Potrebbero piacerti anche
- Programador e Operador de Torno A CNC - MCS 505Documento126 pagineProgramador e Operador de Torno A CNC - MCS 505William Giacometti88% (8)
- Processo de trefilação: definição, etapas e equipamentosDocumento5 pagineProcesso de trefilação: definição, etapas e equipamentosRicardo100% (1)
- Usinagem de foguete no torno mecânicoDocumento5 pagineUsinagem de foguete no torno mecânicopaulohndNessuna valutazione finora
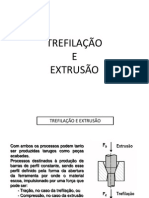
- Trefilação e Extrusão ProcessosDocumento45 pagineTrefilação e Extrusão ProcessosJeiza Prado BittencourtNessuna valutazione finora
- Torno mecânico: definição, partes e operaçõesDocumento83 pagineTorno mecânico: definição, partes e operaçõesclaudioNessuna valutazione finora
- Princípios de Tecnologia de Corte de MetaisDocumento86 paginePrincípios de Tecnologia de Corte de MetaisAlessandro Caetano100% (1)
- CavavoDocumento15 pagineCavavodinnNessuna valutazione finora
- Fundamentos da Usinagem: Processos, Grandezas e Formação de CavacosDocumento34 pagineFundamentos da Usinagem: Processos, Grandezas e Formação de CavacosLula Lele100% (1)
- FRESAGEM: MÁQUINAS E FERRAMENTASDocumento32 pagineFRESAGEM: MÁQUINAS E FERRAMENTASpaulomarquesNessuna valutazione finora
- 07-Usinabilidade Dos MateriaisDocumento28 pagine07-Usinabilidade Dos MateriaisDaniel PontesNessuna valutazione finora
- Brochadeira: história, tipos, brochamento e parâmetrosDocumento47 pagineBrochadeira: história, tipos, brochamento e parâmetrostuna121Nessuna valutazione finora
- Processos de fabricação por usinagemDocumento93 pagineProcessos de fabricação por usinagemEDUARDO NOVAISNessuna valutazione finora
- Parâmetros de corte na usinagemDocumento13 pagineParâmetros de corte na usinagemFilipe Alberto MagalhaesNessuna valutazione finora
- Ferramentas de FuraçãoDocumento0 pagineFerramentas de Furaçãoandreia_janaina9629Nessuna valutazione finora
- Atividade de Usinagem PFMDocumento27 pagineAtividade de Usinagem PFMJhonatan MarquesNessuna valutazione finora
- Torno Limador, Brochamento e BrunimentoDocumento24 pagineTorno Limador, Brochamento e BrunimentoMariana PinttoNessuna valutazione finora
- Aula 1 PneumáticaDocumento20 pagineAula 1 PneumáticaAndré LuisNessuna valutazione finora
- Ensaios e Caracterização de Materiais - SAE 8640Documento23 pagineEnsaios e Caracterização de Materiais - SAE 8640engetarcio100% (1)
- Processo de Fabricação MecânicaDocumento7 pagineProcesso de Fabricação MecânicaTati_MFNessuna valutazione finora
- Apostila Aco Inox Estampagem Parte1Documento0 pagineApostila Aco Inox Estampagem Parte1jzato1379Nessuna valutazione finora
- TORNEAMENTODocumento9 pagineTORNEAMENTOjulia sassaNessuna valutazione finora
- Geometria na cunha cortante das ferramentas de usinagemDocumento33 pagineGeometria na cunha cortante das ferramentas de usinagemcavalc105292Nessuna valutazione finora
- Tipos de fresadoras e suas partesDocumento35 pagineTipos de fresadoras e suas partesRicardo Almeida100% (1)
- Tornos CNC Centur: modelos 30D, 35D, 40, 40A, 45, 50 e 50BBDocumento20 pagineTornos CNC Centur: modelos 30D, 35D, 40, 40A, 45, 50 e 50BBVladimir Colombiano de SouzaNessuna valutazione finora
- Ensaios Mecânicos: Tipos e PropriedadesDocumento40 pagineEnsaios Mecânicos: Tipos e PropriedadesMikhail Tibes SoaresNessuna valutazione finora
- Alumínios e suas ligas: propriedades e aplicaçõesDocumento29 pagineAlumínios e suas ligas: propriedades e aplicaçõeserik bretasNessuna valutazione finora
- Tecnologia Dos Materiais Power PointDocumento78 pagineTecnologia Dos Materiais Power PointCleber da SilvaNessuna valutazione finora
- Serrotes MecânicosDocumento3 pagineSerrotes MecânicosKholen Paulo Benjamim100% (1)
- RectificadorasDocumento48 pagineRectificadorasEtivaldoRodriguesCgNessuna valutazione finora
- Anel GraduadoDocumento5 pagineAnel GraduadoCaio2101Nessuna valutazione finora
- Fresadora e o Processo de FresamentoDocumento19 pagineFresadora e o Processo de FresamentoCassioEM100% (1)
- Operações Mecânicas I - Ajustagem 2Documento21 pagineOperações Mecânicas I - Ajustagem 2Mauricio F CamargoNessuna valutazione finora
- Processos de dobragem e calandragem na UERJDocumento38 pagineProcessos de dobragem e calandragem na UERJneralregoneNessuna valutazione finora
- Torno FresaDocumento106 pagineTorno FresaMauro BussNessuna valutazione finora
- Torno mecânico: operações e partes principaisDocumento302 pagineTorno mecânico: operações e partes principaisRonaldoNessuna valutazione finora
- Manual Cutmaster 60Documento72 pagineManual Cutmaster 60Gilberto Cardoso siqueiraNessuna valutazione finora
- Ferramenta de EstampoDocumento82 pagineFerramenta de EstampoCunha Projetos de Cilindros HidráulicosNessuna valutazione finora
- UsinabilidadeDocumento14 pagineUsinabilidadevictorNessuna valutazione finora
- Manufatura Mecanica TrefilaçãoDocumento53 pagineManufatura Mecanica TrefilaçãoVitor Xavier LimaNessuna valutazione finora
- TUS - Cálculos de rotação e tempo para usinagemDocumento8 pagineTUS - Cálculos de rotação e tempo para usinagemCarlosNessuna valutazione finora
- Tecnologias de Producao Amandio PDFDocumento256 pagineTecnologias de Producao Amandio PDFTechmec MecatronicaNessuna valutazione finora
- Maquinação operaçõesDocumento17 pagineMaquinação operaçõesWant3d Strike100% (1)
- TORNEAMENTODocumento11 pagineTORNEAMENTOFernando AlbertoNessuna valutazione finora
- Afiação FinalDocumento24 pagineAfiação FinalmarinhodorioNessuna valutazione finora
- Régua e mesa de seno para medição angularDocumento5 pagineRégua e mesa de seno para medição angularLuciano BroboskiNessuna valutazione finora
- Aula 14 - EstampagemDocumento40 pagineAula 14 - Estampagemg5045086Nessuna valutazione finora
- Processos de Usinagem EssenciaisDocumento31 pagineProcessos de Usinagem EssenciaisSr_IncrivelNessuna valutazione finora
- FresadoraDocumento14 pagineFresadoraFernando SimõesNessuna valutazione finora
- Normas e processos de soldadura em tanques e tubulaçõesDocumento11 pagineNormas e processos de soldadura em tanques e tubulaçõesQuelton NgulubeNessuna valutazione finora
- Elementos de apoio e elevaçãoDocumento51 pagineElementos de apoio e elevaçãoJunior CostaNessuna valutazione finora
- Fresamento Processos de UsinagemDocumento82 pagineFresamento Processos de UsinagemMarcelo CardosoNessuna valutazione finora
- Formatos especiais no tornoDocumento11 pagineFormatos especiais no tornocaioNessuna valutazione finora
- VekerDocumento10 pagineVekerFabio BarrosoNessuna valutazione finora
- Grade - Técnico Fabricação Mecânica - SenaiDocumento3 pagineGrade - Técnico Fabricação Mecânica - SenaiDavid Aguiar FelicinoNessuna valutazione finora
- Procedimentos de preparação da máquina retificadoraDocumento10 pagineProcedimentos de preparação da máquina retificadoraRenato FerreiraNessuna valutazione finora
- Programação Em Assembly Para O Microcontrolador Pic12f Volume IDa EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume IValutazione: 5 su 5 stelle5/5 (1)
- Conteúdo de Sala USIN IDocumento14 pagineConteúdo de Sala USIN IAnselmo FabrisNessuna valutazione finora
- Processos de usinagem e materiais para ferramentas de corteDocumento85 pagineProcessos de usinagem e materiais para ferramentas de corteassemilNessuna valutazione finora
- Introdução à usinagem: processos, ferramentas e operaçõesDocumento33 pagineIntrodução à usinagem: processos, ferramentas e operaçõesBruno Grebin GasparottoNessuna valutazione finora
- Aula 6-PDCP - Estampagem e TrefilaçãoDocumento33 pagineAula 6-PDCP - Estampagem e TrefilaçãoP110780Nessuna valutazione finora
- Corte IndustrialDocumento22 pagineCorte IndustrialBio HueNessuna valutazione finora
- The Construction of Europe - Primeira Exposição Do Projeto European Digital TreasuresDocumento2 pagineThe Construction of Europe - Primeira Exposição Do Projeto European Digital TreasuresZen_JLNessuna valutazione finora
- 40 Livros Da Editora Da Unicamp Que Vao Facilitar A Sua Vida Na UniversidadeDocumento10 pagine40 Livros Da Editora Da Unicamp Que Vao Facilitar A Sua Vida Na UniversidadeZen_JLNessuna valutazione finora
- Ligando Display LCD 16x2 Ao PIC 16F628A - FilipeFlopDocumento8 pagineLigando Display LCD 16x2 Ao PIC 16F628A - FilipeFlopZen_JLNessuna valutazione finora
- Dicionário Técnico) EletricidadeDocumento7 pagineDicionário Técnico) EletricidadeZen_JLNessuna valutazione finora
- Magic Mini Esfera Star LED 18W DMX (Product - 1462)Documento4 pagineMagic Mini Esfera Star LED 18W DMX (Product - 1462)Zen_JLNessuna valutazione finora
- Funcionamento MTIDocumento15 pagineFuncionamento MTIDaniel BrazilNessuna valutazione finora
- ILUMNACAO LED-catalogo) 58618 Ledvance Lum Wave 4 Julho 18Documento60 pagineILUMNACAO LED-catalogo) 58618 Ledvance Lum Wave 4 Julho 18Zen_JLNessuna valutazione finora
- Conheça A Franzininho e Monte Seu Próprio Arduino - FilipeFlopDocumento5 pagineConheça A Franzininho e Monte Seu Próprio Arduino - FilipeFlopZen_JLNessuna valutazione finora
- Utilizando PIC 16F628A Com Push-Button e Leds - FilipeFlopDocumento8 pagineUtilizando PIC 16F628A Com Push-Button e Leds - FilipeFlopZen_JLNessuna valutazione finora
- Regulamento Geral Do Ruído) DL N.º 9-2007, de 17 de JaneiroDocumento8 pagineRegulamento Geral Do Ruído) DL N.º 9-2007, de 17 de JaneiroZen_JLNessuna valutazione finora
- Custos - Você Sabe o São Custos Fixos, Variáveis, Diretos e IndiretosDocumento9 pagineCustos - Você Sabe o São Custos Fixos, Variáveis, Diretos e IndiretosZen_JLNessuna valutazione finora
- Quanto Dura Uma Pilha - Não EscutoDocumento3 pagineQuanto Dura Uma Pilha - Não EscutoZen_JLNessuna valutazione finora
- Arquivos PDFDocumento3 pagineArquivos PDFZen_JLNessuna valutazione finora
- Fisica Termica Teorica e ExperimentalDocumento152 pagineFisica Termica Teorica e ExperimentalZen_JLNessuna valutazione finora
- Como Fazer Uma CitaçãoDocumento1 paginaComo Fazer Uma CitaçãoZen_JLNessuna valutazione finora
- Como Fazer Uma CitaçãoDocumento1 paginaComo Fazer Uma CitaçãoZen_JLNessuna valutazione finora
- Calculo 2103333440Documento39 pagineCalculo 2103333440Nathan DoyleNessuna valutazione finora
- CLASUS MORE C-300, C-400, C-450 - Manual Do UtilizadorDocumento39 pagineCLASUS MORE C-300, C-400, C-450 - Manual Do UtilizadorZen_JLNessuna valutazione finora
- FundAlumínioDocumento35 pagineFundAlumíniorvincenziNessuna valutazione finora
- MSC Ermatias (Tese Mestrado e-GRAFCET) OkDocumento138 pagineMSC Ermatias (Tese Mestrado e-GRAFCET) OkZen_JLNessuna valutazione finora
- Verbatim MediaStation HD DVR User Guide PORTUGUESEDocumento37 pagineVerbatim MediaStation HD DVR User Guide PORTUGUESEZen_JLNessuna valutazione finora
- Lei de Ohm-TABELADocumento1 paginaLei de Ohm-TABELAZen_JLNessuna valutazione finora
- Configuração de comando de motor de passo AB60D1472Documento45 pagineConfiguração de comando de motor de passo AB60D1472Zen_JLNessuna valutazione finora
- Cálculo de UsinagemDocumento9 pagineCálculo de Usinagemmaicon100% (1)
- Riscos e medidas de segurança na oficina mecânicaDocumento3 pagineRiscos e medidas de segurança na oficina mecânicaAdony AmorimNessuna valutazione finora
- 4 - Introdução Ao TorneamentoDocumento23 pagine4 - Introdução Ao TorneamentoEdmarLimaNessuna valutazione finora
- Manutencao 30manu2Documento8 pagineManutencao 30manu2Profissional SENAINessuna valutazione finora
- Avaliação de Usinagem com Questões TécnicasDocumento5 pagineAvaliação de Usinagem com Questões TécnicasGUILHERME MARQUES BOLOGNESINessuna valutazione finora
- Aula 8-9 Usinagem e Geometria da FerramentaDocumento9 pagineAula 8-9 Usinagem e Geometria da FerramentaClaimir GuinzelliNessuna valutazione finora
- Introdução aos eixos primários e secundários em CNCDocumento30 pagineIntrodução aos eixos primários e secundários em CNCHenrique Timm da SilvaNessuna valutazione finora
- Proteo PC CNC Programming Manual (REV A) PDFDocumento194 pagineProteo PC CNC Programming Manual (REV A) PDFEMERSONNessuna valutazione finora
- Tornos CNC Centur: modelos 30D, 35D, 40, 40A, 45, 50 e 50BBDocumento20 pagineTornos CNC Centur: modelos 30D, 35D, 40, 40A, 45, 50 e 50BBVladimir Colombiano de SouzaNessuna valutazione finora
- Machsystem Coletor de Oleo Oil Skimmer Tipo Disco Osd Oil Skimmer Machsystem Catalogo 940215Documento2 pagineMachsystem Coletor de Oleo Oil Skimmer Tipo Disco Osd Oil Skimmer Machsystem Catalogo 940215Fabinho GarciaNessuna valutazione finora
- Torno CNC Romi CenturDocumento20 pagineTorno CNC Romi CenturFernandoNessuna valutazione finora
- Apostila Solidcam TorneamentoDocumento39 pagineApostila Solidcam Torneamentocampos_guilherme6742100% (2)
- Ds Romi GL 280m Po Aj Final BXDocumento12 pagineDs Romi GL 280m Po Aj Final BXPauloEduardoCostaNessuna valutazione finora
- Soluções para UsinagemDocumento52 pagineSoluções para UsinagemAlex BaptistaNessuna valutazione finora
- Mandriladoras emDocumento13 pagineMandriladoras emMilton HenriqueNessuna valutazione finora
- Usinagem Grandezas CorteDocumento7 pagineUsinagem Grandezas CortekolarovicNessuna valutazione finora
- Apostila Torno CompletaDocumento72 pagineApostila Torno CompletaAdriano Gaio100% (1)
- Formatos especiais no tornoDocumento11 pagineFormatos especiais no tornocaioNessuna valutazione finora
- Torno bancada introdução componentes segurançaDocumento5 pagineTorno bancada introdução componentes segurançamaritutisNessuna valutazione finora
- Automação de processos de torneamento industrialDocumento51 pagineAutomação de processos de torneamento industrialmouraegpNessuna valutazione finora
- Prova (AV1)Documento7 pagineProva (AV1)Marcel Freitas De SouzaNessuna valutazione finora
- Exercicios Avaliativos Fabricação MecânicaDocumento3 pagineExercicios Avaliativos Fabricação MecânicaAngela Garcia100% (1)
- Apresentação Sobre TornosDocumento24 pagineApresentação Sobre TornosWilliam OliveiraNessuna valutazione finora
- fg004 5d26374964d88Documento46 paginefg004 5d26374964d88Claudio Gomes JuniorNessuna valutazione finora
- A-12-02809 ToolingSystems13 PT LRDocumento1.576 pagineA-12-02809 ToolingSystems13 PT LRAmândio Pinto0% (1)
- Evolução do torno mecânicoDocumento2 pagineEvolução do torno mecânicoFelipe Dornellas SilvaNessuna valutazione finora
- Form pp1Documento2 pagineForm pp1Juliano Aleoni FerreiraNessuna valutazione finora