Potrebbero piacerti anche
- Electrico 938GDocumento4 pagineElectrico 938Grjan7pe100% (6)
- Control Hidraulico de La Transmision D6NDocumento7 pagineControl Hidraulico de La Transmision D6NDavid manjarresNessuna valutazione finora
- d6n Elec Chem PDFDocumento4 pagined6n Elec Chem PDFTeresa Marina PeraltaNessuna valutazione finora
- Parts Manual Model GTH-5519Documento156 pagineParts Manual Model GTH-5519Liliana Rebeca Santos santosNessuna valutazione finora
- UENR5223sist. Electrico Excavadora 336FDocumento39 pagineUENR5223sist. Electrico Excavadora 336Frmatico1234100% (2)
- 416E, 422E, and 428E Backhoe Loader Hydraulic System (Interactive) 225-6836-04 05102011 PDFDocumento13 pagine416E, 422E, and 428E Backhoe Loader Hydraulic System (Interactive) 225-6836-04 05102011 PDFChagas Oliveira50% (2)
- 2018 Ninja400 SM-Update FinalDocumento653 pagine2018 Ninja400 SM-Update FinalThomas Zoumboulias100% (1)
- Cf.966h Sist - Elect.Documento25 pagineCf.966h Sist - Elect.rmatico1234100% (5)
- Cf.966h Sist - Elect.Documento25 pagineCf.966h Sist - Elect.rmatico1234100% (5)
- Cf.966h Sist - Elect.Documento25 pagineCf.966h Sist - Elect.rmatico1234100% (5)
- Sist. Electrico Excavadora RENR7367 385CDocumento19 pagineSist. Electrico Excavadora RENR7367 385Crmatico1234100% (1)
- UENR2694sist - Electrico Excavadora 336EDocumento47 pagineUENR2694sist - Electrico Excavadora 336Ermatico1234100% (2)
- Telehander TL642 CAT PartsDocumento402 pagineTelehander TL642 CAT Partsrmatico1234100% (5)
- Mitsubishi Pajero Montero Sport 98Documento858 pagineMitsubishi Pajero Montero Sport 98corollafx16100% (17)
- 416B Backhoe Loader 8SG00001-11999 (MACHINE) POWERED BY 3054 Engine (SEBP2850 - 55) - Sistemas y Componentes3 PDFDocumento8 pagine416B Backhoe Loader 8SG00001-11999 (MACHINE) POWERED BY 3054 Engine (SEBP2850 - 55) - Sistemas y Componentes3 PDFArturo SanchezNessuna valutazione finora
- Manual de Partes Cat-140kDocumento843 pagineManual de Partes Cat-140kJose David97% (31)
- TH 528 Clark t12000 Series Transmission Parts BookDocumento28 pagineTH 528 Clark t12000 Series Transmission Parts Bookcarlosedurom100% (1)
- A E300aj, E300ajp JLG Parts EnglishDocumento346 pagineA E300aj, E300ajp JLG Parts EnglishДмитрийNessuna valutazione finora
- Manual Partes Plataforma Genie Z-8060Documento256 pagineManual Partes Plataforma Genie Z-8060Dawn Hall100% (1)
- Transmision FunkDocumento98 pagineTransmision FunkManuel Jesús Zhicay Quillay100% (1)
- Motor Danfoss Serie 51 - Tracción 24XXDocumento136 pagineMotor Danfoss Serie 51 - Tracción 24XXJose luis CeaNessuna valutazione finora
- Codigo de Fallas Transmision LiugongDocumento54 pagineCodigo de Fallas Transmision LiugongGenaro100% (3)
- 8042 Parts Manual Serial Number 13197 and BeforeDocumento412 pagine8042 Parts Manual Serial Number 13197 and BeforeAlberth Mauricio Casteblanco GomezNessuna valutazione finora
- Operator's Manual: 621F Tier IiiDocumento325 pagineOperator's Manual: 621F Tier IiiAlain Defoe100% (2)
- CA 152 Workshop W1055enDocumento57 pagineCA 152 Workshop W1055enAvaa Amgaa100% (2)
- D905-D1105 KUBOTA Operation ManualDocumento45 pagineD905-D1105 KUBOTA Operation ManualJORGE ARMANDO CARRASCO TICLLENessuna valutazione finora
- VOLVO G946 MOTOR GRADER Service Repair Manual PDFDocumento14 pagineVOLVO G946 MOTOR GRADER Service Repair Manual PDFsekfsekmdddeNessuna valutazione finora
- HL730 3Documento442 pagineHL730 3Anonymous yjK3peI780% (5)
- Sistema Electrico DX800 SandvikDocumento83 pagineSistema Electrico DX800 Sandvikrmatico1234100% (6)
- 950F Prueba y Ajuste Transmision Sistema ElectricoDocumento38 pagine950F Prueba y Ajuste Transmision Sistema Electricoale aleNessuna valutazione finora
- Cooling System HysterDocumento36 pagineCooling System HysterLeandro SalNessuna valutazione finora
- 90 P Series 55 CC 520L0889 PDFDocumento164 pagine90 P Series 55 CC 520L0889 PDFVasil Tsvetanov100% (1)
- Sistema Electrico Hyundai HB100 HB90Documento45 pagineSistema Electrico Hyundai HB100 HB90Carlos IrabedraNessuna valutazione finora
- CP142 Partsbook PDFDocumento142 pagineCP142 Partsbook PDFFelipe Douglas da Silva100% (1)
- Plano Electrico Cb22bDocumento17 paginePlano Electrico Cb22bRichard Zapata100% (1)
- Plano Electrico CF 950-962HDocumento16 paginePlano Electrico CF 950-962Hrmatico1234100% (1)
- Cat 943 EnsambleDocumento134 pagineCat 943 Ensamblejose luis juarezNessuna valutazione finora
- Turbine Operation Procedrue (A)Documento148 pagineTurbine Operation Procedrue (A)ashishmathew100% (1)
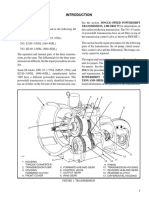
- Single-Speed Powershift Transmission Hyster S40-60XL Diagnostic ManualDocumento48 pagineSingle-Speed Powershift Transmission Hyster S40-60XL Diagnostic ManualArmando Orta33% (3)
- Yamaha XT 550 J MicroficheDocumento54 pagineYamaha XT 550 J Microfichemp100% (1)
- UENR1277sist Electrico994hDocumento31 pagineUENR1277sist Electrico994hrmatico1234100% (1)
- Qdoc - Tips Volvo g930 Motor Grader Service Repair ManualpdfDocumento16 pagineQdoc - Tips Volvo g930 Motor Grader Service Repair ManualpdfLarzon Rodriguez0% (1)
- Tl1055 Tl1255 Cat ServiceDocumento186 pagineTl1055 Tl1255 Cat ServiceWilfredo Escobar Gutierrez100% (5)
- General Electric SX MB1 TECH (Ingles 09-2004) PDFDocumento77 pagineGeneral Electric SX MB1 TECH (Ingles 09-2004) PDFJuan Carlos Rubio FrescoNessuna valutazione finora
- Shop Manual WB146 5Documento200 pagineShop Manual WB146 5edgardo-ehq100% (7)
- Service Manual BL70B 3 Electrical and Information Systems Description and Troubleshooting PDFDocumento149 pagineService Manual BL70B 3 Electrical and Information Systems Description and Troubleshooting PDFВалентин МитовNessuna valutazione finora
- Oikx8gqv3rz4bwq3link-Belt Htc-8660 Series II 60-Ton Hydraulic Truck Crane NetworkDocumento28 pagineOikx8gqv3rz4bwq3link-Belt Htc-8660 Series II 60-Ton Hydraulic Truck Crane NetworkFabian RamirezNessuna valutazione finora
- 924F Wheel Loader Electrical System: Harness and Wire Electrical Schematic SymbolsDocumento2 pagine924F Wheel Loader Electrical System: Harness and Wire Electrical Schematic SymbolsguayanecitroNessuna valutazione finora
- Manual de Partes Minicargador Caterpillar 236b2 PDFDocumento817 pagineManual de Partes Minicargador Caterpillar 236b2 PDFDe La Cruz Carlos100% (2)
- Esquema Electrico 336dl Serie m4t023XXDocumento24 pagineEsquema Electrico 336dl Serie m4t023XXrjan7pe100% (1)
- Esquema Electrico 336dl Serie m4t023XXDocumento24 pagineEsquema Electrico 336dl Serie m4t023XXrjan7pe100% (1)
- Motor Swing Components js200 JCBDocumento3 pagineMotor Swing Components js200 JCBManuel felipe PalmaNessuna valutazione finora
- Planetary Axle Wheel Ends PDFDocumento64 paginePlanetary Axle Wheel Ends PDFКонстантин КосаревNessuna valutazione finora
- Despiece 420 E PDFDocumento737 pagineDespiece 420 E PDFCarlosirabedra100% (12)
- Despiece 420 E PDFDocumento737 pagineDespiece 420 E PDFCarlosirabedra100% (12)
- Electrical Schematic 85XT, 90XT, and 95XT SKID STEER: Optional Ride ControlDocumento3 pagineElectrical Schematic 85XT, 90XT, and 95XT SKID STEER: Optional Ride ControldavidNessuna valutazione finora
- 845B Error Codes PDFDocumento11 pagine845B Error Codes PDFJUNA RUSANDI S100% (1)
- Instrument Panel Indicators and Senders: H3.50-5.50XM (H70-120XM) (K005, L005) S3.50-5.50XM (S70-120XM) (E004, F004)Documento30 pagineInstrument Panel Indicators and Senders: H3.50-5.50XM (H70-120XM) (K005, L005) S3.50-5.50XM (S70-120XM) (E004, F004)victor lunaNessuna valutazione finora
- 7FGU8 17500SpecSheetDocumento6 pagine7FGU8 17500SpecSheetEdwin NgNessuna valutazione finora
- 416C, 426C, 428C, 436C and 438C Hydraulic System TroubleshootingDocumento10 pagine416C, 426C, 428C, 436C and 438C Hydraulic System TroubleshootingJose Antonio SalasNessuna valutazione finora
- CX+Truck+Parts+Book+ (Chassis Mast Engines) + +PM212 6Documento778 pagineCX+Truck+Parts+Book+ (Chassis Mast Engines) + +PM212 6El Vic100% (9)
- Manual de Transmision de TL642 Y TL943 CAT ZF - Powershift Trans - 4 WG-92-98 TSCDocumento38 pagineManual de Transmision de TL642 Y TL943 CAT ZF - Powershift Trans - 4 WG-92-98 TSCWilson garcia100% (5)
- Mando Final PC-350 Komatsu Desarmado y Armado.Documento9 pagineMando Final PC-350 Komatsu Desarmado y Armado.mrcruzito_2099100% (1)
- 420 Sistema Electrico de Una Retroxcavadora Marca CaterpillarDocumento17 pagine420 Sistema Electrico de Una Retroxcavadora Marca CaterpillarNeftali FuentesNessuna valutazione finora
- 420 Sistema Electrico de Una Retroxcavadora Marca CaterpillarDocumento17 pagine420 Sistema Electrico de Una Retroxcavadora Marca CaterpillarNeftali FuentesNessuna valutazione finora
- Ecomat Mobile SeriesDocumento298 pagineEcomat Mobile SeriesOSAMA zezoNessuna valutazione finora
- Manual de Servicio Axle Modelo TL 943 PDFDocumento100 pagineManual de Servicio Axle Modelo TL 943 PDFrmatico1234100% (1)
- Manual Del Conductor Volvo PDFDocumento1.146 pagineManual Del Conductor Volvo PDFJonny Walberto Ulloque OropezaNessuna valutazione finora
- Terex Genie RL4000 Parts Manual PDFDocumento52 pagineTerex Genie RL4000 Parts Manual PDFjmbc_jbcNessuna valutazione finora
- Operation Manual For Wp4g95e221 EngineDocumento28 pagineOperation Manual For Wp4g95e221 EngineCarlos Astudillo VargasNessuna valutazione finora
- Fluid Flow MoldDocumento41 pagineFluid Flow MoldSimoes JBNessuna valutazione finora
- Motoniveladora 140KDocumento2 pagineMotoniveladora 140KAbraão Silva100% (5)
- VOLVO G730B MOTOR GRADER Service Repair Manual PDFDocumento14 pagineVOLVO G730B MOTOR GRADER Service Repair Manual PDFsekfsekmdddeNessuna valutazione finora
- Maintenance MOdule SD 110DCDocumento32 pagineMaintenance MOdule SD 110DCmliugong100% (2)
- 120H Sebp2539 02 Vol 2 PDFDocumento490 pagine120H Sebp2539 02 Vol 2 PDFrayendra1974Nessuna valutazione finora
- Plano Eléctrico - 236DDocumento27 paginePlano Eléctrico - 236DricsnikNessuna valutazione finora
- Sist - Electrico Retroexcavadora KENR9015 - SIS 422EDocumento4 pagineSist - Electrico Retroexcavadora KENR9015 - SIS 422Ermatico1234100% (1)
- Attachments Catalogue: l60f, l70f, l90fDocumento182 pagineAttachments Catalogue: l60f, l70f, l90fBilal VURALNessuna valutazione finora
- Caterpillar Cat 236D SKID STEER LOADER (Prefix MPW) Service Repair Manual (MPW00001 and Up)Documento21 pagineCaterpillar Cat 236D SKID STEER LOADER (Prefix MPW) Service Repair Manual (MPW00001 and Up)rpoy9396615Nessuna valutazione finora
- 363-5 Machine Ride Control Actuator - Current Below NormalDocumento3 pagine363-5 Machine Ride Control Actuator - Current Below NormalArtin HykoNessuna valutazione finora
- s85 ServicioDocumento349 pagines85 ServicioRay Cepeda Mena100% (1)
- HT220 Parts Manual 053-1150 PDFDocumento167 pagineHT220 Parts Manual 053-1150 PDFAnonymous Pk3VzhXUGBNessuna valutazione finora
- rt600 Tier3amptier4i Parts Manual For Reference Only April2013 PDFDocumento370 paginert600 Tier3amptier4i Parts Manual For Reference Only April2013 PDFGiorgio Fer100% (1)
- d6t Track-Type Tractor STD, XL Differential Steering Gct00001-Up (Machine) Powered by c9 Engine (Sebp4963 - 45) - Armação Dos Roletes Da EsteiraDocumento3 pagined6t Track-Type Tractor STD, XL Differential Steering Gct00001-Up (Machine) Powered by c9 Engine (Sebp4963 - 45) - Armação Dos Roletes Da EsteiraDouglas FernandesNessuna valutazione finora
- GTH 644 842 844Documento282 pagineGTH 644 842 844maqvereNessuna valutazione finora
- 1979 Parts Cattt500fDocumento49 pagine1979 Parts Cattt500fCarlos Alvarez RodasNessuna valutazione finora
- Microfichas LC180 Yamaha 50 CCDocumento36 pagineMicrofichas LC180 Yamaha 50 CCHernan Pablo AlvarezNessuna valutazione finora
- Sist. Electrico Retroexcavdora UENR5149 420F2Documento6 pagineSist. Electrico Retroexcavdora UENR5149 420F2rmatico1234100% (1)
- KENR6107sist - Electrico Excavadora 365CDocumento12 pagineKENR6107sist - Electrico Excavadora 365Crmatico123450% (2)
- KENR7817 Sist - Electrico 345DL Excavadora.Documento4 pagineKENR7817 Sist - Electrico 345DL Excavadora.rmatico1234100% (4)
- Summer Internship: Ray-Hans Precision Tools Private LimitedDocumento18 pagineSummer Internship: Ray-Hans Precision Tools Private LimitedyasirNessuna valutazione finora
- Developer Instruction Guide (Video Development) : Sensitivity: LNT Construction Internal UseDocumento18 pagineDeveloper Instruction Guide (Video Development) : Sensitivity: LNT Construction Internal UseGokul SelvarajNessuna valutazione finora
- 01 Excelon FiltersDocumento16 pagine01 Excelon Filtersalex_alfonso9407Nessuna valutazione finora
- Iso 3036 PDFDocumento3 pagineIso 3036 PDFPalani.MNessuna valutazione finora
- GPB 180Documento1 paginaGPB 180sungkarsNessuna valutazione finora
- MAE3241 Ch01 IntroductionDocumento20 pagineMAE3241 Ch01 Introductionmblaskovich2010Nessuna valutazione finora
- Volume DampersDocumento8 pagineVolume DampersglennpanNessuna valutazione finora
- Taller de Humidificacion 2011Documento8 pagineTaller de Humidificacion 2011Alejandro Torres CardonaNessuna valutazione finora
- Simplified Analysisof Continuous BeamsDocumento8 pagineSimplified Analysisof Continuous BeamsMin Thiha NaingNessuna valutazione finora
- Thermodynamics-1 Semester AssignmentDocumento9 pagineThermodynamics-1 Semester AssignmentShahZaib AnwarNessuna valutazione finora
- 05 - Engine Removal-Installation PDFDocumento7 pagine05 - Engine Removal-Installation PDFJhon J AcevedoNessuna valutazione finora
- Cs Unitec Impact Wrenches Pneumatic HydraulicDocumento1 paginaCs Unitec Impact Wrenches Pneumatic HydraulicWill SudNessuna valutazione finora
- Refrigerator: Service ManualDocumento19 pagineRefrigerator: Service ManualCesar Calderon GrNessuna valutazione finora
- Industrial Valve Cross Ref - Vickers VS Rexroth For Primary Metal Applications0309Documento60 pagineIndustrial Valve Cross Ref - Vickers VS Rexroth For Primary Metal Applications0309Abelio TavaresNessuna valutazione finora
- BPT 13 Balanced Pressure Thermostatic Steam TrapDocumento2 pagineBPT 13 Balanced Pressure Thermostatic Steam Trapmember1000Nessuna valutazione finora
- M 110yDocumento2 pagineM 110yjawadNessuna valutazione finora
- Ceiling cassetteinstallationIM818MCK PDFDocumento24 pagineCeiling cassetteinstallationIM818MCK PDFTROY2ARCHILLESNessuna valutazione finora
- Paper Id (Me302) : Nav'.O (Documento2 paginePaper Id (Me302) : Nav'.O (RaJan GargNessuna valutazione finora
- RivetDocumento6 pagineRivetMirasol AquinoNessuna valutazione finora
- 4 5985707401435677780Documento3 pagine4 5985707401435677780Ibrahim AwadNessuna valutazione finora
- Fuel System Non Cert Montacargas 30L-7 ListaDocumento1 paginaFuel System Non Cert Montacargas 30L-7 ListaJose A PerezNessuna valutazione finora
- Seismic Evaluation of Vertically Irregular Building Frames With Stiffness, Strength, Combined-Stiffness-And-Strength and Mass IrregularitiesDocumento22 pagineSeismic Evaluation of Vertically Irregular Building Frames With Stiffness, Strength, Combined-Stiffness-And-Strength and Mass Irregularitiesjorge david zumaran riveraNessuna valutazione finora
- 06 Muttoni FernandezDocumento47 pagine06 Muttoni FernandezAltin CeroNessuna valutazione finora
- WINMAN Solenoid Valf (5/2 Yollu, 5/3 Yollu) / Solenoid Valve (5/2 Way, 5/3 Way)Documento2 pagineWINMAN Solenoid Valf (5/2 Yollu, 5/3 Yollu) / Solenoid Valve (5/2 Way, 5/3 Way)Durulsan MakinaNessuna valutazione finora
- Sinamics Perfect Harmony enDocumento16 pagineSinamics Perfect Harmony ensykimk8921Nessuna valutazione finora