Potrebbero piacerti anche
- Com PosiciónDocumento13 pagineCom PosiciónJhon Alexander ChambiNessuna valutazione finora
- Vento 2015Documento2 pagineVento 2015Logan Valerio0% (1)
- Memoria Descriptiva CoberturaDocumento16 pagineMemoria Descriptiva CoberturaJoelHuamayalliNessuna valutazione finora
- Diseño y Análisis de Vigas de Acero ConDocumento24 pagineDiseño y Análisis de Vigas de Acero ConCarlos Eduardo González RamírezNessuna valutazione finora
- 04-NTE INEN 1 042 (4R) - 09-Pinturas Se+ Alam. Tr+íficoDocumento41 pagine04-NTE INEN 1 042 (4R) - 09-Pinturas Se+ Alam. Tr+íficoRVELEZNessuna valutazione finora
- Check Lis de Ingreso V7e-749 PDFDocumento14 pagineCheck Lis de Ingreso V7e-749 PDFVictor Raul QuispeNessuna valutazione finora
- Catalogo General Clemco 2012Documento103 pagineCatalogo General Clemco 2012pepgote100% (1)
- Rema Tip TopDocumento343 pagineRema Tip Topjulioramos1183Nessuna valutazione finora
- Reciclaje de Los NfuDocumento26 pagineReciclaje de Los NfuandreaNessuna valutazione finora
- BROCHURE EngenSacDocumento6 pagineBROCHURE EngenSacPetrikonNessuna valutazione finora
- Diferencia Entre Pinturas Intumescentes e IgnífugasDocumento3 pagineDiferencia Entre Pinturas Intumescentes e IgnífugasMultiproposito MultipropositoNessuna valutazione finora
- Concrete - CFRP Ejecucion Sika Carbodur PDFDocumento16 pagineConcrete - CFRP Ejecucion Sika Carbodur PDFJose Martinez De Medina100% (1)
- Especificacion de Pintura GenericaDocumento8 pagineEspecificacion de Pintura GenericaGustavo CabreraNessuna valutazione finora
- Inyecciones de Impermeabilizacion en PresasDocumento52 pagineInyecciones de Impermeabilizacion en PresasWilver Morales CespedesNessuna valutazione finora
- Acabados para MaderasDocumento43 pagineAcabados para MaderasJosue GutierrezNessuna valutazione finora
- Corrosión AeroespacialDocumento39 pagineCorrosión AeroespacialBryam David33% (3)
- Como Evitar La Corrosion en Ambientes HumedosDocumento8 pagineComo Evitar La Corrosion en Ambientes HumedosniezchenNessuna valutazione finora
- Atención de Emergencias VMH (Presupuesto y Abastecimiento)Documento19 pagineAtención de Emergencias VMH (Presupuesto y Abastecimiento)Stalin Medina CamposNessuna valutazione finora
- SikaDocumento8 pagineSikaAstrid Ruth Pomalaya CerrónNessuna valutazione finora
- Graco XP 70Documento8 pagineGraco XP 70eddiamjmhNessuna valutazione finora
- Informe Probeta Dura AluminioDocumento9 pagineInforme Probeta Dura AluminioLuis CaizaNessuna valutazione finora
- Apu Túneles, Subestacion 2500 Kva y Vent MecanDocumento283 pagineApu Túneles, Subestacion 2500 Kva y Vent Mecanjose2ramirez-15Nessuna valutazione finora
- Costos Por Metro C-SM-MDocumento105 pagineCostos Por Metro C-SM-MNEISERNessuna valutazione finora
- Pro-Pets-001 - Topografia DroneDocumento4 paginePro-Pets-001 - Topografia DroneJose Perez MoreyraNessuna valutazione finora
- Movilizacion y DesmovilizacionDocumento1 paginaMovilizacion y DesmovilizacionFiorella Tello HuertaNessuna valutazione finora
- UD. 3 - ABRASIVOS Final - PDFDocumento82 pagineUD. 3 - ABRASIVOS Final - PDFJavier Huertas Barea100% (1)
- Costos de Perforacion de Galeria Consumo de Agua de PerforacionDocumento4 pagineCostos de Perforacion de Galeria Consumo de Agua de PerforacionYomar Zeballos Huaypuna0% (1)
- SOLIDOSDocumento36 pagineSOLIDOSNayarette Soto MoreiraNessuna valutazione finora
- APU Ariquipilla 1Documento8 pagineAPU Ariquipilla 1rscmficNessuna valutazione finora
- Instructivo Lanzado de ShotcreteDocumento1 paginaInstructivo Lanzado de ShotcreteRuth Melina Machaca TomayllaNessuna valutazione finora
- Cotiz Bomba de ConcretoDocumento2 pagineCotiz Bomba de Concretowilliamb285Nessuna valutazione finora
- Construccion de GavionesDocumento4 pagineConstruccion de Gavionesnatalia lopez rojasNessuna valutazione finora
- Clase Cañoneo de PozoDocumento75 pagineClase Cañoneo de PozoMagalys Carolina Chaparro Navas100% (1)
- Bentonita Anexo 4 - Hojas de SeguridadDocumento64 pagineBentonita Anexo 4 - Hojas de SeguridadAngel Wladimir Osorio RodriguezNessuna valutazione finora
- Material Desactivacion Taladros Procedimiento Operativo Voladura Continuidad Minado Mina Operadores Etapas RiesgosDocumento3 pagineMaterial Desactivacion Taladros Procedimiento Operativo Voladura Continuidad Minado Mina Operadores Etapas RiesgosLuis Alberto Castillo ChavezNessuna valutazione finora
- ADHESIVOSDocumento32 pagineADHESIVOSAURORA CORDERO PALOMINONessuna valutazione finora
- Hempel PaintManual ES PDFDocumento85 pagineHempel PaintManual ES PDFDavid Lopez GimenezNessuna valutazione finora
- Planilla Vaciado Concreto MasivoDocumento6 paginePlanilla Vaciado Concreto MasivoJorge HONessuna valutazione finora
- Checklist - IRECDRONESDocumento1 paginaChecklist - IRECDRONESchristiam rojasNessuna valutazione finora
- Laboratorio - Acero-Tecnología de Los MaterialesDocumento25 pagineLaboratorio - Acero-Tecnología de Los MaterialesEliza L. A. RodriguezNessuna valutazione finora
- Alcohol EtilicoDocumento3 pagineAlcohol EtilicoJuan Vicente Reyes LimaNessuna valutazione finora
- Procedimiento de Eliminacion de Material Excedente Santa MariaDocumento5 pagineProcedimiento de Eliminacion de Material Excedente Santa Mariagrisell aparicioNessuna valutazione finora
- Manufactura CauchoDocumento23 pagineManufactura CauchoRadaylin AdamesNessuna valutazione finora
- Tds Metaltec Base Anticorrosiva Tipo Minio 0612Documento2 pagineTds Metaltec Base Anticorrosiva Tipo Minio 0612noele470% (1)
- El Gran Recubrimiento de HistoriaDocumento6 pagineEl Gran Recubrimiento de HistoriaAnthony Moran GalvanNessuna valutazione finora
- Sherwin Williams - Antes de Pintar y Resumen de NORMASDocumento5 pagineSherwin Williams - Antes de Pintar y Resumen de NORMASItalo JaureguiNessuna valutazione finora
- El Shoot Peening y Sus Aplicaciones PDFDocumento24 pagineEl Shoot Peening y Sus Aplicaciones PDFcesarNessuna valutazione finora
- Tabulador Sedesol 2010Documento366 pagineTabulador Sedesol 2010civilipnNessuna valutazione finora
- FOR-SSO-086 Verificación de Documentos de Contratistas Servicio Bombas GehoDocumento3 pagineFOR-SSO-086 Verificación de Documentos de Contratistas Servicio Bombas GehoMichel SuárezNessuna valutazione finora
- Pinturas Latex y SinteticoDocumento2 paginePinturas Latex y SinteticoJean Franco Salazar MedinaNessuna valutazione finora
- Manual-De-Instalación - Siding-MachihembradoDocumento9 pagineManual-De-Instalación - Siding-MachihembradocarlosluisssNessuna valutazione finora
- Gel Decapante Indurinox d3Documento1 paginaGel Decapante Indurinox d3Marlon Alejandro Arboleda Tapia100% (1)
- MC-SSMA-E020-FR01 Check List Equipos Mayores Ver.00Documento28 pagineMC-SSMA-E020-FR01 Check List Equipos Mayores Ver.00Choquehuanca Guizado Wilmar JesusNessuna valutazione finora
- ING-017 Informe Trailer Nro2-Rv0Documento6 pagineING-017 Informe Trailer Nro2-Rv0pirataenriqueNessuna valutazione finora
- Lana MineralDocumento7 pagineLana MineralDani Gonzalez EspinozaNessuna valutazione finora
- Pds Hempadur Mastic 45881 Es-EsDocumento3 paginePds Hempadur Mastic 45881 Es-EsManuel OsesNessuna valutazione finora
- Top Wall Blanco y Base 1,2,3 y 4 PDFDocumento3 pagineTop Wall Blanco y Base 1,2,3 y 4 PDFluisNessuna valutazione finora
- Martillos, MazosDocumento8 pagineMartillos, Mazosgregory14Nessuna valutazione finora
- MSDS Macropoxy 851 Parte ADocumento13 pagineMSDS Macropoxy 851 Parte AGerardo AguirreNessuna valutazione finora
- CyM Manual de Usuario y Mantención v2Documento65 pagineCyM Manual de Usuario y Mantención v2Mantención FastpackNessuna valutazione finora
- 1082 Imprimante Acrílico HS PDFDocumento1 pagina1082 Imprimante Acrílico HS PDFMelissa Edith Vega ReynosoNessuna valutazione finora
- PDF 20230503 015050 0000Documento2 paginePDF 20230503 015050 0000Kevin PanoNessuna valutazione finora
- Manual de Mantencion Muros Cortinas Version 0.1Documento17 pagineManual de Mantencion Muros Cortinas Version 0.1michaelNessuna valutazione finora
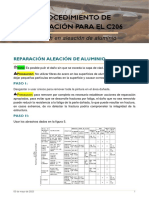
- Procedimiento de Reparación de Scratch Presente en El C206Documento2 pagineProcedimiento de Reparación de Scratch Presente en El C206Kevin PanoNessuna valutazione finora
- Tratamiento de Superficies de Aluminio Sin PintarDocumento2 pagineTratamiento de Superficies de Aluminio Sin PintarJose Ivan CarrilloNessuna valutazione finora
- Materiales y ProcesosDocumento51 pagineMateriales y ProcesosJuan Diego AmayaNessuna valutazione finora
- Ejercicio 8.1 SeminarioDocumento1 paginaEjercicio 8.1 SeminarioLogan ValerioNessuna valutazione finora
- Diagrama de GanttDocumento3 pagineDiagrama de GanttLogan ValerioNessuna valutazione finora
- Ejercicio BSCDocumento3 pagineEjercicio BSCLogan ValerioNessuna valutazione finora
- Taller de CompetenciasDocumento35 pagineTaller de CompetenciasLogan ValerioNessuna valutazione finora
- Mefe y MefiDocumento3 pagineMefe y MefiLogan ValerioNessuna valutazione finora
- Lista de Verificación - Requisito 6Documento9 pagineLista de Verificación - Requisito 6Logan ValerioNessuna valutazione finora
- Solucion Mapa EstrategicoDocumento1 paginaSolucion Mapa EstrategicoLogan ValerioNessuna valutazione finora
- Equipo Iso 9001 - Requisito 8.5Documento7 pagineEquipo Iso 9001 - Requisito 8.5Logan ValerioNessuna valutazione finora
- E&m Prac 1 PDFDocumento11 pagineE&m Prac 1 PDFLogan ValerioNessuna valutazione finora
- Ejercicios 1 MODULO 6 - AlumnoDocumento1 paginaEjercicios 1 MODULO 6 - AlumnoLogan ValerioNessuna valutazione finora
- Ejercicios 2 MODULO 6 - AlumnoDocumento1 paginaEjercicios 2 MODULO 6 - AlumnoLogan ValerioNessuna valutazione finora
- Principios de La Gestión de La CalidadDocumento5 paginePrincipios de La Gestión de La CalidadLogan ValerioNessuna valutazione finora
- Sistemas Electronicos DigitalesDocumento16 pagineSistemas Electronicos DigitalesLogan ValerioNessuna valutazione finora
- Motor de Combustión InternaDocumento13 pagineMotor de Combustión InternaLogan ValerioNessuna valutazione finora
- Fractura Frágil y DúctilDocumento3 pagineFractura Frágil y DúctilLogan ValerioNessuna valutazione finora
- Codificacion y Adc-Equipo5Documento24 pagineCodificacion y Adc-Equipo5Logan ValerioNessuna valutazione finora
- Actuaciones PreliminaresDocumento108 pagineActuaciones PreliminaresLogan ValerioNessuna valutazione finora
- Efecto Relacion Biela ManivelaDocumento16 pagineEfecto Relacion Biela ManivelaAlex Javier CajamarcaNessuna valutazione finora
- Aero Dina MicaDocumento20 pagineAero Dina MicaEmilce Bogado MartinezNessuna valutazione finora
- Comunicacion EscritaDocumento16 pagineComunicacion EscritaLogan ValerioNessuna valutazione finora
- BatimetriaDocumento9 pagineBatimetriaLogan ValerioNessuna valutazione finora
- USOPOTSUELIDocumento43 pagineUSOPOTSUELIYader L ChowNessuna valutazione finora
- CLIMATOLOGIADocumento16 pagineCLIMATOLOGIAItzamuchis EspejelNessuna valutazione finora
- Cojinete en Deslizamiento-EjemploDocumento9 pagineCojinete en Deslizamiento-EjemploLogan ValerioNessuna valutazione finora
- La Ecuación de Van Der WaalsDocumento2 pagineLa Ecuación de Van Der WaalsLogan ValerioNessuna valutazione finora
- Atlas Climatologico Ciclones México - CENAPRED PDFDocumento108 pagineAtlas Climatologico Ciclones México - CENAPRED PDFmpicaNessuna valutazione finora
- Over Speed EspDocumento7 pagineOver Speed EspLogan ValerioNessuna valutazione finora
- Estado GaseosoDocumento47 pagineEstado GaseosocarrizolocoNessuna valutazione finora
- LAB Ley de Ohm (5) Enviar.Documento7 pagineLAB Ley de Ohm (5) Enviar.Miguel Angel CorreaNessuna valutazione finora
- Final de ConfoDocumento12 pagineFinal de ConfoÁngelÁvalosYatacoNessuna valutazione finora
- Trabajo Acabados en MuroDocumento39 pagineTrabajo Acabados en MuroTito Alex50% (2)
- Memoria de Calculo de Izaje (Memoria de Soportes Se-01)Documento14 pagineMemoria de Calculo de Izaje (Memoria de Soportes Se-01)Ramos JavierNessuna valutazione finora
- Trabajo Final Procesos de ManufacturaDocumento43 pagineTrabajo Final Procesos de ManufacturaJorge FriasNessuna valutazione finora
- NPT 0 6 1 KV AWG PDFDocumento5 pagineNPT 0 6 1 KV AWG PDFDavid_FNessuna valutazione finora
- Soluciones y Mezclas 1Documento4 pagineSoluciones y Mezclas 1Nelson OrtaNessuna valutazione finora
- El MercurioDocumento3 pagineEl MercurioLeonardo Delgadillo100% (1)
- VVVFVFVFDocumento4 pagineVVVFVFVFMr LopezNessuna valutazione finora
- Segundo Avance - Curso de Integrador - Grupo 3Documento20 pagineSegundo Avance - Curso de Integrador - Grupo 3JONATHAN NUÑEZ GALLEGOSNessuna valutazione finora
- Informe - Formacion de Las RocasDocumento9 pagineInforme - Formacion de Las RocasMiriam Esther Arias UntiverosNessuna valutazione finora
- Tema 5Documento29 pagineTema 5maxlarrea5544Nessuna valutazione finora
- ElectrolisisDocumento8 pagineElectrolisisromaldonadoNessuna valutazione finora
- TIPOS DE SOLUCIONES, Practica 3Documento2 pagineTIPOS DE SOLUCIONES, Practica 3Oswaldo MoralesNessuna valutazione finora
- Propiedades Elasticas de Los CuerposDocumento45 paginePropiedades Elasticas de Los Cuerpossergio sarzuri mamaniNessuna valutazione finora
- Sulfato de PotasioDocumento2 pagineSulfato de Potasiofelix danielNessuna valutazione finora
- TsurumiDocumento8 pagineTsurumiMarcelo CarNessuna valutazione finora
- Caseta de Guardiania, Almacen y Cerco PerimetricoDocumento64 pagineCaseta de Guardiania, Almacen y Cerco PerimetricodiegoNessuna valutazione finora
- Sja 23 PDFDocumento102 pagineSja 23 PDFGustavo PrimiterraNessuna valutazione finora
- Rubrica de Evaluación ConstrucciónDocumento1 paginaRubrica de Evaluación ConstrucciónDEYNER JULINHO HUAMAN ESPINOZANessuna valutazione finora
- Anexo 2 - Naturaleza de Los Materiales-2Documento15 pagineAnexo 2 - Naturaleza de Los Materiales-2Elvis FloresNessuna valutazione finora
- Cursos Fuerza Aérea - Norma Mil - S - 5002DDocumento86 pagineCursos Fuerza Aérea - Norma Mil - S - 5002DJuan Nestor Elias Hurtado100% (1)
- Utilización de Sorbato de Potasio en La Fabricacion Del HeladoDocumento4 pagineUtilización de Sorbato de Potasio en La Fabricacion Del HeladoCallCoinsNessuna valutazione finora
- Q DE BartonDocumento33 pagineQ DE BartonHuber ObregonNessuna valutazione finora
- 618SM PDFDocumento3 pagine618SM PDFblackicemanNessuna valutazione finora
- Capacitacion Calentadores de AguaDocumento60 pagineCapacitacion Calentadores de AguaSteven ZRNessuna valutazione finora