Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Pipe Span ChartDocumento6 paginePipe Span ChartZeshanNessuna valutazione finora
- Deep Nitrided 32crmov13 Steel For Aerospace Bearings ApplicationsDocumento8 pagineDeep Nitrided 32crmov13 Steel For Aerospace Bearings ApplicationsmvanzijpNessuna valutazione finora
- Astm F 104-2002Documento12 pagineAstm F 104-2002ZeshanNessuna valutazione finora
- Calculating Slope - ArchtoolboxDocumento1 paginaCalculating Slope - ArchtoolboxZeshanNessuna valutazione finora
- Dynaflo HS SeriesDocumento2 pagineDynaflo HS SeriesZeshanNessuna valutazione finora
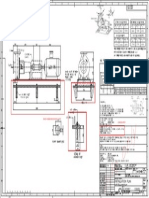
- Sample Pump GADocumento1 paginaSample Pump GAZeshanNessuna valutazione finora
- Amipox at Asl PDFDocumento8 pagineAmipox at Asl PDFZeshanNessuna valutazione finora
- MassflwskidDocumento1 paginaMassflwskidZeshanNessuna valutazione finora
- Revised SOR Excel Large Diameter Type ContractDocumento57 pagineRevised SOR Excel Large Diameter Type ContractZeshanNessuna valutazione finora
- Automatic Priming of PumpDocumento4 pagineAutomatic Priming of PumpZeshanNessuna valutazione finora
- Novacast: Stainless Steel Sa - 351 Cf8MDocumento1 paginaNovacast: Stainless Steel Sa - 351 Cf8Mdillipsh123Nessuna valutazione finora
- Jres NIST-122-023 - Validation Indirecte CharpyDocumento11 pagineJres NIST-122-023 - Validation Indirecte CharpypresleNessuna valutazione finora
- Inconel 718Documento2 pagineInconel 718Prathyusha RamadurgamNessuna valutazione finora
- AMS4930LDocumento8 pagineAMS4930Lremaja1249Nessuna valutazione finora
- H151Documento2 pagineH151KalpanaBansalNessuna valutazione finora
- Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsDocumento13 pagineSpecification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsjscfNessuna valutazione finora
- AIAG CQI 9 Heat Treat System Assessment Version 3, Issue 10-2011Documento43 pagineAIAG CQI 9 Heat Treat System Assessment Version 3, Issue 10-2011jmmshah100% (2)
- Special Steel SAILDocumento25 pagineSpecial Steel SAILDayanand SharmaNessuna valutazione finora
- Domex 420 MCDocumento2 pagineDomex 420 MCHugo RodriguezNessuna valutazione finora
- BS 4942-2 1981 ISO 1835 1980 Chains PDFDocumento16 pagineBS 4942-2 1981 ISO 1835 1980 Chains PDFMohaRedaNessuna valutazione finora
- Salt BathsDocumento43 pagineSalt BathsTanveer AliNessuna valutazione finora
- MECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsDocumento13 pagineMECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsOwais MalikNessuna valutazione finora
- 17-4 PH Bar Data SheetDocumento2 pagine17-4 PH Bar Data SheetBryan KellyNessuna valutazione finora
- Damisih2018 - Characteristics Microstructure and Microhardness of Cast Ti-6AL-4V ELIDocumento8 pagineDamisih2018 - Characteristics Microstructure and Microhardness of Cast Ti-6AL-4V ELIidham05Nessuna valutazione finora
- Armco Pure Iron PDB Euro Final Secured 92Documento24 pagineArmco Pure Iron PDB Euro Final Secured 92Tanzil ZaidiNessuna valutazione finora
- MCQ (Awt) Unit-3Documento6 pagineMCQ (Awt) Unit-3So nuNessuna valutazione finora
- Cold Work Tool Steel: K340 BöhlerDocumento16 pagineCold Work Tool Steel: K340 Böhlergraziano girottoNessuna valutazione finora
- Datasheet-Sandvik-Saf-31803-En-V2018-07-20 11 - 04 Version 1Documento9 pagineDatasheet-Sandvik-Saf-31803-En-V2018-07-20 11 - 04 Version 1Gonzalo AlarciaNessuna valutazione finora
- Materials and Manufacture of Forging Dies - File2Documento2 pagineMaterials and Manufacture of Forging Dies - File2Vikas Kr SharmaNessuna valutazione finora
- Ce 2014 Fundamental of Concrete, Steel and Timber StructureDocumento22 pagineCe 2014 Fundamental of Concrete, Steel and Timber StructureKyaw Zin HeinNessuna valutazione finora
- Advanced Materials PDFDocumento46 pagineAdvanced Materials PDFCarl Muñoz0% (1)
- Composite Relevant Rulebook Part - fs22Documento11 pagineComposite Relevant Rulebook Part - fs22Atharva ChodankarNessuna valutazione finora
- A 723 - A 723M - 94 R99 - Qtcymy05nfi5oq - PDFDocumento4 pagineA 723 - A 723M - 94 R99 - Qtcymy05nfi5oq - PDFZam DresNessuna valutazione finora
- A Novel Cryogenic Treatment For Reduction of Residual Stresses in 2024 Aluminum AlloyDocumento5 pagineA Novel Cryogenic Treatment For Reduction of Residual Stresses in 2024 Aluminum AlloyDung XuanNessuna valutazione finora
- WD 70 BD 10 - Rev - 2Documento47 pagineWD 70 BD 10 - Rev - 2N Say100% (1)
- AMS 5571 J-2012 - Eng.Documento6 pagineAMS 5571 J-2012 - Eng.TetianaNessuna valutazione finora
- Springs - Oil Tempered SWOSC-V and Better GradesDocumento5 pagineSprings - Oil Tempered SWOSC-V and Better GradesVignesh T ShekarNessuna valutazione finora
- Austempered Ductile Cast IronDocumento10 pagineAustempered Ductile Cast Ironhrk100Nessuna valutazione finora
- Astm A249 A249m 02Documento9 pagineAstm A249 A249m 02BumBasikNessuna valutazione finora