Potrebbero piacerti anche
- PT BM 183 DC 00007 PWHT ProcedureDocumento7 paginePT BM 183 DC 00007 PWHT Procedureeldobie3100% (1)
- Jpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Documento9 pagineJpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Anoop N Kutty100% (1)
- PWHT Procedure A2Documento15 paginePWHT Procedure A2Raja Thakur100% (4)
- MIZAT PWHT Procedure Ensures Welded Joints Meet StandardsDocumento9 pagineMIZAT PWHT Procedure Ensures Welded Joints Meet StandardsM. R. Shahnawaz KhanNessuna valutazione finora
- PWHT ProcedureDocumento10 paginePWHT ProcedureSang Nguyen QuangNessuna valutazione finora
- Pro PWHT 006 Rev 1 - Procedure For PWHTDocumento6 paginePro PWHT 006 Rev 1 - Procedure For PWHTsugumar100% (1)
- Amigos Technical PWHT ProcedureDocumento12 pagineAmigos Technical PWHT Procedurevsnaiduqc50% (2)
- PWHT Procedure PDFDocumento9 paginePWHT Procedure PDFAbhishek AnandNessuna valutazione finora
- PWHT Procedure for Boiler OverhaulDocumento10 paginePWHT Procedure for Boiler OverhaulDedy Trianda100% (1)
- PWHT Procedure For Petrol Steel - CoreDocumento9 paginePWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluNessuna valutazione finora
- Sahid PWHT ProcedureDocumento16 pagineSahid PWHT ProcedurebaNessuna valutazione finora
- PT NDT ProcedureDocumento5 paginePT NDT ProcedureMohamed AbubackerNessuna valutazione finora
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Documento2 pagineLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNessuna valutazione finora
- Welder Performace Qualification Report 2014..Documento132 pagineWelder Performace Qualification Report 2014..Kayra Riri ChirulNessuna valutazione finora
- 10 Procedure For PWHT PDFDocumento5 pagine10 Procedure For PWHT PDFeghashangzadeh100% (1)
- Welder IdentificationDocumento9 pagineWelder Identificationdandiar1Nessuna valutazione finora
- Welder Qualification Test Record for NDBDocumento1 paginaWelder Qualification Test Record for NDBAli HammoudaNessuna valutazione finora
- Iqtsz DK Uke% Vkwijs'Ku % Iqtkz La ( K% Ekmy % Vkwijs'Ku U %: Quality Check Points XQ - Kork PSD IokbzavlDocumento1 paginaIqtsz DK Uke% Vkwijs'Ku % Iqtkz La ( K% Ekmy % Vkwijs'Ku U %: Quality Check Points XQ - Kork PSD IokbzavlAjayNessuna valutazione finora
- UT Report FormDocumento1 paginaUT Report FormElisha NguyenNessuna valutazione finora
- Wps Model 2 PDFDocumento17 pagineWps Model 2 PDFbeyNessuna valutazione finora
- Welding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)Documento2 pagineWelding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)ngonphanhoangNessuna valutazione finora
- Welding Procecure SpecificationDocumento9 pagineWelding Procecure SpecificationNwoha PeterNessuna valutazione finora
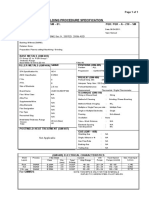
- Welding Procedure Specification: Page 1 of 1Documento2 pagineWelding Procedure Specification: Page 1 of 1Anderson Perez MartinezNessuna valutazione finora
- JIMT Visual Inspection ReportDocumento1.913 pagineJIMT Visual Inspection Reportgomathyselvi100% (1)
- Post Weld Heat Treatment ProcedureDocumento15 paginePost Weld Heat Treatment ProcedureSamer Bayati100% (1)
- Asme PQR DemoDocumento3 pagineAsme PQR DemoMuthusamy AyyanapillaiNessuna valutazione finora
- Welder Visual Inspection ReportsDocumento24 pagineWelder Visual Inspection ReportsKyNessuna valutazione finora
- Dep 30.10.60.32 - Welding of Metals, Based On Iso StandardsDocumento76 pagineDep 30.10.60.32 - Welding of Metals, Based On Iso StandardsPablo PazNessuna valutazione finora
- Differences between Welding Procedure Specification and Welder Performance QualificationDocumento1 paginaDifferences between Welding Procedure Specification and Welder Performance QualificationFazeel Rick MohammedNessuna valutazione finora
- Welding Inspector Job and ResponsilbilitiesDocumento5 pagineWelding Inspector Job and ResponsilbilitiesFelix GomintongNessuna valutazione finora
- WFP 2-01 ASME B31 Piping Welding ProcedureDocumento8 pagineWFP 2-01 ASME B31 Piping Welding Procedureleodavid87Nessuna valutazione finora
- 4) RT-EQ-P-03 - Control of NDT Equipments and ConsumablesDocumento6 pagine4) RT-EQ-P-03 - Control of NDT Equipments and ConsumablesMOHD AZMIL AMIN BIN MOHAMAD STUDENT100% (1)
- Qualified Welder List Valid Until - 03-12-2019Documento2 pagineQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- Weld ShrinkageDocumento16 pagineWeld ShrinkageWeff JingNessuna valutazione finora
- ALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and InspectionDocumento31 pagineALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and Inspectionahmed.njahNessuna valutazione finora
- Exhibit No.34 - Welding Consumables Receiving Inspection RecordDocumento1 paginaExhibit No.34 - Welding Consumables Receiving Inspection RecordMohammed KamalNessuna valutazione finora
- Piping WpsDocumento37 paginePiping WpsZulfokar FahdawiNessuna valutazione finora
- Sample Wps-Carbon Steel GTAW+SMAWDocumento2 pagineSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- MEENA Internation NDT TrainingDocumento45 pagineMEENA Internation NDT Trainingahmzahid100% (1)
- Hot Tap ReportDocumento2 pagineHot Tap ReportCak NhassNessuna valutazione finora
- 10 Procedure For PWHTDocumento5 pagine10 Procedure For PWHTSachin S. SalunkheNessuna valutazione finora
- HOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)Documento3 pagineHOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)TuTuy AnNessuna valutazione finora
- Welding Report For Tank 1Documento1 paginaWelding Report For Tank 1Rifki HasyaNessuna valutazione finora
- Welding Procedure SpecificationDocumento3 pagineWelding Procedure SpecificationAhmed saber100% (1)
- Welding Proposed Pwps For Our Jubail WorkDocumento2 pagineWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Fit Up Welding Visual Inspection ReportDocumento2 pagineFit Up Welding Visual Inspection Reportmohd as shahiddin jafriNessuna valutazione finora
- Welder qualification test recordDocumento3 pagineWelder qualification test recordTuTuy AnNessuna valutazione finora
- Dye Penetrant ProcedureDocumento7 pagineDye Penetrant Procedurezaki fadl100% (1)
- Madina Group W.L.L. Procedure Qualification Record 152Documento38 pagineMadina Group W.L.L. Procedure Qualification Record 152MAT-LIONNessuna valutazione finora
- PT Kuwera Karya Me: PanduDocumento2 paginePT Kuwera Karya Me: PanduGalang Pratama PutraNessuna valutazione finora
- Method Statement For Welding RepairDocumento7 pagineMethod Statement For Welding RepairHarun AkkayaNessuna valutazione finora
- Electrode Handling Procedure - Simple - SMAWDocumento7 pagineElectrode Handling Procedure - Simple - SMAWGalih Suksmono Adi0% (1)
- Fit Up Welding Visual Inspection ReportDocumento2 pagineFit Up Welding Visual Inspection Reportgst ajah100% (1)
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDocumento1 paginaMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan RajaNessuna valutazione finora
- Fit Up ReportDocumento5 pagineFit Up ReportAkash Singh Tomar100% (1)
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- 3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFDocumento11 pagine3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFManoj Balla100% (1)
- POST WELD HEAT TREATMENT PROCEDUREDocumento8 paginePOST WELD HEAT TREATMENT PROCEDUREM. R. Shahnawaz KhanNessuna valutazione finora
- PWHT ProcedureDocumento8 paginePWHT ProcedureTuesou MachereNessuna valutazione finora
- PWHT ProcedureDocumento10 paginePWHT ProcedureMohammed Kamal100% (11)
- Method of Statement For Hydro Test ProcedureDocumento11 pagineMethod of Statement For Hydro Test Procedureeldobie3Nessuna valutazione finora
- Pene Trant Removal ProcessDocumento3 paginePene Trant Removal Processeldobie3Nessuna valutazione finora
- NDE PROCESS CONTROL Rev 1Documento15 pagineNDE PROCESS CONTROL Rev 1eldobie3Nessuna valutazione finora
- Ogpd-Lrf-Tr-00336 Tie-In Procedure ApproveDocumento2 pagineOgpd-Lrf-Tr-00336 Tie-In Procedure Approveeldobie3Nessuna valutazione finora
- Pene Trant Testing MaterialsDocumento3 paginePene Trant Testing Materialseldobie3Nessuna valutazione finora
- Emulsifier SDocumento2 pagineEmulsifier Seldobie3Nessuna valutazione finora
- Preparing Parts for Penetrant InspectionDocumento2 paginePreparing Parts for Penetrant Inspectioneldobie3Nessuna valutazione finora
- Nature of The DefectDocumento3 pagineNature of The Defecteldobie3Nessuna valutazione finora
- Process Control of TemperatureDocumento1 paginaProcess Control of Temperatureeldobie3Nessuna valutazione finora
- Density or Specific GravityDocumento1 paginaDensity or Specific Gravityeldobie3Nessuna valutazione finora
- Pen Et RantsDocumento1 paginaPen Et Rantseldobie3Nessuna valutazione finora
- Introduction and History of Penetrant Inspection: Capillary ActionDocumento1 paginaIntroduction and History of Penetrant Inspection: Capillary Actioneldobie3Nessuna valutazione finora
- PT BM 183 DC 00006 Ut ProcedureDocumento6 paginePT BM 183 DC 00006 Ut Procedureeldobie3Nessuna valutazione finora
- Developers: Developer FormsDocumento3 pagineDevelopers: Developer Formseldobie3Nessuna valutazione finora
- Common Uses of Liquid Pene Trant InspectionDocumento2 pagineCommon Uses of Liquid Pene Trant Inspectioneldobie3Nessuna valutazione finora
- PT BM 183 DC 00005 VT ProcedureDocumento6 paginePT BM 183 DC 00005 VT Procedureeldobie3Nessuna valutazione finora
- Dimensional Threshold of FluorescenceDocumento2 pagineDimensional Threshold of Fluorescenceeldobie3Nessuna valutazione finora
- Pt-bm-183-Dc-00009 Welding Consumable Handling & StorageDocumento6 paginePt-bm-183-Dc-00009 Welding Consumable Handling & Storageeldobie3Nessuna valutazione finora
- Common Uses of Liquid Pene Trant InspectionDocumento2 pagineCommon Uses of Liquid Pene Trant Inspectioneldobie3Nessuna valutazione finora
- Color and Fluorescent BrightnessDocumento2 pagineColor and Fluorescent Brightnesseldobie3Nessuna valutazione finora
- PT BM 183 DC 00004 RT ProcedureDocumento6 paginePT BM 183 DC 00004 RT Procedureeldobie3Nessuna valutazione finora
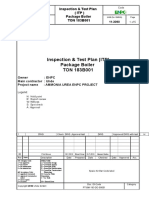
- PT BM 183 DC 00001 Itp BoilerDocumento5 paginePT BM 183 DC 00001 Itp Boilereldobie30% (1)
- PT BM 183 DC 00002 MT ProcedureDocumento7 paginePT BM 183 DC 00002 MT Procedureeldobie3Nessuna valutazione finora
- PT BM 183 DC 00003 PT ProcedureDocumento6 paginePT BM 183 DC 00003 PT Procedureeldobie3Nessuna valutazione finora
- API 510 PC Mid Session Exam Open Book Attempt SheetDocumento1 paginaAPI 510 PC Mid Session Exam Open Book Attempt Sheeteldobie3Nessuna valutazione finora
- API 510 PC Final Exam Closed Book Attempt SheetDocumento1 paginaAPI 510 PC Final Exam Closed Book Attempt Sheeteldobie3Nessuna valutazione finora
- API 510 PC 20 31 Aug05 Final Open AnswerDocumento1 paginaAPI 510 PC 20 31 Aug05 Final Open Answereldobie3Nessuna valutazione finora
- API 510 PC Final Exam ClosedDocumento12 pagineAPI 510 PC Final Exam ClosedAbdel-Rahman Taha Merdan100% (1)
- PT. NURMAN MITRA SENTOSA HSE REPORTDocumento4 paginePT. NURMAN MITRA SENTOSA HSE REPORTSigit WiyonoNessuna valutazione finora
- History UNIT 2 Class NotesDocumento15 pagineHistory UNIT 2 Class NotesVANSHIKA CHAUDHARYNessuna valutazione finora
- Ecg EkgDocumento3 pagineEcg EkgrochimNessuna valutazione finora
- Cummins 6cta8.3 Engine Spare Parts CatalogDocumento11 pagineCummins 6cta8.3 Engine Spare Parts CatalogChen CarolineNessuna valutazione finora
- Career Interest Inventory HandoutDocumento2 pagineCareer Interest Inventory HandoutfernangogetitNessuna valutazione finora
- Electric Bike ReportDocumento33 pagineElectric Bike ReportGautham M A100% (1)
- Cultural Impacts of Tourism in VietnamDocumento4 pagineCultural Impacts of Tourism in VietnamBùi Thanh Ngọc BíchNessuna valutazione finora
- Manila Bay accretion disputeDocumento24 pagineManila Bay accretion disputeRoman KushpatrovNessuna valutazione finora
- CePSWaM Training Report FormatDocumento11 pagineCePSWaM Training Report FormatKelvin29% (7)
- Citizen PTR Receipt (2023-2024)Documento1 paginaCitizen PTR Receipt (2023-2024)AnmolBansalNessuna valutazione finora
- Defect Life Cycle or A Bug Lifecycle in Software TestingDocumento6 pagineDefect Life Cycle or A Bug Lifecycle in Software TestingKrish KumarNessuna valutazione finora
- Unit 2 - Professional Ethics & Code of ConductDocumento97 pagineUnit 2 - Professional Ethics & Code of ConductPradiba Raajkumaar25% (4)
- DAU Program Managers ToolkitDocumento157 pagineDAU Program Managers ToolkitMuzafar Shah Mosam ShahNessuna valutazione finora
- LM - Top Voicemail HacksDocumento5 pagineLM - Top Voicemail HacksMaksi UnairNessuna valutazione finora
- Division 8 Doors and Windows: Group 3Documento22 pagineDivision 8 Doors and Windows: Group 3Alen Ybanez100% (2)
- Deposit SlipDocumento1 paginaDeposit SlipMansoor RaoNessuna valutazione finora
- Magnetic Separator GuideDocumento31 pagineMagnetic Separator GuideMNButt100% (1)
- Items in The Classroom: Words)Documento2 pagineItems in The Classroom: Words)Alan MartínezNessuna valutazione finora
- Cybercrime Prevention Act of 2012Documento1 paginaCybercrime Prevention Act of 2012Jerwin LadioNessuna valutazione finora
- Cambridge English For The Media Intermediate Students Book With Audio CD Frontmatter PDFDocumento5 pagineCambridge English For The Media Intermediate Students Book With Audio CD Frontmatter PDFBrenda Funes67% (3)
- UAE HealthcareDocumento15 pagineUAE HealthcareUmaira UsmanNessuna valutazione finora
- R 245Documento2 pagineR 245Ravi RanjanNessuna valutazione finora
- EUA 105 Pfizer Paxlovid FS For HCPs 05242023 - 0Documento41 pagineEUA 105 Pfizer Paxlovid FS For HCPs 05242023 - 0bachillerataNessuna valutazione finora
- Joint Operations Doctrine Core PublicationDocumento182 pagineJoint Operations Doctrine Core Publicationfredscout76100% (2)
- Prospectus Ph.D. July 2021 SessionDocumento5 pagineProspectus Ph.D. July 2021 SessiondamadolNessuna valutazione finora
- Eco System and Green Logistics BasicsDocumento32 pagineEco System and Green Logistics BasicsBudmed GanbaatarNessuna valutazione finora
- Model MRP: Samsung B7620Documento19 pagineModel MRP: Samsung B7620Rajni MenonNessuna valutazione finora
- The Evolution of B2B Sales: Trends and TransformationsDocumento14 pagineThe Evolution of B2B Sales: Trends and TransformationsSayed Faraz Ali ShahNessuna valutazione finora
- Vlan Irtual: V LANDocumento35 pagineVlan Irtual: V LANHansa JhaNessuna valutazione finora