Potrebbero piacerti anche
- Jaco Laubscher 42 TOCPA SA 13-16 May 2019Documento19 pagineJaco Laubscher 42 TOCPA SA 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Jelena Fedurko-Cohen 42 TOCPA SA 13-16 May 2019Documento24 pagineJelena Fedurko-Cohen 42 TOCPA SA 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Siya Ngcangca 42 Tocpa Sa 13-16 May 2019Documento18 pagineSiya Ngcangca 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Oded Cohen 42 Tocpa Sa 13-16 May 2019Documento20 pagineOded Cohen 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Radical Innovation Liberating The Potential of TOC in Mining 2019-05-15 Arrie V NiekerkDocumento45 pagineRadical Innovation Liberating The Potential of TOC in Mining 2019-05-15 Arrie V NiekerkJelena FedurkoNessuna valutazione finora
- PM The Baby and The Bath Water - 42 - TOCPA - SA - 13-16 May 2019Documento9 paginePM The Baby and The Bath Water - 42 - TOCPA - SA - 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Philip Marris 42 Tocpa Sa 13-16 May 2019Documento44 paginePhilip Marris 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Oded Cohen 37 TOCPA UK 8 March 2018Documento20 pagineOded Cohen 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- DR Alan Barnard - 42 - Tocpa - Sa - 13-16 May 2019Documento27 pagineDR Alan Barnard - 42 - Tocpa - Sa - 13-16 May 2019Jelena Fedurko0% (1)
- Christo Wentzel 42 TOCPA SA 13-16 May 2019Documento19 pagineChristo Wentzel 42 TOCPA SA 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Nadine Stoltz 42 Tocpa Sa 13-16 May 2019Documento23 pagineNadine Stoltz 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- DBJ Van Rensburg - 42 - TOCPA - SA - 13-16 May 2019Documento41 pagineDBJ Van Rensburg - 42 - TOCPA - SA - 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Mark Stemberger 37 TOCPA UK 8 March 2018Documento31 pagineMark Stemberger 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- Martin Heritage 37 TOCPA UK 8 March 2018Documento25 pagineMartin Heritage 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- Ken Lynes 37 TOCPA UK 8 March 2018Documento33 pagineKen Lynes 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- 38 TOCPA Paris March 2018 - Safran - How To Transform A Plant Using Theory of ConstraintsDocumento20 pagine38 TOCPA Paris March 2018 - Safran - How To Transform A Plant Using Theory of ConstraintsJelena FedurkoNessuna valutazione finora
- Jonathan Beattie 37 TOCPA UK 8 March 2018Documento19 pagineJonathan Beattie 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- 38 TOCPA Paris March 2018 - Embraer - Fixing Airplanes Twice As Fast With CCPMDocumento16 pagine38 TOCPA Paris March 2018 - Embraer - Fixing Airplanes Twice As Fast With CCPMJelena FedurkoNessuna valutazione finora
- 7-Andrius Melninkaitis - 35 - TOCPA - Vilnius - 9 Nov 2017 PDFDocumento43 pagine7-Andrius Melninkaitis - 35 - TOCPA - Vilnius - 9 Nov 2017 PDFJelena FedurkoNessuna valutazione finora
- 38 TOCPA Paris March 2018 - Ian Heptinstall - Using TOC To Improve Capital and Construction ProjectsDocumento21 pagine38 TOCPA Paris March 2018 - Ian Heptinstall - Using TOC To Improve Capital and Construction ProjectsJelena FedurkoNessuna valutazione finora
- 3-Jelena Fedurko-Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Documento27 pagine3-Jelena Fedurko-Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Jelena FedurkoNessuna valutazione finora
- Microsoft Case Study: Based End-To-End Supply Chain SolutionDocumento43 pagineMicrosoft Case Study: Based End-To-End Supply Chain SolutionJelena FedurkoNessuna valutazione finora
- Jelena Fedurko-Cohen - 39 - TOCPA - Colombia - 12-13 April 2018 - EngDocumento56 pagineJelena Fedurko-Cohen - 39 - TOCPA - Colombia - 12-13 April 2018 - EngJelena FedurkoNessuna valutazione finora
- James Holt - VisualProjectManagement - 39 - TOCPA - 12-13 April 2018 Colombia - EngDocumento80 pagineJames Holt - VisualProjectManagement - 39 - TOCPA - 12-13 April 2018 Colombia - EngJelena Fedurko100% (1)
- 5-Nerius Jasinavicius - 35 TOCPA - Vilnius - 9 Nov 2017Documento28 pagine5-Nerius Jasinavicius - 35 TOCPA - Vilnius - 9 Nov 2017Jelena FedurkoNessuna valutazione finora
- 2-Oded Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Documento30 pagine2-Oded Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Jelena FedurkoNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Zomato Restaurant Clustering & Sentiment Analysis - Ipynb - ColaboratoryDocumento27 pagineZomato Restaurant Clustering & Sentiment Analysis - Ipynb - Colaboratorybilal nagoriNessuna valutazione finora
- Wealth and Poverty in The Book of Proverbs PDFDocumento133 pagineWealth and Poverty in The Book of Proverbs PDFMaahes Cultural Library100% (1)
- Ej. 1 Fin CorpDocumento3 pagineEj. 1 Fin CorpChantal AvilesNessuna valutazione finora
- KLA28 ProductsapplicationpresetDocumento2 pagineKLA28 ProductsapplicationpresetcarxmozNessuna valutazione finora
- KDE11SSDocumento2 pagineKDE11SSluisgomezpasion1Nessuna valutazione finora
- 2Documento8 pagine2Eduardo Antonio Comaru Gouveia75% (4)
- Been There, Done That, Wrote The Blog: The Choices and Challenges of Supporting Adolescents and Young Adults With CancerDocumento8 pagineBeen There, Done That, Wrote The Blog: The Choices and Challenges of Supporting Adolescents and Young Adults With CancerNanis DimmitrisNessuna valutazione finora
- Continuing Professional Development PlanDocumento4 pagineContinuing Professional Development Planvviki50% (2)
- Magic Bullet Theory - PPTDocumento5 pagineMagic Bullet Theory - PPTThe Bengal ChariotNessuna valutazione finora
- CISF Manual Final OriginalDocumento17 pagineCISF Manual Final OriginalVaishnavi JayakumarNessuna valutazione finora
- Hanwha Q Cells Data Sheet Qpeak L-g4.2 360-370 2017-10 Rev02 NaDocumento2 pagineHanwha Q Cells Data Sheet Qpeak L-g4.2 360-370 2017-10 Rev02 NazulfikarNessuna valutazione finora
- Coaxial Cable Attenuation ChartDocumento6 pagineCoaxial Cable Attenuation ChartNam PhamNessuna valutazione finora
- ICMApprovedCentres - Ghana PDFDocumento8 pagineICMApprovedCentres - Ghana PDFPrince Kelly100% (2)
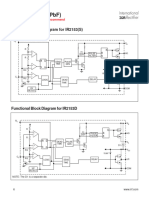
- IR2153 Parte6Documento1 paginaIR2153 Parte6FRANK NIELE DE OLIVEIRANessuna valutazione finora
- Design of Reinforced Cement Concrete ElementsDocumento14 pagineDesign of Reinforced Cement Concrete ElementsSudeesh M SNessuna valutazione finora
- Multinational MarketingDocumento11 pagineMultinational MarketingraghavelluruNessuna valutazione finora
- 25 Middlegame Concepts Every Chess Player Must KnowDocumento2 pagine25 Middlegame Concepts Every Chess Player Must KnowKasparicoNessuna valutazione finora
- European Asphalt Standards DatasheetDocumento1 paginaEuropean Asphalt Standards DatasheetmandraktreceNessuna valutazione finora
- BBL PR Centralizer Rig Crew Handout (R1.1 2-20-19)Documento2 pagineBBL PR Centralizer Rig Crew Handout (R1.1 2-20-19)NinaNessuna valutazione finora
- I M Com QT Final On16march2016Documento166 pagineI M Com QT Final On16march2016Khandaker Sakib Farhad0% (1)
- Sla At&tDocumento2 pagineSla At&tCésar Lainez Lozada TorattoNessuna valutazione finora
- NAV SOLVING PROBLEM 3 (1-20) .PpsDocumento37 pagineNAV SOLVING PROBLEM 3 (1-20) .Ppsmsk5in100% (1)
- ISA InTech Journal - April 2021Documento50 pagineISA InTech Journal - April 2021Ike EdmondNessuna valutazione finora
- 2201 IntGCSE (9-1) Subject Grade Boundaries V1Documento4 pagine2201 IntGCSE (9-1) Subject Grade Boundaries V1Fariha RahmanNessuna valutazione finora
- Mathmatcs Joint Form TwoDocumento11 pagineMathmatcs Joint Form TwoNurudi jumaNessuna valutazione finora
- The Rise of Australian NovelDocumento412 pagineThe Rise of Australian NovelSampath Kumar GummadiNessuna valutazione finora
- The Effect of Co-Op Approach in Improving Visual Motor Integration Skills in Children With Learning DisabilityDocumento7 pagineThe Effect of Co-Op Approach in Improving Visual Motor Integration Skills in Children With Learning DisabilityIJAR JOURNALNessuna valutazione finora
- Universitas Tidar: Fakultas Keguruan Dan Ilmu PendidikanDocumento7 pagineUniversitas Tidar: Fakultas Keguruan Dan Ilmu PendidikanTheresia Calcutaa WilNessuna valutazione finora
- UNIT 5-8 PrintingDocumento17 pagineUNIT 5-8 PrintingNOODNessuna valutazione finora
- Debate ReportDocumento15 pagineDebate Reportapi-435309716Nessuna valutazione finora