONSIBILITY.
Personael must understand sufficient to be able to instruct operators and
maintenance people and provide basic training for operators.
ANCILLIARY EQUIPMENT
CHEMICAL INJECTION PUMP
‘These units aze usually reciprocating piston or diaphragm pumps with a
method of adjusting the stroke and hence the chemical injected.
Trey simple and reliable and attention only needs to be given to lubrication
and bearing checks and motor temperature.
Adjustment should be made to ensure that the contents of the container are
pumed in during the operating hours of the boiler. The concentration of chemicals can be
adjusted.
FILTERS
There are normally two filters, one between the feed pump and the feed
tank and one in the discharge of the condensate recovery pumps.
‘These units are often totally neglected. They should be opened once per
month or more frequently if service dictates for cleaning and replacement of filter media if
mocessary.
1, Feed water. These filters are usually of the mat or cartridge type and are
intended to remove entrained solids before the boiler.
2. Condensate. These are often castridge type end usually finer than the
feed filter. And remove entrained solids from the condensate.
TANKS:
1, Feed’tanks, This should be drained and cleaned annually to remove
accumulated sludge and solids or more often than necessary.
This tank is oRen subject to severe pitting corrosion and if possible should
be treated with a high temperature resistant epoxy. If this is not done,
corrosion problems and leaks can be expected in the longer term.
2. Condsasatc tank. Needs to be treated as per the feed water tank.
3. Raw and stored water tanks. These should be inspected annually and
cleaned of any debris.
we
STANDBY BOILER PROTECTION
All palm oil mills have stanby boilers, when not in use these need tio be
protected against corrosion
WET LAYUP
In this procedure the boiler is flooded and a sulphite reserve maintained to
ensure eiimination of oxygen. The sulphite reserve needs to be checked weekly and the
boiler kept Blooded by using some form of head such as an overhead tank.
DRY LAYUP
In this case the boiler is drained and all water arcas dried. A tray of lime is
introduced and the boiler scaled. The lime tray should be checked every month and
replaced as necessary.
NITROGEN BLANKETING
Nitrogen can be used since it is an inert gas but is not practical in palm oif
amills.
Generally because of the nature of palm oil mills effective storeage is sot
often practical. Most boilers suffer leaking drain and blowdown valves and this would
sesult in the loss of treated water, or in the case of leaking feed valves, overpressurisation
or water leaks leadig to corrosion, Likewise with dry layup if feed lines are not blanked
water will leak into the boiler, blanking is not practical for a stanby boiler.
NORMAL PROCEDURES
When removing a boiler from service for several days or for maintenance,
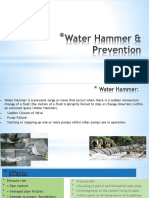
isolate the boiler and allow it to cool. When the presure is two to three bar blowdown all
headers heavily, then use the main blowdown to empty the boiler completely. Header blow
down Will remove solids and sludge and prevent deposition on hot surfaces.
‘The final emptying will leave the boiler hot and this heat should evaporate
any remaining water.
If the boiter is out of service for any extended period it should be checked
monttily. Any signs of developing corrosion must be deait with and if necessary the boiler
blanked off, dried out and lime used.
Also if there are problems with oxygen corrosion pitting and normal
deaeration and sulphite reseves are good the procedures for out of service boilers needs to
be carefully examined.
BOILER WATER TREATMENT
PURPOSE
1. Prevetion of corrosion
2. Prevention of scale
3. Prevetion of carry over and associated probleras
CORROSION
‘The most common causes of corrosion in boilers are ph and oxygn
PH
Ph needs to be maintained at 9 - 10, subject to water treatment supplicrs
recommendations. This will ensuree an alkalinee enviroment and proteect the magnatite
coating. Ph is often maintained by caustic injection and this can be automated.
OXYGEN
Effetive dacration will reduce oxygeen to Ieevels asily managed by internal
water trecatment. The most often used chemicals in palm oil mills is sulphite.
2Na2SO3 + O2 = 2Na2SO4
Oxygen in the boiler will cause corrosion pitting and is most commonly
found in the steam dram. This can cause pinhole leaks and eventual failure of pressure
parts.
HYDRAZINE
If sodium sulphits is added it effects TDS which can inorease the need for
blow down. This can have the result of removing previously added chemicals from the
boiler and also wastes heat. Hydrazine does not have this effect but is only usually used in
high pressurre boilers and non food industries.
MAGNATITE
When the boiter is opened up for inspection it should be a dull grey colour,
this is a powder likee deposit called magnatite. This protects the surface from corrosion.
Bad ph control and high oxygen will attack the magnatite
CONDENSATEE CORROSION
Carbon dioxide in the steam produced will form carbonic acid in the
condensate.
CO2 + H20 = H2CO3
This can result in condensates ph levels of below 5 and cause extensive
corrosion, especially of pipe threads.
DEGASIFIER
Use of a degasifier in the demin plant not only improves the performance of,
the anion unit but also removes disolved carbon dioxide and helps prevent condensate
system corrosion.
DEAERATION
This also removes disolved gases of which carbon dioxide is one
FILMING AMINES
‘These are administered in the feed system and are carried over to the
condensate system in the steam and form a protective film that reduces corrosion. However
these are not generally used in food processing.
HYDRAZINE
As well as protecting against boiler oxygen corrosion
N2H4 + 02 = 220+ N2
Any excess hyérazine caried over with the steam will decompose and form
ammonia which is alkaline and so help maintain condensate Hine ph.
SCALE
Scale develops in areas of maximum heat transfer and where circulation is
Scales concentrate and form an insulating layer of scale that can lead io
overheating. The scale can alsom mask corrosion, a combination of excessive heat pits
corrosion and pressure can weaken the tube and cause tube failure. Scale build up can also
seriously effect boiler efficiency and hence power generation and sterilisation
Scale is normally formed by calcium and magnesium salts
‘Temporary hardness due to bicarbonate scales of calcium and magnesiam
forms soft scale and shidge.
Ub
due to sulphates and chlorides of magnesium and
calcium and forms a hard insulating scale
‘Silica also forms a hard, tenacious scale that is very difficult to remove
SCALE PREVENTION
PRECIPITATION
‘The scale forming salts can be converted to a precipitate by phosphate
treatment where the phosphate of sodium is exchanged for the slats of calcium and
magnesium, forming precipitate - sludge. A reserve of phosphate of 40 - 60 ppm inthe
boiler will ensure a reserve to deal with slip past the pretreatment plant
‘The precipitate - sludge can also form sale on heating surfaces if allowed
to concentrate. This is prevented by use of : -
1, Shidge conditioner - coagulant. This conditions sludge to keep it in suspension
and to cause the sludg to agglomerate
2. TDS control. Blowdown to remove supended solids - studge, Normally for palm
oil factory boilers a working level of the order of 2000 ppm is adequte with maximum.
allowable 300m ppm,
Howevewr in some factories blowdowmn may be controlled to determine
silica levels. Norma! maximum silica is 150 ppm and this may necessitate a much lower
‘TDS level, This will however result in extra heat loss and blowing down of phosphate and
suiphite necessitating greater chemical use.
CHELATION
‘Thais system chelates the magnesium and calcium compounds to prevent
scale formation. However control of chelates is critical and can adversley effect the boiler
integrity by effecting metal paris.
POLYMERISATION
‘This system is in common use in Indonesia where organic polymers coat the
scale forming salts and prevent deposition and they are then removed by blow down
CONTROLS
Eachn method has its own control procedure and racthods of testing for
resorvas in the boiler. These need to be studied on an individual basis so that you arc
familiar with the concept.
BLOWDOWN
y
The most efficient method of blowdown is continuous controlled by a
manually adjusted valve in accord with regular TDS tests
CAUTION must be excercised if intermittent manual blowdown is done to.
ensure adequate water level and no possibility of starvation of tubes, especially water walls.
HEADER BLOWDOWN
‘This should not be done on a boiler when operating at full load. Blowdown
needs to be cartied out at least once a week for 30 secs when the boiler is out of service but
sill under pressure, If the boiler is shut down at weekends, blowdown at 10bar to remove
accumulated solids, blowdown of all main headers can also prove usefull after some
settting period.
SCALE FORMATION
Apart from normal scale formation, scale will form in any areas of poor
circulation where overheating can occur. This is especially possible at start up when
circulation is just establishing itself if the boiler is forced or overfired,
‘The same conditions can occur in normal operation if the boiler is overfired,
this can be caused by poor operation, scale formation or inadequate boiler cleaning -
sootblowing. These conditions can aiso cause tube distortion wich will further stress the
boiler.
CARRY OVER [| PRIMING ] - FOAMING
‘The effects of this phenomena can result in scale in the superheater and
hence tube failure and deposits on turbine blading. Excess carryover can cause physical
damage to pipelines and valves and damage turbine blading and result in unstable plant
operation.
CARRY OVER [ PRIMING ]
1. High water level. The causes and consequences are obvious.
2. Rapid load change. If'a very heavy load demand is suddenlly placed on
the boiler, pressure will fall and the formation of steam bubbles will increase rapidly
causing water level to rise quickly with the possibility of water entrainment in the steam and
severe plant operating problems.
Control is best achieved by an effective automated water ievel control
system and correct load application and operating procedures at the boiler.
FOAMING
‘This is when the surface tension of the water in the drum is effected and
water forms bubbles that break the surface and form foam carried over with the sream,
Usuailly caused by high concentrations of certain chemicals because of inadequate control
and high TDS,
‘This needs to be controlled by effective sampling and blowdown and by the
use of antifoams that effect surface tension.
NOTE - SULPHITE RESERVES
If the boiler is not operated on a continuous basis there may be problems
maintaining sulphite reserves due to regular introduction of large quantaties of untreated
water
Sulphite is dosed continuously to give addition of 2 - 3 kgper 24 brs, If the
boiler is filled with fresh feed water the sulphite reserve cannot be achieved. To overcome
this slug dosing must be employed, Since most plants are not Sted with equipment for this
purpose sulphite can be added to the feed tank direct at start up in quantaties that allow
establishment of boiler reseves at the beginning of the week, otherwise reserves only start
to increase at the end of the week when the cycle will just be repeated.
a.
TRAINING OBECTIVES BOILER TREARMENT
OBJECTIVES
1.Fail understanding of use, application and control of all water treatment
chemicals in your factory.
2. Familiarity with chemical data sheets
3. Knowledge of lab procedures and tests.
ACTIVITIES
1. Study all supplier data sheets.
2. Carry out fab tests for chemical reserves and controls.
Ph
Tds
Chemical treatment reserves
Suiphite
3. Inspect feed filters.
4, Inspect feed and condensate tanks and water storage tanks.
5. Inspect boiler drum for corrosion.
Inspect generating tubes for scale.
Inspect headers for sludge,
6. Dismantle and reassemble chemical injection pump.
Personally
7. Carry out boiler biow down and check tds levels,
8, Adjust chemical reserves in the boiler,
ACKNOWLEDGEMENTS
Drew Chemical Corp Principies of industrial Water treatment
Y. 8. Cheu Guide to Water Treatment
HO. Kuang & K.C. Liau Case Studies on boiler Failure
Porim Paper
CLARIFICATION
COAGULATION
Refer to diagrams 1 - 6
In the diagrams showing the clarification tanks the
inlet is introduced to a mixing chamber with a
cyclonic effect to ensure mixing of chemicals and
water. The coagulation begins under the cone where
the water velocity falls together with flocculation
we have the formation of a sludge blanket.
‘The scraper rotates at very slow speed to move the
flocculated material to the sludge blow down,
‘The blow down has to be controlled to retain the
sludge blanket
Excessive blow down will reduce the sludge
blanket and the effects of flocculation. Insufficient
blow down will result in a build up of excessive
sludge and carryover of solids.
Normally coagulation will not occur because the
particles suspend in water have a similar electric
charge which causes them to repel one another. The
addition of a coagulant chemical such as aluminium
sulphate reduces these charges allowing the
particles to agglomerate. When this has occurred
the particles can then join together and flocculate as
per the diagram.
Addition of aluminium sulphate tends to lower the
pH of the water, since the coagulating effect is more
noticeable at pH 6- 7 it may be necessary to add
soda ash to maintain the correct pH.
The data sheet on a polymer is provided for
information. This promotes effective flocculation
and therefore more effective clarification
Variable speed drive
SN
‘Outlet tauncer,
2
DAG RAM,
‘Chemical feed inlet
‘Outlet
CLARIFIER
‘Siudge outlet
Note water flow direction
Note collection of sludge for blow down
Compare this with your plant
HOW OFTEN IS YOUR VESSEL BLOWN DOWN ?2?
ay
UIE oh 0b bh |
[enon 201 2OL Z
poy w-Ob oO} 0
-HO +H
einen uol}e4]Ua0U09 uolyesjUadu0d ane,
uo! |AxoupAH, uo! uaBoupAH Hd
Ding. 3
Effective
radius
{a) (b)
(a) Coagulation: The addition of a coagulant neutralizes
charges, collapsing the “cloud” surrounding the colloids so they can
agglomerate. (b) Flocculation: The bridging of the flocculant chemical
between agglomerated colloidal particles forms large settleable flocs.
4
‘Asian Headquarters
27, Tenjong Penjuns,
‘surong,
World Wide Services
Fax: 65-285-0958
Drew industrial Division
ASHLAND CHEMICAL INC. SUBSIDIARY OF ASHLAND OIL, INC. USA.
DREW AMEROID (SINGAPORE) PTE. LTD.
Bingapore 2260,
‘Tob 65-2616544 Tolox: AMEROID RS 21087
AMERFLOC® 275
Flocculant
Description
AMERFLOC 275 flocculant is a high molecular
‘weight, highly charged anionic granular polymer.
Applications
AMERFLOC 275 floccutant is highly effective in
potable water clarification as well as water plant
sludge dewatering applications. When used as a
flocculant or a coagulant aid, typical addition levels
range between 0.1-1.0 ppm._ For sludge conditioning,
typical treatment levels range between 0.5-10 Ibs/ton
Of dry solids. Your Drew representative will tacom-
mend the optimum dosage of AMERFLOC 275
flocoulant after studying your system.
‘Typical Properties
Appearance:
PH of 0.5% solution:
Tonic charge:
White, free-flowing powder
85
High anionic
Solution Preparation
AMERFLOC 275 flecculant solutions ranging in
‘concentration from 0.1% to 0.25% are recom-
mended. These solutions can be prepared manually
‘by addition to a mixing tank with an eductor (available
{rom Drew) or automatically 1o reduce operator
handling. Polymer should be slowly added to clean
water (below 110°F) and stirred for 60 minutes at a
speed not to exceed 450 RPM for maximum effec:
liveness,
PRODUCT DATA
To insure a continuous supply of polymer solution, a
folding tank is recommended in addition to a mix
tank. For best results, the solution should be further
Mag ay) fo AsaunoD) ‘a1e1 BUTS ospnjs yoreU OF Ayoojaa Buronpes ul BuNjnses ‘snynuue
TINO OY) UT BuISLE JOJeM oy} JOJ ore BuISeaIOU! BUIPIAOI JoYLIE[O 1OxUeIq ospnis
NIVAG YOLVAIdIDIYd
3Noz way YOLVYINIONOD
ONIXIN, YOLYLIOV 390ms
ANaN1443
1601S
ONINWDAS,
youviioy
|WM4 YOLOITION LNINTII
DINAN ©
(‘uonpsodio) audpooy fo dsajino>) “194 11e|9 uSisop uoNR]NosINII ALINIS
Joaowas abpnis —
uoljDuodas
48{0M 108|9
yy juan|jje
440M payoad
Shey
WOIjOWA0y 90}; puo Buriur mo]S
yo1j0jnd11981 puo Burxiw pidoy
SAND FILTERS,
Refer to diagram 7
Note the general construction of the vessel
Follow the inlet flow.
Inlet is at the top filtering out finer particles.
Outlet is from the bottom.
After a period of operation build up of material on
the surface will reduce flow and cause increasing
pressure drop, this will necessitate taking the filter
out of service and backwashing.
To backwash, the flow of water through the filter is
reversed and solids removed to drain.
In this diagram we have a backwash pump. Follow
the flow from pump to drain for backwash,
vo
DiAaRan 7.
Figure 2-13. Pressure fter with surtace
PRESSURE FILTER
Note the direction of water flow in normal operation and in backwash
‘operation
Compare the pipework arrangement with your own plant.
Ifthe operation were automated which valves would be replaced
DEGASIFIER
Refer to diagram 8
The degasifier operation is to remove dissolved
gases, particularly CO2,
If the CO2 is not removed it takes up places on the
anion exchange resin and reduces the resins
capability to remove salts and silica therefore
resulting in the need to regenerate sooner. You can
see from the diagram that water from the cation unit
feeds down over a media that breaks the flow up.
Air is blown into the vessel from the bottom and
flows up, counter to the water flow, this process
reduces the dissolved gas content of the water.
Water flows into a catchment area where itis
pumped to the anion unit,
ye
DEMIN SCHEMATIC
OTHER DESIGNS
Refer to diagram 10
This shows co - current water flow through the unit.
Follows the flow inlet to the distributor and down
through the resin and to the outlet.
Backwash
Water comes in at the normal inlet, the backwash
inlet is open and water passes to the bottom of the
vessel, the inlet valve being closed. Any solids
filtered by the resin are lifted to the inlet manifold,
passing out to the backwash outlet valve and to
drain.
Chemical injection
Water is fed from the inlet to the ejector, where the
venturi effect sucks up chemical in proportion to
the water flow, this passes to the vessel and the
resin and out from the rinse outlet valve to drain.
Rinse
‘Water pass via the normal inlet to the vessel, the
rinse outlet is open and the outlet valve closed, and
the water passes to drain.
These may have a multi directional inlet valve to
connect the appropriate lines, this system is more
commonly found on 2 water softener.
Yu
Dragan &
Forced-dratt degasitior blows air
stioam through packing countercurrent to down
‘Ward flow of water to remove COz,
E GASIFIER
Yperation is simple
What controls the water feed to the inlet.
ow does the float switch operate and what does it control
‘ompare controls with your own plant.
What is the major control for the demin plant
Diactam oO.
-. Typleal fon exchanger showing sur-
aco flow with valve nest for regeneration—beck-
washing injecting chemicals, iasing.
Diaagan 4.
ION EXCHANGER
Follow the flow for normal inlet
Follow the flow for backwash
Follow the flow for chemical injection
Follow the flow for rinse
Compare this to your plant
Locate the ejector on your plant
How would you automate operation
laa
SCHEMATIC ION EXCHANGE Refer to diagram 11
RESIN DATA
This shows schematically the process of treating
raw water. Mineral salts in the raw water enter the
cation vessel. The resin retains the mineral and
replaces the mineral ion with an hydrogen ion, as a
result of which the pH falls,
The effect of the degasifier can be seen by
comparing the condition at 2 and 3 where CO2 is
removed
The anion resin replaces the salts with hydroxy!
ions, raising the pH and giving soft demineralised
water.
Now work out the process of ion exchange for
regeneration using sulphuric acid and caustic soda,
Refer to the data sheets for resin.
Consider IRA 420, Each demin plant has a BV
(bed volume ), a volume of resin in the vessel
determined by the manufacturer in relation to
desired water purity and the condition of the water
to be treated.
Service flow rate. This is the flow through ch unit
If we have a bed volume of 10M3, flow can be
(5 TO 40 ) x 10M3/ hr of water
Linear velocity. This determines the diameter of the
vessel. If we require a flow of 200M3/hr, max flow
rate S0M3/hr, so we will require a bed area of 4M2
Regenerant caustic soda. 30 - 150 gms per litre, say
100 gmitr.
10M3 is 10,000 litres x 100gm = 1 tonne
Concentration say 4%, ie 40kg of caustic soda
Slow rinse 2 x BV, ie 20M3 of water at service flow
tate of S0M3 per hour is 24 minutes,
Fast rinse for up tom 30minutes.
‘However all of the above will be specified by the
plant supplier and determined in the technical
handbook.
ga
Maeda i.
widdg > Sq panowai syes
We ysowye YM seyeMm payee
uoneg
wo} UeBOIpAH +H
uses uoeo
pise Buons ovS
wddooe sa.
L Jayem MEY
oo _
uoneseuebel ploy
uowerouebal 1reyIy
06-s'8 Hd s'-0'% Hd sz-0% Hd gZnd
OH *ols’H “ols"H “olsen
OH ‘os'H *os’H "os’en
OH lOHe ION “08W
OH OH °00°H “FooHeo
t € z b
ay
ION EXCHANGE RESINS
PRODUCT DATA SHEET
|
| AMBERLITE IRA 426
STRONGLY BASIC (TYPE |) ANION EXCHANGE RESIN |
DESCRIPTION
i AMBERLITE IRA 420is a
: seructure.Itis based on crossiin
and excellent rinse perfonnance.
Sur moa news manufacturing technology: AMBERLITE TRA $20 has n outstanding physical stabifityiluse |
trated by its resistance to osmatic shock and to mechanical stress.
corflow, reverse flow and mixed bed |
premium grade strongly basic anton exchange resin of the ype L with aclear g2l |
ed polystyrene and has a very high bead integricy, zood reyenessnon efficiency
OUI grades are avaable forall ion exchange systems wich
operation.
PROPERTIES
. Mamix __ Styrene-divinyibenzene copolymer
Functional groups ————————— [CH )s" |
Physical form TTT TT Pale yellow ranstucenr beads
Ionic formn as shipped — —-— —— Chloride
Pout exchange eapuciy ——-—— —— 13eq:L (CI" form) ; |
@ Moisture holding capacity 50-57% (Clr form)
Specific gravicy _. —_— — About ].07 (Cl- form? |
Shipping weight _—— ——— About 720g/L (C!* form)
Particle size Sve “Available grades
Maximum reversible swelling CI" ON
oe Operating pH range ~ Poe Hoh Hoos
Chemical ability —_ Insoluble in dilute acids or bases and common solvents
SUGGESTED OPERATING CONDITIONS
Maximum operating temperature — 60°C
Minimum bed depth — 700mm
Service flow rate 510 40BV"'h
Maximum linear veloc 50m h
Regenerane ——_— ——. ——- NaOH
Level 0 150 gb
: Flow rate 210 8BV.ch (minimum contact time: 30 minutes)
Concentration. —————— -_ 210 40
Slow rinse ——-_ 2BV at regeneration flow rate
Fast rinse. ——. —_ 2 te 12BV at service flow rate
+ BY coadWohames =F me wean perm re
ut.
NR lic sauces —
oO
FOOD PROCESSING |
Rohm and Hass manufactures special resins for food processing and porable water applications. 8°
eenmenan gulanons vary rom country to county, its recommended tharall pores! nee seek advice frorn
See ERLITL cepresentative mn order ta determine the best resin choice and opumam opersng| ‘conditions.
HYDRAULIC CHARACTERISTICS
Figure 1 shows the backwash Bow rate required to obtain a given expansion of a bed of standard
AMBERLITE IRA 420, as a function of temperature
Figice 2 shows the pressute drop data for standard grade AMBERLITE IRA 420, as a function of service
flow raed water temperature, Pressure drop data are valid at che start of the service ru with a clear water
influent and a correctly classified bed.
Figure 1 Figure 2
BACKWASH PRESSURE DROP *
"ee
se eee
Pressure drop
LL
ma
an
| |
1 rrr
ackwash flow ee
CN
° ® Fy wee 5
Temperature Service flow rate
+= Under identical conditions, AMBERLITE IRA 420 RE wal give 15% lower pressure drop,
we wore) ye LALeL vie
ION EXCHANGE RESINS sd
AMBERLITE IRA 420
ENGINEERING DATA SHEET (Co-flow regeneration)
tior let silica lea TABLE 2 + Loakege Correction Factor A versus
Te eatedlee Tek 0 tae Silica to Total Anions Ratlo
These data provide inforn
kage and operating capacity of Amberlite IRA 420 used
with co-flow regeneration
S10, % Factor A
“The properties of Amberlite IRA 420 are described in the 3 oh
Product Data Sheet PDS 0193.A Pe 3
2 28
SILICA LEAKAGE 50 50
The average silica leakage is obtained by multiplying the BECP eee ee eee eect
basic leakage vaiue from Table1* thecorvection actors A, TABLE 3 Leakage Gorrecilon Factor 8 vorsus
Band C from Tables 20 4. ‘Water Temperature
Water °C Factor B
Leak = Leak, x AxBxC 3 07
0 oe
1S 10
B 15
TABLE 1: Beslc Sillca Loakago versus NoOH 4 re
regenerant lovel 7 i
NaOH g/L Leanage FPSO, TABLE 41 Leekage Correction Factor & warm
Regenerant Temperature
@ oss neoure Factor
1 es
ion oe 8 137
3 1.00
120 0.027 5 0.76
150 0.019 6 os
TABLE 5 : Suggested Operating Conditions
‘Maximum oporating temperatura. core
Minimum bed depth ..innnanesnnnrn 700 mm
Service flow rate .. Sto40 BY'/n
Maximum linear velocity somsh
Regenerant NaOH
Level 600 150g/L
Flow rate: «210 8BV/h (minimum contact time : 30 minutes)
Con. nitration 204%
2 BY at regeneration flow rate
sun B10 12 BV at service flow rate
Slow rinse
Fast rinse.
"1 BV BedVolume) = 1 msolutlon per my resin,
DY 0240 A= Juno wd
we gore! 90 ate vu
one rete maa RN
OPERATING CAPACITY fro Et rt
TABLE 8 : Cepacity Correction Factor E versus
‘The operating capacity of Amberlite IRA 420 is obtained by CO, to Total Anions Ratlo
multiplying the basic capacity value from Table 6 by the
correction factors D 10 G from Tables 7 to 10, C0, % Factor E
° o97
Cap = Cap, xDxExFxG 2 a F
cy 1.02 cama
50 108
78 1.08
” 12
‘TABLE6: Bosie Capacity vorsus NaOH rogonorant
lovol (co-flow roganoration)
‘TABLE 0 t Cepecity Correction Factor F voreus
NaOH g/L Capacity oq/L Silleato Total Anions Ratio andNadt
(cap) ‘Temporature
60 053 5 5D 75% SIO,
» 058
60 061 S°C 096 086 07465,
100 067 1% 098 «= 0880.90.70
120 072 2 100082 O06
150 078 3 020968087 OT
& 104 098 «0.93086
TABLE 10 : Capaclty Correction Factor G versus
Capacity Correction Factor D voraua Silica Endpoint (A SiO, = ailferance
‘ulphato to Total Anione Ratio, Lotween avsraye leakaye ind win)
TABLE
$0, % Factor D SiO, Factor G
)
i iia (ppb)
B 0.96 su vy
50 100 100 095
7 104 200 1.00 ~~
% 108 300 18
SAFE HANDLING INFORMATION
‘A Material Safery Data Sheet is available for each product. To obtain a copy contact your Rohm and Haas
representative.
CAUTION
‘Acid and basic regenerant solutions are corrosive and should be handled in a manner that will pn-vent eye and
skin contact Nitric acid and other strong oxidizing agents can cause explosive type reactions when mixed with
lon Exchange Resins. Proper design of process equipment 10 ‘prevent rapid buildup of pressure is necessary if use
offen oxicising agen such as inc ald contemplated. Before sing strong oxicizng agents in contact with
Jon Exchange Resins, consult sources knowledgeable in use handling of dhese materia
The suggestions and doin his bulletin ane based on information we believe 10 be rede, They are offered in goad fit, but without
dean ete wid methods ofr of ou” prodact ae beyond car ental We recomend thar ce prospective aser determine the
El of rma ard mages lr toi hn od cnmerl te, ages for wes ofr procs Awl
EExd teas ary parneref Rol and Haas Company Re and Has Company maining policy
feos ape dm the ight ogre a el al wh nt
CDAMER! TE isa bedecmar of Roam and Haas Compan, Philadel, USA .
iHAAS
moh datas. 1887 Dac Codex 17 - Tel (33-1) 400254U0- Telex 214100 $2
Be 20/07 86 14°1544.9 1 yggg POL
ma!
PRODUCT DATA SHEET
TPERKED inant AluitaZapa LO
UP. fk, PETER, Brwas
AMBERLITE IR 120
STRONG ACID CATION EXCHANGE RESIN
DESCRIPTION
AMIRI FR | 20 osu yel type strongly acidic eauion oye resin of the sulplionted! poly stytwsie type tt eae
be used for softening (in Na” form)-as well a8 for water demineralisation and other chemics! processes (in
ues principe character ues ate excelleny ehygial chemical and thermal siahiliy ern inn evehanwe
PROPERTIES
Siysene shivinyllienzene epuilyees
Sulphonates
Pinysieal form Amber beads
tonic torm as shipped — See “Available grades”
Tonal exchange capacity orm)
Moisture holding capacity —...- $ - 48% (Na* form)
Specific graviyy ia’ forin)
ping weight form)
Vartiche Size = bs
Reversible swellin 10% maximum
Opeeaing pil range
Chemical stability Insoluble in dilute acids or bases and usual solvents
SUGGESTED OPERATING CONDITIONS
Moximum operating temperature —— 120 °C
Mining bed depth ————_____ 700 mm
Service flow rave 5 to 40 BY*/h
Manitnuun linear velocly —.. 50h
Rogenerant —. HC 50, NaC]
Level —. 30 to 150 gL A) t0 240 gL 50 te 250 g/t
Bow 1a dw 5BYh — PwAO HVA 2 oA BVH
Concentra S108 07 ws 0% lon.
Minimnum ceneact time —.. 30 minutes
Slow rinse ——__. 2 BY at regeneration low
Fast rinse 2 to TZ BY at service Mow rate
Bo 20/07 "95 14:16 Po2
Vm Oe [TTA TR
AVAILABLE GRADES
Name tonic Particle™ Applications
L form size (mm)
1
lisation processes Ne |
ANGERLITE IR 120 New 03-12 Saljening and standard demi
with cocterent oF gounter-curtent reyeneration
ANSERLITE R120 © 03-12 arne as i 120 bur supplied in Hr fon for
aernineraisation processes.
ANDERLITE IR 1201. Ne od Tiigh low rie or deep bed cation units pariculaaly
councercurent regenerated systems Als suitable |
for mixed bed systems in make up plants. |
AMBERLTERR 1200 oa-12 ‘Same a5 18120 L but supplied in He form: |
AMBERLITE IR 120L/ST New 04-12 Same as IR 320 L but weaved with a biocide, J
(Camocrure RORE Nar 5-11 Tor floating bed and packed bed operation i
TARIERPACK 120 Rat 03-10 Ter Ariberpask system i
AMBERSEP 12011 H 06-12 Delivered in regenerared form for Ammbersep units, | |
STRATARED 120 06-12 Tor use in sated beds with Swatabed 76 ir
Dark product, o
hc eal wah emg i
I
OPERATING CYCLE Ww
Soltening as well as demineralisution is usually 2 four-step operation: service, bac kwesh, regeneration and vinse :
Service |
ttug dite sage, ie saw waves passes dhavugle dv acai baal yt 07 oo Ls deat aeftaming, tho oelaiam i
eee ncstuns lone ave replueedl by sodium fons. The hardness leakage is usually less than 1% of the hardness of
ane reat water tn demineralisation, the resin exchanges all the cations front the water forwnequivalent quanity of
Hi ions. The ion leakage (generally Na) depends om regeneration level, toral salinity, sodium and alkalinity |
1
Content, These factors also determine the operating capacity.
Backwash.
‘The cesn bed is decompaced dung Sto 1 rinuses whan upward flow of water. The backwash Mow rate must
headhusted cogetan expression ofa feast 30%(see lig. 1), When using upflow regeneration, the resin needs only be :
rackwashed every 20 10 50 cycles and this backwash is followed by a double regeneracion '
Regeneration
We recommend io maintain a minimum contact time of 30 minutes with the regenerant (salt solution for solte~ ‘
ning - hydrochloric or sulphuric acid for demineralisation). '
Tow rates and concentrations are given in the table uf eperaiing conditions in page 1 :
‘with sulphuric acid i is necessary 1 edjust the concentration as function ofthe hardness to avoid the precipica- i
tion of calcium sulphate. \
1
'
Rinse
Uc is camied out in two stages:
~ Displacement rinse, in which the excess regenerant and reaction productsare flushed away and che regeneration,
process completed.
+ Fast rinse whielt removes remaining traces of reaction products i
PERFORMANCE
The operating eapacicy' d
data to caleulace the operating capacity and the iontc leanags
in the Engineering Vara Sheets (EDS
EDS 0262 & 02
EDS 0212 s 02
EDS 0213 = 0265
(Softening)
Gemineralisation with H,50, regeneration)
neration)
LIMITS OF USE
Various grades of AMBERLITE IR 120 are suitable for inci
pharmaceutical, food processing or potable water appl
advice from Rohm anc Haas in order to decermine the
HYDRAULIC CHARACTERISTICS
Figure 1 shows the backwash flow rate required to obra
IR'120 ag a function of water temperature
Figure 2 shows the p:
rectly classified bed.
@Demineralisation wah HEL rege
(str
io
dis om several f2ccors such 3 the water analysis and the level of reger
e witl: coeflow and reverse flow regeneration aze given’
a given expansion of a bed of
sure drop data for standard grace AMBERLITE (&
water cemperature. Pressure drop data are valid a the stack ofthe service eur we
120.
anon. The
peaific applications such as
tha: ali pocential users seek
ndard AMBERLITE
120asa function of serviceflow race and
aclear wan
Fig. 1 Fig 2
BACKWASH PRESSURE OROP*
"3 Peer mn :
3 : j ®
: g Ab
we oF tt n
2 ary [rey 2
i are *
z FH we
2% 3 aah ‘ 0
£ ‘| I V7
orf tit i
Tt
| ] Ey
au 8
SS Taen 30
= Ln udentical condlrions, AMBERLITE (R120 RE will give 20%
Service low rte
lower pressure din
rimfluent and cor-
arts 10N TECHNOLO ae)
(DUSTRIAL GRADE ION EXCHANGE RESINS wae
PRODUCT DATA SHEET
AMBERLITE IR 120
ENGINEERING DATA SHEET (H,SO,, co-flow regeneration)
‘These data provide information to calculate the soxtivim
wakage ond operating capacity of Amberlite IR 120 used
with Co-flow regeneration with sulphuric acid,
Note: soslium leakage values are expressed as a percentage «
the equivalent mineral acidity (EMA),
‘The properties of Amberlite IR 120 are described in the
Product Data Sheet PDS 0210 A,
TABLE 2: Leakage Correction Factor A varaus
SODIUM LEAKAGE Alkalinity to Tota! Anions Ratio
erage sodium leakage is obtained by multiplying the ae Factor A
bse leakige vate from Table 1 by the correction fctors A i na
cid Blown lathe Bud 7 as
ae 128
- Leak = Leak, x Ax B io 133
= 1s
TABLE 1: Basic Sodium Leekage versus H,SO, TABLES: Leakage Correction Factor B versus |
Regenerant Level > ‘Sodium to Total Cations Ratio
2 Leskage EMA
8 mages Ne Factor
\ 10 0.06
a Io x ay
) a ) ° on
101 2 2 i
2 8 | @ ti
ia Ard 70 123
a 5 2 i
» 2 x
240 14 7 fu
TABLE 4 : Suggested Operating Conditions !
Maximum operating temperature. sno 20°C '
Minimum bed depth. ro mim,
Service flow rat... eeeaheit 5t040 BV"/h
Maximum linear e100 cnensennens ne 3020/4
Regenerant : : HO, in stepped concentrations
Level snnsnmnsnnnnn 66 10 340 g/L
Flow rate. cee 21020 BY/h (minimum contact tine: 30 minutes)
Concentration sarrsnman an sonnomnrans0 Yo 6H according wo Ca content
Slow Fins6 oon : 2 BY at regeneration flow rate
Fad rinse 1» 2t0 12 BY at service flow rate
+1 WY ted Vetunnel = Tan station por? fe :
Lanes nay ia scm
Bo 20/07 "98 14:19
OPERATING CAPACITY
TABLE § : Basle Capacity versus H,50,
Fogonorant foval and Sodium to Tot)
Catlons Ratio (co-tlow regeneration)
The operating capacity of Amberfite IR 120 with sulphuric
cid rogetesation is obtained by multiplying the basiceapa-
city value from Table 5 by the eorrevtion facturs C oF fe
pele stas MSO,R/L Capacity 09/1. Cap) '
Cap = Cap, x Cx Dx ExF BM 0 Bw aw
IFCcrABLE St Giceeni canal £3 05% 062 ON Oss
TABLE 6 : Capacity Correction Factor C versus % ae oa oe OM os
Alkalinity to Total Anions Ratio a D4 Obs 073 sp TO
WO 0K 073 083 O97 LIS
Atk Factor 06807) 082 107125
o 092 we O71 ost 097 16 135
B 096 Ww 073 0B) Lm Lar
1.00 W076 085) TOL
Toe 20 680 992 110 138 186
10
TABLE? s Oapacity Ovrsevilvn Faviur © versus MANOSIUM TO Haraness Fi
and Alkalinity to Total Anfons Ratlo
0, Sodium to Total Catians Ratio
age OmNs wens sons
0 Sem 0 oa eM aan
6 1m 1m tum 409 1 Lm tot aan
ath to tn tos tht im te tin
oi} re Us te {op 3a a
eth te te toe he ioe I ine
ete ss ip ih th ue |
TABLE 8: Capacity Comection FaslorE verous TABLE 9 Cepscty Correction Feetor F vereve
Run Length (Production Time) fater Temperature 1
fan 8 Sea ;
5 an ost +
8 004 0.96 098 B 1.00 1.00
3» 096 os 098 i os ae
2» 098 098 100 3 tos 1s
ote Sk zs ws
SAFE USE INFORMATION
‘A WaceaalSatety Data Shee is avaiable for each product. Toobin copy sortct your Rohm and Hea presage.
stun presen aur rn pray pT mat tera
per ar fe er ee ee er ee,
SUSSEM I GA crtactoraed ate
ERS) Since Gh fu heehee ee
the Sie
eee il wd ski Ni idand
‘cs ed bas segenrne lus ve ere sad sou be hacen cea wl event eye hin conse Nh 4
SBetstgag aby Steen Seay ahs hen mal oa ena ee canta
Nee een eer ene petun w neon rete oo cng gent sucha ne 9
SEUSS rong oxediing eget cones wh lon Eschange Rese, cnt sources knowledge in th handing of cee materi
The sugecions anal ta iy ths, Dalen are based ox information we elie vo be rele They ae afer on goad fat, bat wituut
{uurante ay conditions antl methods of ie of der produce are beard Dur cour. we recommen thi he ponpeive ae dere the
susiabillity * material suggestions before ting them on a commercial scale.
Sitges es" oo prod ulm Be andes as coments ft they Be ROHM
saa aan of oy es rf german Leet ee any ats of Ro an
Faas Cemany” Rohm eh Haas Company maintain «@ prey of cwstinwes development ad
neserve they ght w amend any specycatan wiael ice ?H
ALLENS a trademash of Kohn an Haas Company, Phladelphua, USA
Rohm and Haas / Separation Technologies - 75579 Paris Cedex 12 « Tel. (33-1) 4002 54.00 - Telex 214 100
4
DUSTRIAL GRADE ION EXCHANGE RESINS
PRODUCT DATA SHEET
AMBERLITE IR 120
ENGINEERING DATA SHEET (HCI, co-flow regeneration)
‘Those data provide information to calculate the sodium Note: sodium leakage values are expressed as a percentage
leskage and operating capacity of Amberlito IR 12 used of the equivalent mineral acidity (EMA),
vith eovflow regeneration with hydrochlorie acid
‘The value obtained in meq/L must be converted to mg/Las
The propertios of Amberlite IR 120 are described in the Na and eventually to a conductivity value, using the graph
Product Data Shect PDS 0210 A. supplied in the Memento of fon Exchange published by
Rohm and Haas.
SODIUM LEAKAGE
The average sodium leakage is obtained by multiplying the
boosie loakage value from Table 1 by the correction factor A,
from Table 2.
TABLE 2: Leakage Correction Factor & versus
‘Sodium to Total Cations Ratio
Leak = Leak, x A
%Na Factor A
TABLE 1: Basic Sodium Leakage versus HC!
Regenerant Level 10 ons.
20 020
HCI g/L, Leakage % EMA 30 050
(Leak) *0 075
50 1.00
39 60 130
TABLE 3 : Suggested Operating Conditions
120°C
700 mm
51040 BV¢/h
50 m/h
Maximum operating temperature
Minimum bed depth...
Service flow rate.
Maximum linear velocity
Regencrant.. Huet son nFHC]
Level 50 to 150 g/L
Flow #380 cnn ssnunnneer2 40 5 BV/h (minimum contact tine : 30 minutes)
Concentration... ~5108%
Slow rinse
2 BV at regeneration flow rate
Fast rinse
2 to 12 BV at service flow rate
Fv (eb Votan) Fe matt por Rem
EDS 0265+ Apr 92
Bo 20/07 "96 14:21 Pos.
OPERATING CAPACITY 7 : am
TABLE 5; Copaetty Corraction Factor & vi
‘eeoperting osily wf AmmberIet® 120wuth ny drochtor. acts tet ale! Colioes Ratt !
acid regeneration is obtained by multiplying thebasiceapacil a 7
loo Si : ae
10 fags
» os? we
Cap = Cap, xBxCxDxE = 097
40 uss
50 1.00
- # 1902
| TABLE 4: Basic Capacity versusHCiRegenerant 70 1.05
| Level (Co-Flow Regeneration) co ty |
” 112
Heig/e Capacity ey/L 10 Lie
(Cap)
7 oa TABLE 6; Capacity Correction Factor G versus
a t02 Alkalinity to Total Anions Ratio
7 110 1
% Ae Atk Factor }
“0 123
100 128 ° o95
120 137 s as?
150 we 1.00
sis 75 1.03
9 10s |
‘TABLET: Capacity Corraction Factor D versus, ——__——_
Woter Temperature TABLE 8: Capacity Correction Factor E vers
Run Longin (Production Time)
Temperature
*c o 80 99%Na Run Time
hours) 0 80 995 alk
5 095 089 08s
10 0.98 096 094 5 0.92 0.95 097 a
3 1.00 1.00, 1.00 8 094 0.96 098
x 192 103 108 wo (O86 oar rr)
2 103 105 1.08 20 osm ry rr
201.08 107 um 2 as 1.00 100
SAFE USE INFORMATION,
‘Matsa Saeiy Pa Sie 4 mela for ea pls To aa agi et yo Bs
fen enhange tess and polyiericnssbans, sprout ena panulcachy by nlacs The ves mo dete een wis
these by pats a serene ey pate ase areata cd see we appropri pats weed
stator he ec rae cna wal prot sey saad at eel raga peri ie agate Fath
plist wine sted, Koh and is oes not come eon exchange eta or plynereadsoron ts saualeor eptopeaely pure
foray parcels uhe Cons jose Reqs ond ansehen! represcnae le ater ition
CAUTION
Aa an gees ly ate cn asl be hana ae ta wl ray eye ad Ss NE
ree debi pete reeten ral beldapal eae ance
Belore sing song oxidizing agenus in contact with fon Exchange Resins, cons doures knowledgeable in he handling of chee materials
‘nce Ag suas a
The suggestions and data in this bulletin are based on information we believe t be reliable. re eres 1m good faith, but without
See eer epee ese ae ae ee et pee eee ert eae
Eby of Gor mpenuls sal meee eo adap iano cenit ae rein
; a
apie rata acta tecatcn irae ERGY
cee ee ei anaes HM 5S
sy
iia Zoro a emi ee a te
ric Rs warnrd any specfeaton ou mee 2 : {HAAS
AMBERLITE is 2 trademark of Rohm end Haas Company, Philadelphia, US.A c
Rohm and Hees /Separatien Technologies «75579 Paris Cedex 12 - Tel. (33-1) 40 02 5400.
lelex 214 100
DEAREATION
VACUUM DEAREATOR
Pressure type, refer to diagram 12 and 14
Operation is by a system of water spraying and
steam scrubbing,
Gases are liberated by spraying the water into fine
particles, locate the sprays in the drawing.
‘Water is then mixed with steam, this is called steam
sorubbing and is intended to further eliminate
dissolved gases,
The vessel also acts as a water storage, water is
heated to 100 - 110 degrees C.
‘What will happen if the level in the vessel rises.
Refer to diagram 13
In this unit a vacuum is maintained by a steam air
ejector in relation to vapour pressure and the steam
tables. Water is sprayed into the top of the vessel
under vacuum and any dissolved gas is liberated
and removed by the air ejector.
‘A pump is used to pump the water from the vessel,
this pump will need to have a balanced suction
since the vessel is under vacuum
Draw an arrangement for a pump with a typical
bypass arrangement.
be
OXYGEN REMOVAL
CARBON DIOXIDE,
Refer to diagram 15
This diagram shows how oxygen content of water is
effected by temperature, as temperature rises
dissolved oxygen is reduced, the deareator should
therefore be kept as hot as possible. This diagram
clearly shows the need to maintain as high a
temperature as possible,
In the case of vacuum deareators, the same is
achieved by having the water at saturation
temperature for the vacuum, refer to the steam
tables.
This gas is volatile. During operation of the boiler
any CO?2 dissolved becomes gas and is carried over
by the steam. When the steam condenses the gas
combines with water to form carbonic acid which
causes corrosion
Gy
Danaea ie
Vent to Atmosphere
Gold Water |e
Water Lever Returns: Condenser
Control Valve
Spray Valve
‘Compartment
Trap Returns
Sentinel Retiet
Vaive
yun
Returns
Froat
Cage
Deaerated Water Outlot
‘Spray type deaerator providing primary heating and secondary deaeration
DEAERATOR:
Explain the Ievel control mechanism
Explain the steam control system
Compare these with your plant
DEAERATOR
Explain the operation of the air ejector
Vacuum dearator
WATER FLOW
Incoming cold water first enters the spray valve compart:
ment where stainless steel spray valves direct the flow in
conical sheets through the stainlese steel internal direct
contact vent condenser into the steam atmosphere of the
preheater section. Here most of the corrosive gases are
Temoved before the water strikes steel surfaces, This hot
and partially deaerated water then passes from the pre
heater section to the deaerating steam scrubber section
where final ond complete deacration is accomplished as
the water “is vigorously scrubbed with 2 large excess of
oxygen free stéam.
STEAM FLOW
Steam is introduced vniveraly through 2 steam distributor
into the deaerator scrubuer section. There the steam col
lides at high velocity with the heated and partially ae.
aerated water entering the scrubber section from the
Preheater compartment. Violent scrubbing and mixing
‘action occurs, even at very low load conditions. Th:
tion mechanically scrubs the last remaining taces ol
condensable gases out of the preheated water. Thuf
deaprated water discharging from the top of the
scrubber section is free of all mwarurable- non-condel
gases. The steam separates from the deversted wate!
the outlet of the scrubber section and passes into th
heater section to continue the cycle. Vented steamn it
dansed in the internal direet contact vent condenser
2 Uny wisp Of steam being vented to atmosphere to
away the non-condensable gases released from the
INTERNAL VENT CONDENSER
The inéernat direct contact vent condenser is a s
steel section beneath the spray valve compartment
on-condensable gases are separated from the pret
section and concentrated before being discharged
mosphere.
Wiha cams
0OL
5. aunjeradwie| 1aye My
06 08 OL 09 OS Or O€ OZ OL
widd juaju09 uaBAxO
BOILER CHEMISTRY
CORROSION
Refer to diagrams 16 - 19
‘These diagrams show schematically what happens
to water content as a result of boiler operation,
They need to be understood in the context of heat
addition.
Refer to diagram 20
Water contains ions, H and OH- (je, H20 is
neutral ) any free oxygen will associate with the
hydrogen. The free OH- ions combines with metal
ions to form Ferric hydroxide which goes into
solution. This results in loss of metal ions from the
base metal and corrosion,
cs
DiMaeAM Ie.
ayeuoqued poe
winigje9, ayUowed
OOH
ayeuoqiediq
winigjeo
*FOOH)BO
ayeUOGEDIA WN!D}ed LUO} O} Ploe DJUOGIED Aq PANIOSSIP SI (eyeuogeo winigfe0) auojsew]
pioe @pixolp
a1uoqed 101M uoaed
Soo" OH 09
‘ploe D]UOGUED WO} 0} JOTEM YIM SOUIGWIOD SPIXO!P uoqeo
ob
Drneieaa 1.
Glov OINOBHVO + S1VOS
apIxoIp ayeuoqed
Je1eM uoqed wnisaubey\
€
Z,
OH “00 OO8W
ayeuoqiediq winisauBew WO} 0}
ploe ojwoques Aq panjossip s} (ayeuoqieo wn|seu
alov OINOEYYO + 31VOS
apixolp ayeuoqueo
422M uoqied winigjeo
OH “00 *o0e0
ayeuoqiediq
unisoubeyl
*(OOH)BW
ew) oysoubew ‘Ayes
ayeuoqesiq
wnigjed
*FOOH)eO
“plow O1UOqIeD WO} 0}
ayesuapUOD OU} U! BAIOSSIP O} WES}S OU) UNM seUIquicd apr
XOIp UOGIED,
o
Direwan &
ssoupsey
leyoL
(Aresodwie 1)
sseuprey
SUEY
(jJuaUeUad)
ssoupsey
auljeyje-UON
68
Draaoat 19,
(SL) spiios
panjossip
reIOL
apixolp
uoqieg
“00
Ja7eM
OH
apixoupAy
winipos
HO®NG
@pIxoIp
uoqieg
z
oo
eyeuoqied
winipos
“oo’en
ssoupsey
fe]OL.
eyeuoqueo
winipog
Ennz
OO'eN
eyeuoqeciq
uinipog
“OOHENZ
ee
Drew Industrial Division
ASHLAND CHEMICAL INC. SUBSIDIARY OF ASHLAND Oil, INC. USA.
‘Aslan Heedquerters
DREW AMEROID (SINGAPORE) PTE. LTD.
© 27, Tanjong Penjuns,
surong,
World Wide Services
Fax: 65-288-0058
CHARGEPAC™ 12
Coagulant
Description
CHARGEPAC"™12 coagulant is a biend of highly charged
‘ganic and inorganic cationic liquid polymers. ts use
has been approved by the EPA for treatment of potable
water
Applications
CHARGEPAC™™12 is a highly effective primary coaguiant
for water and wastewater clanitication. ican be used in
place of conventional inorganic coagulants to produce
‘ow turbidity waters i infiuent water and effluent waste-
water clarification applications. CHARGEPAC™ 12 Is aso
elfective in oily wastewater demulsitication, greasy tower
treatment, saveall clarification, and use as a retention or
‘drainage aid,
‘Typical adgition levels tor raw water clartication are 1410
‘ppm, while levels for industrial wastewater treatment
‘ange trom 5-100 pp. Typical levels for retention and
‘drainage aids are 1-10 Ibsiton. Your Drew Representative
will recommend the optimum dosage of CHARGEPAC™ 12
after studying your system.
‘Singapore 2260
‘Tel 65-2018544 Telex: AMEROID RS 21067
Feeding, Storage and Handling
‘Best results are obtained when the product is diluted at
least 10:1 prio to use. Inline dilution with @ Penberthy
‘eductor or static mixer is easiest, Dut it a Nolding tank is,
‘used for polymer dilutions, tne dilution should be used
within three (3) days. CHARGEPAC™ 12 should be stored
al temperatures Detween 40-95°F. Low temperatures may
‘create feeding difficulty due to increased product viscost
ty. It freezing occurs, the product will regain its effective-
‘ess with a gradual increase in temperature and mild
agitation.
‘The recommended materials for storage and handling are
‘glass, plastic, and epoxy oF rubber lined stainless stee!
‘equipment, Corrosion resistant positive displacement
‘metering pumps should be used to transter the polymer
solution to the point of addition. CHARGEPAC™ 12 wil re-
tain its activity in storage tor periods up to 12 months.
EPA Approval
CHARGEPAC™12 is acceptable for potable water treat-
‘ment, up to a maximum dosage of 20 ppm.
‘Typical Properties Packaging
‘Appearance: Light amber quia CCHARGEPAC™ 12s available in bulk and in 55 gallon
Specitic Gravity 25°C): 12 rums,
Viscosity 25°C: 300 cps
oh 35.
Freezing Point: =a°C 24°F)
Flash Point: None
IMPORTANT INFORMATION:
associated with our products.
‘Drew maintains Material Satety Data Sheets (MSDS's) on allot is products. These sheets contain pertinent informa:
tion that you may need 10 protect your employees and customers against any known health or safety hazards
‘We recommend that you obtain our Material Safety Data Sheet which should be réad and understood by all super-
visory personnel and employees betore using this product in your facilities.
CHARGEPAC is 2 trademark of Orew Cremicat Corporation,
cs STAPEMENTE nsORMATION AND OATA RRESENTED HERE ARE BELL vEO 10.
Bess wanaanty on Moco wanRan!” OF WERCHAN AGILI'Y OF FiNEsS FORA PARTICULAR PURPOSE OR EPAES
vanes Seitts assumes seen MeSPOnsIeNrtY AND DEY ARE OF EAED SOLELY
souAaye amo RELIABLE
Triton ExoRS8 OF
“ounconsiorma iow me naron sno vemIries Om
Nee glee eat eee eee eine cae asic deen bade pod ieae
Asian Headquarters
C 27, Tanjong Penjurs,
‘urong,
World Wide Services Singapore 2260
Drew Industrial Division
ASHLAND CHEMICAL INC. SUBSIDIARY OF ASHLAND OIL, INC, USA.
DREW AMEROID (SINGAPORE) PTE. LTD.
‘Tel: 2616544 Tolex: RS 21667 Fax: 265-0959
ADVANTAGE® 114
DEPOSIT INHIBITOR
USE
ADVANTAGE 114 deposit inhibitor is a highly effective,
easy to feed and control, liquid treatment for steam
generating systems. A’ polymer-based program,
[ADVANTAGE 114 deposit Innibitor advances this proven
technology by combining new, innovative polymers with
proven deposit inhibitors.
Deposit inhibition in ADVANTAGE 114 is accomplished
by OPB-42 anti-scalant, a combination of advanced
polymers. DPB-42 inhibits the formation of hardness-
based scale crystals and disperses the resulting aborted
scale fragments in the boiler water. This polymeric action
is enhanced by sequestering agents, which also complex
‘deposit-forming cations in the feedwater and provide on-
stream cleaning.
Iron in the boiler water is kept in the soluble, ferrous form
by an effective iron reducing agent. This action better
allows the specific iron sequesterants in ADVANTAGE
414 to complex and romove iron via Blowdown. The
combination of iron reducing agent and sequesterants
prevents iron from forming insulating deposits.
‘The modified natural organics in ADVANTAGE 114 are
absorbed by suspended solids, oil and silica compounds
in the boiler water. Through this action, the agglomeration
of these contaminants is minimized and they are easily
removed by blowdown. Antifoam is also present to
stabilize the boiler water, thus reducing the tendency of
foam-induced carryover.
‘The alkali in the product raises the pH of the feedwater
and boiler water to aid in the control of corrosion and
does this without adding GQ to the condensate.
‘The liquid combination of the advanced OPB-42
polymers and supporting components combine to make
ADVANTAGE 174 @ unique and effective product, The
following chart summarizes the superiority of
ADVANTAGE 114 vergus conventional treatment
programs.
8
MED watowws —<=s
DEPOSIT INHIBITOR PROGRAMS
—-
TYPICAL PROPERTIES
‘Appearance lear, dark brown liquid
‘Specific Gravity at 25°C 1.23 - 1.27
pH (neat) 13.0 (min)
Freeze Point 30°F (0°C)
Flash Point (PMCC) None.
APPLICATION
ADVANTAGE 114 deposit inhibitor is fed to the preboiler
section, neat or as a dilute solution. The preferred
feedpoint is to the feedwater line, downstream of the
feedwater pump, through stainless steel piping and
injection quit
“The dosage is dependent upon feedwater analysis as well
as boiler operating conditions. Because this product does
rot have to react stoichiometrically with feedwater
impurities, stringent control is not required.
ADVANTAGE is a repistered trademark of Ashchem |.P., Inc, used by Drew Industrial Division,
MALL STATEMENTS, INFORMATION AND OATA PRESENTED HEREIN ARE QELIEVED 10 86 ACCURATE AND RELIABLE BUT ARE MOY ID BE TAKEN AS &
Suid feet pase wannany on mrcico WARRANT” OF MERCHAN
Baik MPon ritwéss ron AeAmricuLan PURPOSE, OR REPRESENTATION. EXPRESS
SEE TE a oe eee eetponsient’. ano THEY Ane OFFERED SOLELY FOR YOUR CONSIDERATION, INVESTIGATION AMD
Re ee ee see ce ConCEAVING POSSIBLE USE OF THHS PRODUCT ARE WADE MTHOUT REPREGENTATION OR WARRANTY THAT
© 1901 Ashland Chomical Inc, All Rights Reserved.
y
Asian Headquarters
Drew Industrial Division
ASHLAND CHEMICAL INC. SUBSIDIARY OF ASHLAND, INC. USA
DREW AMEROID (SINGAPORE) PTE. LTD.
e 27, Tanjong Peniuru,
Nore ‘wide Services Sgeper anes
Tales zorbsea Toler: AMEROWO RS 21867
Fax: 652600059
»_ snes PRODUCT DATA
CATALYZED SULFITE™
Corrosion Inhibitor
General
CATALYZED SULFITE corrosion inhibitor consists of
sodium sulfite blended with a specially selected
catalyst. tt is used to prevent corrosion in a steam
generating system by removing dissolved oxygen
from feedwater and boiler water. CATALYZED
SULFITE reacts rapidly with oxygen in water to
provide greater protection to the boiler and preboiler
sections, particularly where mechanical deaeration is
‘Rot complete.
Typical Properties
Free flowing white powder
90 tbs. per cubic foot
23% at 75°F
pH of 1.0% solution: 10.0
Application
Recommended feeding method is continuously as a
5 10 10% solution to the preboiler area, typically the
deaerator storage section. Solutions of CATALYZED
SULFITE may be fed with other boiler water treating
chemicals, except phosphates and chelants.
Recommended dosage is 8.5 ppm of CATALYZED
‘SULFITE for each ppm of dissolved oxygen in the
feedwater, plus the concentration needed to maintain
‘a small excess of sulfite in the boiler.
Testing and Control
‘Drew sulfite testing equipment is needed to run the
necessary control test. The dosage of CATALYZED
SULFITE is regulated to maintain a residual of 30 to
50 ppm as sulfite in the boiler water. For boilers
operating at pressures over 600 psig, t may be
necessary to maintain a lower residual. Your Drew
Representative will recommend the correct dosage of
CATALYZED SULFITE after thoroughly evaluating all
system parameters.
FDA Information
CATALYZED SULFITE is FDA acceptable in accor-
dance with 21 C.F.R., Section 173.310 - Boiler Water
Additives.
Packaging
CATALYZED SULFITE is packaged in 44 gallon fiber
drums,
Important Information
Drew maintains Material Safety Data Sheets on
all of its products. Material Safety Data Sheets
contain health and safety information for your
development of appropriate product handing
procedures to protect your employees and
customers.
ur Material Safety Data Sheets should be read
and understood by all of your supervisory
personnel and employees before using Drew's
products in your facilities.
CATALYZED SULFITE is a trademark of Ashchom LP, ne., used by Drew Industial Division.
: ane Sates Pica —
sa sed ROR Ashland Cherpeal dl Tide at be hen 28 a gurantee, exprecs waranty dattand cranica
or gfe earraray of marchantab2y o ness fr a parteuls purpose, of aprosertaion, express or imped for witch seller acsumes loge cesporeity,
‘Ea wn ll) wy bry cross ad wide Sica gatos ancerg pus so pa ay
‘se nade vadoat rpesertazono wararty aay sch 30 fas of ple nga and Nt ecoreendazons rags on ay pale. ee
Asian Headquarters
27 Tanjong Ponjuru
‘durona,
‘Singapore 2260
Drew Industrial Division
ASHLAND CHEMICAL INC. SUBSIDIARY OF ASHLAND, INC. USA
DREW AMEROID (SINGAPORE) PTE. LTD.
Tel: 65-261-6544 Telex: AMEROID AS 21667
Fax: 65-265-0969
ADJUNCT™ H LIQUID
corrosion inhibitor
USE
aApguNcr™ H Liquid corrosion
inhibitor is a solution of pure
alkali. It is used to raise the pH
of feedwater and maintain the
alkalinity of boiler water.
Feedwater pH adjustment is needed
to control corrosion. Adequate
boiler water alkalinity is required
precipitation of calcium
ium hardness as the
sludges and to prevent
corrosion.
TYPICAL PROPERTIES
‘Appearance Clear to slightly
hazy water-white
Liquid
specific Gravity
at 25°c 1.52
Freeze Point
APPLICATION
ADJUNCT H Liquid should be metered
continuously as a solution to the
preboiler section or directly to
the boiler. This product may be
mixed with other boiler water
treatment chemicals.
CONTROL
10°F (-12.2°C)
Equipment to determine both the
hydrate alkalinity via the barium
chloride method and the pi of
boiler feedwater is neoded for
dosage regulation. The dosage of
ADJUNCT H Liguid is adjusted to
iced excess of 200
to 400 ppm of hydrate alkalinity
{expressed as calcium carbonate) in
the boiler water.
Your Drew Representative will
recommend the correct dosage of
ADJUNCT H Liquid after thoroughly
evaluating all system paramete:
EDA INFORMATION
ApguNcT™ H Liquid corrosion
inhibitor is FDA acceptable in
accordance with 21 C.P.R., Section
173,310 - Boiler Water Additives
USDA INFORMATION
ADJUNCT H Liquid is authorized by
the United States Department of
Agriculture for treating boilers
where the steam produced may
contact edible products = in
federally inspected meat and
poultry plant:
PACKAGING
ADJUNCT H Liquid deposit inhibitor
is packaged in 38 kg pails or 146
kg “drums. Do not store where
Product will freeze.
BWT-DS-10 Rev. 4
‘ters, ramaton ard at pacrad ar ar baeved wb sca and aie bt ee ot bbe ah a guar, x
rinoid vara
=
tesa pale pub. o aot ep Orogied rcs ate umes open, AMMAR Chemical
{2d ay ae ore sy or et crsdraion,iresiaton on vertaton. Sunn © gets acer passe ues Fas POR
‘un made witout vpreeraion eareny al ty Suc use foe
of patent intingemant and are not recemmencaione to intingo on any pateet, Aghland Chemical Company
1%
Aaekan 20.
*suoljoeod pertweays
vauV SIGOHLVD
MOIS NOYLO313 —>
JAILOW SS37
VadV DIGONY
SAILOV
¥dr
3A10SSIOQ SNOI 1VL3W — >
ee
SLoONGOdd NOISONYOD Wu0d
3qIXO YO 30IXONGAH SNOI TAXONGAH
ERIN EEE) Psa
{[89 UOJSOII09 [e91W9YI0s}99/3
H
STEAM FORMATION
Refer to diagram 21
Water contains dissolved solids, as the steam forms
and leaves the surface these solids get left behind
and it is these solids that produce scale.
Dueean 21.
“9[qQqngq uree4s B Jo AFI] ay} Ul SyUBSUT aALT
ysodag jo ysodag jo
UONNJOSSIGg [e}O, UONN|OSSIG jeUeW uoyjesodeag uoyejquacu0g —- Buljlog ayeajONN,
‘axqqna
‘ THIS IMAGINARY LINE REPRESENTS
THE TEMPERATURE GRADIENT IN BOTH CASES
W WITHOUT SCALE THE. AVERAGE W:WITH A LAYER OF SCALE THE AVERAGE § "++
"TEMPERATURE, OF TUBE WALL " TEMPERATURE. OF we.
SO°F (3596C) IS INCREASED TO EO" fIcrC)
SAN
1" 1 EFFECT. OF SCALE ON TUBE.METAL‘TEMPERATURE
SCALE
Note how scale effects the tube wall temperature
Fron your knowledge of mechanics of materials, what effect will this have
on the strength of the material.
Also what will the effect be on the heat transfer rate.
*(0..08%) 1.008 eaoge aseerep
yyguars prides ay} aj0N ‘ernqeiod
Wo} JO UOT}OUNY B sB J9a}8 UOGIeD
ured jo ssezjs platx
edn
001
002
oor.
00e}
osz
OO}
009
do ‘aumesodwe,
006 O02 00S 00€
Osh 00€ Ost
Dp ‘ainyesadwiel
OL
02
Oe
OF
09
OL
1sd OOO! ‘sseas
\NSipe Beonsg Tube.
Screen Tubes. Distortion was observed. One rupture tube was found (arrowed)
200x
‘Typical replicated surface micrograph of a good boiler tube. Micrograph exhibits grain structure
of pearlite and ferrite.
200%
Typical replicated surface micrograph of a deteriorated or overheated boiler tube micrograph
exhibits spheriodized carbides in ferritic matrix.
Co
Steam Drum. Surface replicated micrograph at 200X revealed satisfactory grain structure of ferrite
and pearlite.
Water Drum. Surface replicated micrograph at 200X revealed grain growth (over-heated).
‘Appearance of the longitudinal crack on condenser tube
200X
‘Transverse cross-section of condenser tube. Micrograph revealed cracks propagating from the outer
wall. The cracks are predominantly intergranular in nature.
Boiler tube inner wall revealed localised corrosion (arrowed)
Macro-sectional view of boiler tube sample showing broad and deep crater-like pit
Examples of boiler failure and the swelling and distortion of the main flue
tube caused by overheating of metal
By courtesy of Government [ss erat hat tncry Depart
sysodep
yes Aq pesneo eqn, se}eaysedns 40 uoIso0D
&
Buweoy
49/10g Aq pasneo eqm JejBeysedns uo ysodeq
z
JejSuey
yeey peonpai Aq pesneo eqn) aly jo uOMOISIG
L
ebewep
yeel6 esneo ued sIjeM J8}}0G BU} UO {10
40 10Ae| uly) uaa e UaAs jOaye Buye;nsul
Sil JO esneoeg “uONeUIWEIUOD |10 105
Pe10j!UOW eq Pinoys Je}!0g ey} 0} peunje.
eyesuepuoo ey, ‘suiejshs e@bueyoxe
uo! ul payee. 40 payeyidioaid seyyie
eye suo! niseubew pue wnjojeo pajuem
-UN ey] “Sieyy pues YBnoiy) perowes
eye Jeyem pea} ayy ul seed eb1e7
juau}e81) Je}eMpec4
by courtesy of CS.C. KEMICO BHD.
Pitting corrosion in top half of boiler tube.
‘More severe pitting and perforation of tube in bottom half,
No. 2
By courtesy of CS.C. KEMICO BHD.
Scales and deposits foul the internal of a boiler tube
z x(s) x |
FLOW (GPM) =1800 Vv
WHERE:
X = DISTANCE IN FEET
Y = DISTANCE IN FEET
S=CROSS SECTIONAL AREA, IN SQUARE
FEET, OF THE PIPE OR PORTION OF
THE PIPE FILLED BY THE STREAM.
FIG. 7.18 Measurements needed to measure
flow by the coordinate method.
~———
aT, LEAST 6 X D
(IN INCHES)
FIG. 7.19 Measurements needed for the California
pipe method. fo)
HOOK GAUGE FOR MANUAL
MEASUREMENT OF HEAD OR,
USE STILLING WELL AND
FLOAT INSTRUMENTATION
WEIR BOX DESIGN
INLET STILUNG = WEIR.
COMPARTMENT BAFFLE
DIMENSION A—V-NOTCH— 12” MINIMUM
—RECTANGULAR—AT LEAST
3 TIMES THE HEAD (H)
DIMENSION B—ABOUT 18°
BOTTOM OF WEIR NOTCH MUST ALWAYS
BE HIGHER THAN OUTLET, TO INSURE
FREE DROP OVER WEIR AT ALL TIMES.
V-NOTCH WEIR RECTANGULAR WEIR
DETAIL, DETAIL,
debo—yek 4b
i be
J= ATLEAST 3 TIMES MAX. WATER HEAD
ABOVE NOTCH APEX
C= 90°OR 60°, WITHF = 45° OR 60°
RESPECTIVELY
E= ATLEASTO75D)
WEIR MAY BE MADE OF 16 OR 18 GA. GALVANIZED
IRON, FASTENED TO WOODEN PLANK PARTITION
G= 4to8 TIMESH HOOK GAUGE
= ATLEAST1.5H °
v4" DIA. HOOK ROD
POINTER MOUNTED ON
MOVEABLE HOOK ROD
YARD STICK ATTACHED
TO BACKBOARD
CONSTRUCT SO THAT POINTER READS
ZERO WHEN TIP OF HOOK IS AT
LEVEL OF NOTCH APEX OR,
‘SPILL EDGE.
FIG. 7.12 Construction of a weir box.
{97
Potrebbero piacerti anche
- Water TreatmentDocumento45 pagineWater TreatmentSarim ChNessuna valutazione finora
- 105 Converting Coarse Bubble Aeration To Fine BubbleDocumento3 pagine105 Converting Coarse Bubble Aeration To Fine BubbleLTE002Nessuna valutazione finora
- Design of Filtration Tank FINAL FINAL FINALDocumento70 pagineDesign of Filtration Tank FINAL FINAL FINALPeter Nobrega50% (4)
- Primary Sedimentation Tank DesignDocumento42 paginePrimary Sedimentation Tank DesignRohab100% (1)
- Cooling TowerDocumento32 pagineCooling TowerFloyd AntonioNessuna valutazione finora
- Thermodynamics for Technologists Course Work-1Documento4 pagineThermodynamics for Technologists Course Work-1Ahmad HashemNessuna valutazione finora
- Water Treatment Plant Performance Evaluations and OperationsDa EverandWater Treatment Plant Performance Evaluations and OperationsNessuna valutazione finora
- Principles and Practices of Reverse OsmosisDocumento9 paginePrinciples and Practices of Reverse OsmosisMohamadNessuna valutazione finora
- Jar Test Overview CalibrationDocumento55 pagineJar Test Overview CalibrationVincent MpsheNessuna valutazione finora
- Basic Cooling Water Management IIDocumento32 pagineBasic Cooling Water Management IIDiaa GobranNessuna valutazione finora
- WaterDocumento33 pagineWaterKritisundar GarnayakNessuna valutazione finora
- Guide to Water Treatment ChemicalsDocumento136 pagineGuide to Water Treatment ChemicalsBinyam KebedeNessuna valutazione finora
- Surface Water Treatment Process A Review On Variou PDFDocumento10 pagineSurface Water Treatment Process A Review On Variou PDFWilda Safira RahmaniaNessuna valutazione finora
- Wastewater Treatment EssentialsDocumento74 pagineWastewater Treatment EssentialsJiana NasirNessuna valutazione finora
- Iron and Manganese RemovalDocumento6 pagineIron and Manganese RemovalSandeep_AjmireNessuna valutazione finora
- Coagulation and Flocculation Processes in Water TreatmentDocumento17 pagineCoagulation and Flocculation Processes in Water Treatmentguyii86Nessuna valutazione finora
- Reverse OsmosisDocumento11 pagineReverse OsmosissnowflomanNessuna valutazione finora
- Problems of Drinking Water in Rural AreaDocumento14 pagineProblems of Drinking Water in Rural AreaRoumyadeep ChakrabortyNessuna valutazione finora
- Water Treatment PlantDocumento100 pagineWater Treatment PlantDr. Akepati Sivarami Reddy96% (23)
- Industrial Water and Waste Water ManagementDocumento15 pagineIndustrial Water and Waste Water ManagementsagarNessuna valutazione finora
- WasteWater Treatment PaperDocumento14 pagineWasteWater Treatment Papergarywubo123Nessuna valutazione finora
- Side Stream FiltrationDocumento8 pagineSide Stream FiltrationAhmed WagihNessuna valutazione finora
- Treatment Methods For WastewaterDocumento144 pagineTreatment Methods For WastewaterSandeep Sharma100% (1)
- Activated Sludge Process, Design Criteria, Advantages & DisadvantagesDocumento3 pagineActivated Sludge Process, Design Criteria, Advantages & DisadvantagesThrishnaa BalasupurManiamNessuna valutazione finora
- Understand Reverse Osmosis with our Guide to RO Process & CalculationsDocumento15 pagineUnderstand Reverse Osmosis with our Guide to RO Process & CalculationsPrabhat JhaNessuna valutazione finora
- Chapter 17 - MathematicsDocumento13 pagineChapter 17 - MathematicsLivingston JosephNessuna valutazione finora
- Gomez - Payongayong-Filtration-ESE144 - AutosavedDocumento56 pagineGomez - Payongayong-Filtration-ESE144 - AutosavedMaha GomezNessuna valutazione finora
- Water Treatment ProcessesDocumento47 pagineWater Treatment ProcessesTyler MontoyaNessuna valutazione finora
- Textile WastewaterDocumento43 pagineTextile Wastewatersujal jhaNessuna valutazione finora
- Introduction To Water Pollution PDH Source LLCDocumento46 pagineIntroduction To Water Pollution PDH Source LLCAmit Kumar MondolNessuna valutazione finora
- Central Water Standard Operating Procedure Coagulant Jar TestDocumento7 pagineCentral Water Standard Operating Procedure Coagulant Jar Testعراقي iraqiNessuna valutazione finora
- Blower Power CalculDocumento4 pagineBlower Power Calculm_stasys9939Nessuna valutazione finora
- Equipment Design: Aeration Tank TitleDocumento6 pagineEquipment Design: Aeration Tank TitleKENGERALDNessuna valutazione finora
- Activated Sludge Treatment ProcessDocumento7 pagineActivated Sludge Treatment ProcessMaizan Sofia100% (1)
- ClarifierDocumento1 paginaClarifiergroup2sd1314Nessuna valutazione finora
- Anoxic TankDocumento12 pagineAnoxic TankpragatheeskNessuna valutazione finora
- 1.85 Water and Wastewater Treatment Engineering Homework 8Documento1 pagina1.85 Water and Wastewater Treatment Engineering Homework 8MuhammadUsmanNessuna valutazione finora
- Design Aspects Drinking Water Treatment.Documento32 pagineDesign Aspects Drinking Water Treatment.Milton Alexander Rivera TorresNessuna valutazione finora
- Drinking Water SolutionsDocumento16 pagineDrinking Water SolutionsLiviu SomesanNessuna valutazione finora
- 11 - 12 Sedimentation Tank - Design-1 PDFDocumento34 pagine11 - 12 Sedimentation Tank - Design-1 PDFAwais MemonNessuna valutazione finora
- Advanced Activated Sludge ProcessDocumento5 pagineAdvanced Activated Sludge ProcessDileep C DileepNessuna valutazione finora
- Lec 8 NeutralizationDocumento32 pagineLec 8 Neutralizationhaseeb tahirNessuna valutazione finora
- Waste Water TreatmentDocumento30 pagineWaste Water TreatmentFatima IffatNessuna valutazione finora
- Centrifugal Pump ImpellerDocumento4 pagineCentrifugal Pump ImpellerKrunal Patil100% (1)
- Plate and Frame FiltrationDocumento11 paginePlate and Frame FiltrationQuenneBelocuraNessuna valutazione finora
- Foaming in Wastewater Treatment PlantDocumento8 pagineFoaming in Wastewater Treatment PlantGeorge MarkasNessuna valutazione finora
- Lime Neutralization Wastewater TreatmentDocumento15 pagineLime Neutralization Wastewater TreatmentMehrdad AminkazemiNessuna valutazione finora
- Chapter 5Documento23 pagineChapter 5Tefera TemesgenNessuna valutazione finora
- Basics of Reverse OsmosisDocumento14 pagineBasics of Reverse OsmosisNagarjuna Tadiparti100% (2)
- Additives Used in Pulping ProcessesDocumento22 pagineAdditives Used in Pulping ProcessesDesi Puryani100% (2)
- Development of Advanced Water Treatment Using Microbubbles - Pan Li - 2006Documento149 pagineDevelopment of Advanced Water Treatment Using Microbubbles - Pan Li - 2006cristian muozNessuna valutazione finora
- Conventional Wastewater Treatment ProcessesDocumento59 pagineConventional Wastewater Treatment ProcessesRL SanNessuna valutazione finora
- DEPTH FILTRATION: HOW FILTER RESISTANCE DEPENDS ON VELOCITYDocumento6 pagineDEPTH FILTRATION: HOW FILTER RESISTANCE DEPENDS ON VELOCITYmansoorNessuna valutazione finora
- Laundry Wastewater Treatment Using Coagulation and Membrane FiltrationDocumento20 pagineLaundry Wastewater Treatment Using Coagulation and Membrane FiltrationAnggy de Rincon100% (1)
- Gravity Sand FilterDocumento7 pagineGravity Sand Filterusman_uet08Nessuna valutazione finora
- Operating A Water Treatment Plant Is Complex and Requires Knowledge of MachineryDocumento12 pagineOperating A Water Treatment Plant Is Complex and Requires Knowledge of MachineryJoshua OmolewaNessuna valutazione finora
- Reverse Osmosis State of The Art in IndonesiaDocumento16 pagineReverse Osmosis State of The Art in IndonesiachrisNessuna valutazione finora
- Ozone Based Waste Water TreatmentDocumento10 pagineOzone Based Waste Water TreatmentZafar BukhariNessuna valutazione finora
- Rapid Sand FilterDocumento7 pagineRapid Sand FilterAjmal Khan67% (3)
- Pressure Drop Calculation for Item No. 2432 at Varying Clog ConditionsDocumento1 paginaPressure Drop Calculation for Item No. 2432 at Varying Clog ConditionsKailas NimbalkarNessuna valutazione finora
- Copeland Refrigeration Manual Part 2 Refrigeration System ComponentsDocumento64 pagineCopeland Refrigeration Manual Part 2 Refrigeration System ComponentsAnand GuptaNessuna valutazione finora
- Cap 9-Reservoir and Stream Flow RoutingDocumento25 pagineCap 9-Reservoir and Stream Flow RoutingLívia M. Pinheiro RosalemNessuna valutazione finora
- Gas Condensate Reservoir Properties and CalculationsDocumento14 pagineGas Condensate Reservoir Properties and CalculationsAnonymous nztG1AGvNessuna valutazione finora
- Lab 1St FloorDocumento5 pagineLab 1St FloorAditya PranotoNessuna valutazione finora
- DF3 - PVT DataDocumento10 pagineDF3 - PVT Dataadnan0307Nessuna valutazione finora
- Dallas New Water Drought Contingency PlanDocumento134 pagineDallas New Water Drought Contingency PlanRobert Wilonsky100% (1)
- Piping DataDocumento187 paginePiping DataAldo B Aldo BNessuna valutazione finora
- Miscible FloodingDocumento64 pagineMiscible Floodingclara dtmNessuna valutazione finora
- Knowledge Sharing Water HammerDocumento16 pagineKnowledge Sharing Water HammerNaveen NagisettiNessuna valutazione finora
- Fluid Mechanics: Presentation By:-Mohammad Hammad JoufarDocumento14 pagineFluid Mechanics: Presentation By:-Mohammad Hammad JoufarHammad JoufarNessuna valutazione finora
- Calculation of Flow Through Nozzles and OrificesDocumento12 pagineCalculation of Flow Through Nozzles and OrificesrelaxmanNessuna valutazione finora
- AGC Safety Glass Technical Information 2008 enDocumento10 pagineAGC Safety Glass Technical Information 2008 enzoranmiskovicNessuna valutazione finora
- Dew Point: Constant PressureDocumento5 pagineDew Point: Constant PressureDavid IonescuNessuna valutazione finora
- Chapter 5 GasesDocumento100 pagineChapter 5 GasesAhmed Qazi100% (1)
- Chemistry-States of Matter Part 1Documento3 pagineChemistry-States of Matter Part 1aditi kNessuna valutazione finora
- Francis Turbines: - Examples - Losses in Francis Turbines - NPSH - Main DimensionsDocumento39 pagineFrancis Turbines: - Examples - Losses in Francis Turbines - NPSH - Main DimensionsAdhanom G.Nessuna valutazione finora
- Hazen William FormulaDocumento4 pagineHazen William FormulaShahbaz Manzoor100% (1)
- Valvula Sismica Vertical Entrada Inferiori Bridada Mod VB319FDocumento2 pagineValvula Sismica Vertical Entrada Inferiori Bridada Mod VB319FGrecia Paola Garza RodriguezNessuna valutazione finora
- Manual Abanico Refrescante de Aire HoneywellDocumento68 pagineManual Abanico Refrescante de Aire HoneywellleochardoNessuna valutazione finora
- Klinkenberg - The Permeability of Porous Media To Liquids and Gasses - API-41-200Documento14 pagineKlinkenberg - The Permeability of Porous Media To Liquids and Gasses - API-41-200ricky100% (1)
- E2185 - Offer RENESCO - Rev0Documento39 pagineE2185 - Offer RENESCO - Rev0Umut Sinan ÇetinbaşNessuna valutazione finora
- Spillway DesignDocumento4 pagineSpillway DesignBondoc, Miles Jerome Z.Nessuna valutazione finora
- Separator SpeadsheetDocumento8 pagineSeparator SpeadsheetShabrina GhassaniNessuna valutazione finora
- Construction of A Deep Tube Well - A Case StudyDocumento33 pagineConstruction of A Deep Tube Well - A Case Studyanirbanpwd76Nessuna valutazione finora
- Absorber (Ab-01) : H2O Chcl3 CH2CL2 Ch3Cl Ccl4Documento16 pagineAbsorber (Ab-01) : H2O Chcl3 CH2CL2 Ch3Cl Ccl4Anggit Dwi WNessuna valutazione finora
- Salt Concentration: Fresh WaterDocumento31 pagineSalt Concentration: Fresh WaterAli Raza (Alee)Nessuna valutazione finora
- NPSH Calculation - A Step-by-Step GuideDocumento7 pagineNPSH Calculation - A Step-by-Step GuideSrihariGopalakrishnanNessuna valutazione finora