Potrebbero piacerti anche
- PolyetheretherkeytoneDocumento4 paginePolyetheretherkeytoneGriffin BeemillerNessuna valutazione finora
- Curing Studies of Unsaturated Polyester Resin Used in FRP ProductsDocumento9 pagineCuring Studies of Unsaturated Polyester Resin Used in FRP Productsvasudevanrv9405Nessuna valutazione finora
- The Determination of Epoxide Groups: Monographs in Organic Functional Group AnalysisDa EverandThe Determination of Epoxide Groups: Monographs in Organic Functional Group AnalysisNessuna valutazione finora
- PEEK Chemical ResistanceDocumento12 paginePEEK Chemical ResistanceaceinsteinNessuna valutazione finora
- Kraton PolymerDocumento20 pagineKraton PolymerSCion Shyuan HongNessuna valutazione finora
- BlendsDocumento106 pagineBlendsAnish Kumar100% (1)
- PTFEDocumento12 paginePTFEhairinNessuna valutazione finora
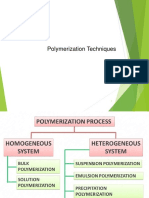
- Polymerisation Practice TEPEDocumento39 paginePolymerisation Practice TEPEDr. Dure Najaf Iqbal100% (3)
- Phenolic ResinDocumento4 paginePhenolic ResinVasu DevanNessuna valutazione finora
- Binders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsDocumento13 pagineBinders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsPranav KumarNessuna valutazione finora
- Peroxide Cure of RubberDocumento19 paginePeroxide Cure of RubberVivek RainaNessuna valutazione finora
- Thermal Characterization of Polymers - Thermoplastics, Thermoplastic Elastomers, Elastomers and ThermosetsDocumento36 pagineThermal Characterization of Polymers - Thermoplastics, Thermoplastic Elastomers, Elastomers and ThermosetsNETZSCH - Leading Thermal AnalysisNessuna valutazione finora
- Epoxy - WikipediaDocumento11 pagineEpoxy - Wikipediaramthecharm_46098467Nessuna valutazione finora
- Inhibitors For Unsaturated Polyester Resines. Parker 1963Documento4 pagineInhibitors For Unsaturated Polyester Resines. Parker 1963Guz UchihaNessuna valutazione finora
- EP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFDocumento20 pagineEP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFSimas ServutasNessuna valutazione finora
- Compounding of PlasticsDocumento3 pagineCompounding of PlasticsslchemNessuna valutazione finora
- Conducting Polymers For Corrosion Protection A ReviewDocumento22 pagineConducting Polymers For Corrosion Protection A ReviewSudsiri HemsriNessuna valutazione finora
- Kraton - Cariflex From Isoprene Monomer To Synthetic PolyDocumento12 pagineKraton - Cariflex From Isoprene Monomer To Synthetic PolyFadFadNessuna valutazione finora
- Polymer Physics - GeddeDocumento312 paginePolymer Physics - GeddeThomas Sørensen QuaadeNessuna valutazione finora
- Vinyl EsterDocumento8 pagineVinyl Esterramitkatyal21881Nessuna valutazione finora
- PMMA ProcessDocumento6 paginePMMA ProcesscelilNessuna valutazione finora
- PMMADocumento17 paginePMMAAnurag KhandelwalNessuna valutazione finora
- Epoxy ResinDocumento17 pagineEpoxy ResinIrfan AliNessuna valutazione finora
- Bulk and Suspenshion Polynerization of MMA Into PMMADocumento5 pagineBulk and Suspenshion Polynerization of MMA Into PMMADavid Meza CarbajalNessuna valutazione finora
- Industrial Color Testing Fundamentals and Techniques Second EditionDocumento388 pagineIndustrial Color Testing Fundamentals and Techniques Second EditioncafurlanNessuna valutazione finora
- Acrylics: PolymerisationDocumento3 pagineAcrylics: PolymerisationSdkmega Hh100% (1)
- Polymer Lecure 1 PDFDocumento78 paginePolymer Lecure 1 PDFHadeed IlyasNessuna valutazione finora
- Introduction of PolymerDocumento29 pagineIntroduction of PolymerMoganaa LakshmiNessuna valutazione finora
- (Advances in Polymer Science 78) Karel Dušek (Auth.), K. Dušek (Eds.) - Epoxy Resins and Composites III (1986, Springer-Verlag Berlin Heidelberg) PDFDocumento169 pagine(Advances in Polymer Science 78) Karel Dušek (Auth.), K. Dušek (Eds.) - Epoxy Resins and Composites III (1986, Springer-Verlag Berlin Heidelberg) PDFVilson Dalla Jr.Nessuna valutazione finora
- Solvent Cast Technology - A Versatile ToolDocumento14 pagineSolvent Cast Technology - A Versatile ToolsggdgdNessuna valutazione finora
- Baerlocher Additives For PVC: Calendered Films and SheetsDocumento16 pagineBaerlocher Additives For PVC: Calendered Films and SheetsalpeshNessuna valutazione finora
- Chemorheology of Polymers From Fundamental Principles To Reactive Processing PDFDocumento455 pagineChemorheology of Polymers From Fundamental Principles To Reactive Processing PDFElisangelaCordeiroNessuna valutazione finora
- Kepstan® PEKK Polymer RangeDocumento4 pagineKepstan® PEKK Polymer RangeMorkizgaNessuna valutazione finora
- Reactive Processing of Polymers Begishev VP Malkin AY ChemTec 1999Documento260 pagineReactive Processing of Polymers Begishev VP Malkin AY ChemTec 1999santhanam92Nessuna valutazione finora
- Sodium Hypochlorite: by DR - Anoop.V.Nair PG, Dept of Cons Dentistry & EndodonticsDocumento72 pagineSodium Hypochlorite: by DR - Anoop.V.Nair PG, Dept of Cons Dentistry & Endodonticshasanu88Nessuna valutazione finora
- Investigation of High-Barrier Materials DeveloDocumento97 pagineInvestigation of High-Barrier Materials Develoguillermo2000Nessuna valutazione finora
- Styrene MonomerDocumento7 pagineStyrene MonomerAnur SinglaNessuna valutazione finora
- Understanding Optical Properties For Epoxy AppsDocumento2 pagineUnderstanding Optical Properties For Epoxy Appsthinnnh0% (1)
- Interfacial PolymerizationDocumento18 pagineInterfacial PolymerizationOvaid MehmoodNessuna valutazione finora
- Kraton PolymerDocumento24 pagineKraton PolymerSCion Shyuan Hong100% (2)
- DiclorosilanoDocumento15 pagineDiclorosilanoLeo GatesNessuna valutazione finora
- Industrial PolymersDocumento30 pagineIndustrial PolymersH Janardan PrabhuNessuna valutazione finora
- Research Advances in Bonding Agents For Composite PropellantsDocumento11 pagineResearch Advances in Bonding Agents For Composite PropellantsspetNessuna valutazione finora
- Guide To Resin SystemsDocumento9 pagineGuide To Resin SystemsDaud Simon A100% (1)
- PLASTICIZERSDocumento30 paginePLASTICIZERSSheena GagarinNessuna valutazione finora
- The Main Ingredient in Traditional Acrylic Resin Temporary Materials For Intraoral Fabrication IsDocumento4 pagineThe Main Ingredient in Traditional Acrylic Resin Temporary Materials For Intraoral Fabrication IscheliisandiegoNessuna valutazione finora
- Silver Containing Sol Gel Coatings On PoDocumento7 pagineSilver Containing Sol Gel Coatings On PoJhorma jose Medina AltahonaNessuna valutazione finora
- HDPEDocumento14 pagineHDPESandy YansikuNessuna valutazione finora
- MP DiolDocumento6 pagineMP DiolJijo T GeorgeNessuna valutazione finora
- Production of PVCDocumento19 pagineProduction of PVCamirul ashraf100% (1)
- Advances in Blocked Isocyanates and Curatives - UTECH 2003 PDFDocumento23 pagineAdvances in Blocked Isocyanates and Curatives - UTECH 2003 PDFMohammad Doost MohammadiNessuna valutazione finora
- Conducting Polymers PDFDocumento26 pagineConducting Polymers PDFRomuel MirandaNessuna valutazione finora
- TDS Irganox B 215Documento2 pagineTDS Irganox B 215Jorge David Rojas CardenasNessuna valutazione finora
- PolymerDocumento36 paginePolymersabetNessuna valutazione finora
- The Chemistry of Dimethyl CarbonateDocumento11 pagineThe Chemistry of Dimethyl Carbonatenilesh_ghm21Nessuna valutazione finora
- The Chemistry of PolymersDocumento36 pagineThe Chemistry of PolymersKHANNessuna valutazione finora
- Polyether Ether Ketone - Wikipedia PDFDocumento3 paginePolyether Ether Ketone - Wikipedia PDFhafiNessuna valutazione finora
- Surface Modification of PEEKDocumento9 pagineSurface Modification of PEEKMuhammad Ahmed SaleemNessuna valutazione finora
- PLASTICOSDocumento61 paginePLASTICOSJohn TorrezNessuna valutazione finora
- Canna 1Documento8 pagineCanna 1Bryan Jesher Dela CruzNessuna valutazione finora
- Draft Report For Urea ProductionDocumento59 pagineDraft Report For Urea ProductionBryan Jesher Dela CruzNessuna valutazione finora
- Price ListDocumento1 paginaPrice ListBryan Jesher Dela CruzNessuna valutazione finora
- Pascal's Principle For PressureDocumento5 paginePascal's Principle For PressureBryan Jesher Dela CruzNessuna valutazione finora
- DiffusionDocumento15 pagineDiffusionBryan Jesher Dela CruzNessuna valutazione finora
- Steps For Determining An Empirical Formula"repost"pdf VersionDocumento5 pagineSteps For Determining An Empirical Formula"repost"pdf VersionBryan Jesher Dela CruzNessuna valutazione finora
- Steps For Determining An Empirical Formula"repost"pdf VersionDocumento5 pagineSteps For Determining An Empirical Formula"repost"pdf VersionBryan Jesher Dela CruzNessuna valutazione finora
- 2009-09-06 181738 Linsw RegDocumento67 pagine2009-09-06 181738 Linsw Regam1liNessuna valutazione finora
- Economics Solution Book PDFDocumento368 pagineEconomics Solution Book PDFgoutam1235100% (3)
- Copeland Discus Digital Compressors Coresense Technology en 2884258Documento2 pagineCopeland Discus Digital Compressors Coresense Technology en 2884258Roberto CastilloNessuna valutazione finora
- Stack008 V2Documento1 paginaStack008 V2Kryštof PaličkaNessuna valutazione finora
- Truefire Guitar Chord Cookbook PDFDocumento101 pagineTruefire Guitar Chord Cookbook PDFeuripides7794% (17)
- Module 2 Notes - PSOCDocumento24 pagineModule 2 Notes - PSOCpriyaNessuna valutazione finora
- 6-OpProfiles PrintableDocumento32 pagine6-OpProfiles PrintableGon_1313Nessuna valutazione finora
- Chm361-Chapter 3 SolidDocumento60 pagineChm361-Chapter 3 Solidfatin harrisNessuna valutazione finora
- Applications of Heat PipeDocumento17 pagineApplications of Heat PipeManikantaNaupadaNessuna valutazione finora
- RS 385SHDocumento3 pagineRS 385SHshahpinkalNessuna valutazione finora
- Hard Disk Drive Specification HGST Travelstar Z7K500Documento173 pagineHard Disk Drive Specification HGST Travelstar Z7K500OmegalexNessuna valutazione finora
- EIE3123 Dynamic Electronic Systems - p1-p57Documento57 pagineEIE3123 Dynamic Electronic Systems - p1-p57Safwat KhairNessuna valutazione finora
- Creating Interfaces For The SAP Application Interface Framework With Service Implementation WorkbenchDocumento12 pagineCreating Interfaces For The SAP Application Interface Framework With Service Implementation WorkbenchKrishanu DuttaNessuna valutazione finora
- Unit 7 Motion Review Sheet AnswersDocumento3 pagineUnit 7 Motion Review Sheet AnswersFlorie Fe Rosario Ortega100% (1)
- Cooling Unit SpecDocumento4 pagineCooling Unit Specmirali74Nessuna valutazione finora
- Practical - 1: 1.1 CommitDocumento8 paginePractical - 1: 1.1 CommitRoy BokhiriyaNessuna valutazione finora
- I PartsDocumento18 pagineI PartsAnilkumar KrNessuna valutazione finora
- SPACE GASS 12 ManualDocumento968 pagineSPACE GASS 12 Manualozbuild100% (3)
- Esam AliDocumento23 pagineEsam AliYoussef AliNessuna valutazione finora
- CHAPTER 69 Steering FundDocumento16 pagineCHAPTER 69 Steering FundÆxis QuevedoNessuna valutazione finora
- Ball BearingsDocumento31 pagineBall Bearingsnike_y2kNessuna valutazione finora
- 1 Logic GatesDocumento4 pagine1 Logic GatesdassonyNessuna valutazione finora
- FluidsDocumento10 pagineFluidslara alghamdiNessuna valutazione finora
- ANSYS Tutorial Design OptimizationDocumento9 pagineANSYS Tutorial Design OptimizationSimulation CAE100% (4)
- Maintenance Component Main Function Level Activity Frequency Line DepartmentDocumento7 pagineMaintenance Component Main Function Level Activity Frequency Line DepartmentBarathNessuna valutazione finora
- Excretion in Humans: Test Yourself 11.1 (Page 223)Documento2 pagineExcretion in Humans: Test Yourself 11.1 (Page 223)leeNessuna valutazione finora
- Data Sheet Cummins BT5,9-G6Documento4 pagineData Sheet Cummins BT5,9-G6acere18100% (1)
- Nuxeo BookDocumento335 pagineNuxeo Bookdannao4Nessuna valutazione finora
- ABB MNS IAC Additional Test ReportDocumento14 pagineABB MNS IAC Additional Test ReportSheik100% (1)
- Slab DesignDocumento96 pagineSlab Designdilrangi100% (2)