Potrebbero piacerti anche
- Pocket Guide to Flanges, Fittings, and Piping DataDa EverandPocket Guide to Flanges, Fittings, and Piping DataValutazione: 3.5 su 5 stelle3.5/5 (22)
- Astm A105, A105mDocumento5 pagineAstm A105, A105mMike Dukas0% (1)
- Astm A 105 - 2010Documento5 pagineAstm A 105 - 2010Guido KünstlerNessuna valutazione finora
- Astm A105Documento5 pagineAstm A105Ali ArsalanNessuna valutazione finora
- A105a105m 14Documento5 pagineA105a105m 14Dasa HaryuwibawaNessuna valutazione finora
- A0105 A0105m-11aDocumento5 pagineA0105 A0105m-11aFernandoNessuna valutazione finora
- Astm A0105&a0105m-14Documento5 pagineAstm A0105&a0105m-14Emy SumartiniNessuna valutazione finora
- A105a105m 14Documento5 pagineA105a105m 14nitin parmarNessuna valutazione finora
- Astm A105 2014Documento5 pagineAstm A105 2014duvanp92Nessuna valutazione finora
- Astm A105Documento5 pagineAstm A105ahmad0% (1)
- Carbon Steel Forgings For Piping ApplicationsDocumento5 pagineCarbon Steel Forgings For Piping ApplicationsFYNessuna valutazione finora
- ASTM A105 Material Properties Asme b16.5 - Shijiazhuang Metalsin Pipeline Tech Co., LTDDocumento5 pagineASTM A105 Material Properties Asme b16.5 - Shijiazhuang Metalsin Pipeline Tech Co., LTDYilia WangNessuna valutazione finora
- Astm 105 ADocumento5 pagineAstm 105 Apaty_cm2Nessuna valutazione finora
- Carbon Steel Forgings For Piping ApplicationsDocumento5 pagineCarbon Steel Forgings For Piping ApplicationsEmylin BarlowNessuna valutazione finora
- Carbon Steel Forgings For Piping ApplicationsDocumento5 pagineCarbon Steel Forgings For Piping ApplicationsMaki Salim HussainNessuna valutazione finora
- Astm 105Documento5 pagineAstm 105JOSEPH REFUERZONessuna valutazione finora
- Astm A105Documento5 pagineAstm A105mahamad AziNessuna valutazione finora
- Astm A105-2001 PDFDocumento4 pagineAstm A105-2001 PDFMohammed TariqNessuna valutazione finora
- Astm A105a105m-14Documento5 pagineAstm A105a105m-14Clayton CunhaNessuna valutazione finora
- Astm A105 2021Documento5 pagineAstm A105 2021Pedrito Calapucha100% (2)
- This Study Resource Was Shared Via: Carbon Steel Forgings For Piping ApplicationsDocumento5 pagineThis Study Resource Was Shared Via: Carbon Steel Forgings For Piping ApplicationsMuñes santiagoNessuna valutazione finora
- Astm A105-A105m-21Documento5 pagineAstm A105-A105m-21Nicolas CgNessuna valutazione finora
- Carbon Steel Forgings For Piping ApplicationsDocumento5 pagineCarbon Steel Forgings For Piping Applicationssharon blushteinNessuna valutazione finora
- Carbon Steel Forgings For Piping ApplicationsDocumento1 paginaCarbon Steel Forgings For Piping ApplicationsShahid RehmanNessuna valutazione finora
- Astm A105 - 05Documento5 pagineAstm A105 - 05Stéphane LevasseurNessuna valutazione finora
- Carbon Steel Forgings For Piping ApplicationsDocumento5 pagineCarbon Steel Forgings For Piping ApplicationsMartuaHaojahanSaragihSidabutarNessuna valutazione finora
- Astm A105 PDFDocumento7 pagineAstm A105 PDFdantorrelio89Nessuna valutazione finora
- Astm A 234 - 2010Documento8 pagineAstm A 234 - 2010Guido KünstlerNessuna valutazione finora
- Astm A 234Documento8 pagineAstm A 234Mohamed Salah PetitNessuna valutazione finora
- Common Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsDocumento9 pagineCommon Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsradziNessuna valutazione finora
- Astm A961-19Documento9 pagineAstm A961-19geraldo leoncioNessuna valutazione finora
- ASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-TempDocumento9 pagineASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-Tempnse mcxNessuna valutazione finora
- Astm A234-2015Documento9 pagineAstm A234-2015Sam WeberNessuna valutazione finora
- Astm A234Documento8 pagineAstm A234Hamza Ali KhanNessuna valutazione finora
- Astm A234-16Documento9 pagineAstm A234-16romerobernaNessuna valutazione finora
- Astm A961-21Documento9 pagineAstm A961-21bdr85Nessuna valutazione finora
- Astm A234 PDFDocumento9 pagineAstm A234 PDFJuan Hernández Hernández100% (1)
- Astm A961-21Documento9 pagineAstm A961-21psytembeNessuna valutazione finora
- ASTM A182 - 2009aDocumento18 pagineASTM A182 - 2009aLeonardo R. GonçalvesNessuna valutazione finora
- Astm A216Documento4 pagineAstm A216salazaralexi100% (1)
- Astm A 234 A234m-15Documento9 pagineAstm A 234 A234m-15Mohammed AliNessuna valutazione finora
- Astm A105 A105m 21Documento5 pagineAstm A105 A105m 21miraclemj35Nessuna valutazione finora
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocumento6 paginePiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceAdrian RenteriaNessuna valutazione finora
- A234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFDocumento9 pagineA234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFRony YudaNessuna valutazione finora
- A 234 A 234M Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocumento8 pagineA 234 A 234M Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceILSEN N. DAETNessuna valutazione finora
- Astm A234-A234m-06Documento8 pagineAstm A234-A234m-06NadhiraNessuna valutazione finora
- Astm A234 A234m - 20252 PDFDocumento9 pagineAstm A234 A234m - 20252 PDFJ.J. EngineeringNessuna valutazione finora
- Carbon and Alloy Steel Forgings For Pipe Flanges, Fittings, Valves, and Parts For High-Pressure Transmission ServiceDocumento4 pagineCarbon and Alloy Steel Forgings For Pipe Flanges, Fittings, Valves, and Parts For High-Pressure Transmission ServiceNasrin AkhondiNessuna valutazione finora
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocumento9 paginePiping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceIsmail TpNessuna valutazione finora
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocumento10 paginePiping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceNagLakshmananNessuna valutazione finora
- Pages From ASME IIA Begin To SA450Documento1 paginaPages From ASME IIA Begin To SA450Waqas WaqasNessuna valutazione finora
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocumento8 paginePiping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Servicesharon blushteinNessuna valutazione finora
- Astm A234-23Documento10 pagineAstm A234-23fadfadg2Nessuna valutazione finora
- Astm A420a420m-16Documento6 pagineAstm A420a420m-16arcadiosco100% (1)
- A182 PDFDocumento19 pagineA182 PDFالGINIRAL FREE FIRE100% (2)
- A234a234m 14Documento9 pagineA234a234m 14nitin.mechNessuna valutazione finora
- A 234 - A 234M - 17 PDFDocumento9 pagineA 234 - A 234M - 17 PDFأسامة وحيد الدين رمضانNessuna valutazione finora
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDa EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNessuna valutazione finora
- All-in-One Manual of Industrial Piping Practice and MaintenanceDa EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceValutazione: 5 su 5 stelle5/5 (1)
- G1-03 (Reapproved 2017) E1Documento9 pagineG1-03 (Reapproved 2017) E1Aries MarteNessuna valutazione finora
- QW-484 Weldwer Performanc E Qualificatio S (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code) Test DescriptionDocumento2 pagineQW-484 Weldwer Performanc E Qualificatio S (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code) Test DescriptionAries MarteNessuna valutazione finora
- Conducting Corrosion Tests in Field Applications: Standard Guide ForDocumento9 pagineConducting Corrosion Tests in Field Applications: Standard Guide ForAries MarteNessuna valutazione finora
- Machote WPQ SoldadoresDocumento17 pagineMachote WPQ SoldadoresAries MarteNessuna valutazione finora
- WPS-P1P1-02 R0 Smaw Saw PWHTDocumento3 pagineWPS-P1P1-02 R0 Smaw Saw PWHTAries MarteNessuna valutazione finora
- 000.100.0071 Instructions For Preparing A Project Scope of Work (SOW) PDFDocumento9 pagine000.100.0071 Instructions For Preparing A Project Scope of Work (SOW) PDFAries MarteNessuna valutazione finora
- Qw-483 (Back) : Specimen No. Width Thickness Area Ultimate Total Load Ultimate Unit Stress, (Psi or Mpa)Documento8 pagineQw-483 (Back) : Specimen No. Width Thickness Area Ultimate Total Load Ultimate Unit Stress, (Psi or Mpa)Aries MarteNessuna valutazione finora
- Seccion 4 Author and ResponsDocumento1 paginaSeccion 4 Author and ResponsAries MarteNessuna valutazione finora
- Brochure Roll Bonded Clad Plates EDocumento36 pagineBrochure Roll Bonded Clad Plates EAries MarteNessuna valutazione finora
- Seccion 5 Organization ChartDocumento1 paginaSeccion 5 Organization ChartAries MarteNessuna valutazione finora
- Edition No.2 Section No.3 Revision: 1 Page 1 of 1: Constructora Hostotipaquillo, S.A. de C.VDocumento1 paginaEdition No.2 Section No.3 Revision: 1 Page 1 of 1: Constructora Hostotipaquillo, S.A. de C.VAries MarteNessuna valutazione finora
- Flux Lincoln 860Documento2 pagineFlux Lincoln 860Aries MarteNessuna valutazione finora
- Seccion 4 Author and ResponsDocumento1 paginaSeccion 4 Author and ResponsAries MarteNessuna valutazione finora
- Seccion 1 Cover Page CDocumento1 paginaSeccion 1 Cover Page CAries MarteNessuna valutazione finora
- Hydrostatic Test Procedure: Costructora Hostotipaquillo, S.A. de C.VDocumento5 pagineHydrostatic Test Procedure: Costructora Hostotipaquillo, S.A. de C.VAries MarteNessuna valutazione finora
- Penetrante CantescoDocumento1 paginaPenetrante CantescoAries MarteNessuna valutazione finora
- Procedure Coded Marking.Documento4 pagineProcedure Coded Marking.Aries MarteNessuna valutazione finora
- Liquid Penetrant Examination, Color Contrast Technique: Constructora Hostotipaquillo, S.A. de C.VDocumento7 pagineLiquid Penetrant Examination, Color Contrast Technique: Constructora Hostotipaquillo, S.A. de C.VAries MarteNessuna valutazione finora
- Liquid Penetrant Examination, Color Contrast Technique: Constructora Hostotipaquillo, S.A. de C.VDocumento7 pagineLiquid Penetrant Examination, Color Contrast Technique: Constructora Hostotipaquillo, S.A. de C.VAries MarteNessuna valutazione finora
- Shell Gadus S2 OG Clear Oil 20000Documento2 pagineShell Gadus S2 OG Clear Oil 20000Xavier DiazNessuna valutazione finora
- Chapter 3 - Calculations With Chemical FormulasDocumento24 pagineChapter 3 - Calculations With Chemical FormulasHomer KindNessuna valutazione finora
- 3rd Quarter Science 8Documento50 pagine3rd Quarter Science 8John Ryan PiolNessuna valutazione finora
- 2005-Bonalde-Kinetic Analysis of The Iron Oxide Reduction Using Hydrogen-Carbon Monoxide Mixtures As Reducing AgentDocumento6 pagine2005-Bonalde-Kinetic Analysis of The Iron Oxide Reduction Using Hydrogen-Carbon Monoxide Mixtures As Reducing AgentRubin ZengNessuna valutazione finora
- Air Pollution - A Review: October 2020Documento29 pagineAir Pollution - A Review: October 2020NasrinTalebpourNessuna valutazione finora
- Physics For Scientists and Engineers, 6e: Chapter 41 - Quantum MechanicsDocumento15 paginePhysics For Scientists and Engineers, 6e: Chapter 41 - Quantum MechanicsTom TrầnNessuna valutazione finora
- Maktab Rendah Sains Mara Peperiksaan Sijil Pendidikan MRSM 2015Documento28 pagineMaktab Rendah Sains Mara Peperiksaan Sijil Pendidikan MRSM 2015Zaza MawarNessuna valutazione finora
- TDS-Dow SPECFIL FT630 & SPECFIL FE100-EN - 20181226Documento2 pagineTDS-Dow SPECFIL FT630 & SPECFIL FE100-EN - 20181226Mallampati RamakrishnaNessuna valutazione finora
- ứng dụng de novo trong điều trị SAR-CoV-2Documento35 pagineứng dụng de novo trong điều trị SAR-CoV-2Beo NguyễnNessuna valutazione finora
- Development of The Model of The AtomDocumento2 pagineDevelopment of The Model of The AtomshamshadNessuna valutazione finora
- Ques Paper 2-XI-ENGDocumento8 pagineQues Paper 2-XI-ENGKrish VermaNessuna valutazione finora
- Chemistry Investigatory Project 2017-18Documento29 pagineChemistry Investigatory Project 2017-18Ashok KumarNessuna valutazione finora
- Studies in Optimization of Non Aqueous Film Coating Parameters PDFDocumento7 pagineStudies in Optimization of Non Aqueous Film Coating Parameters PDFTiara Anindita NugrohoNessuna valutazione finora
- Sample Problem 1: X Direction X Direction XDocumento4 pagineSample Problem 1: X Direction X Direction XHarold MangaNessuna valutazione finora
- Special Issue Honoring Don Mackay: Oil Spill Impact Modeling: Development and ValidationDocumento16 pagineSpecial Issue Honoring Don Mackay: Oil Spill Impact Modeling: Development and Validationbrice mouadjeNessuna valutazione finora
- What Is Design Interpretation?Documento15 pagineWhat Is Design Interpretation?dhirajNessuna valutazione finora
- DPP 9Documento3 pagineDPP 9Sarvesh DubeyNessuna valutazione finora
- EPRIDocumento52 pagineEPRIDurga Prasad100% (2)
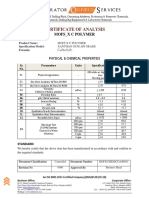
- Certificate of Analysis: Mofs - X C PolymerDocumento1 paginaCertificate of Analysis: Mofs - X C PolymerPranav DubeyNessuna valutazione finora
- Produktblatt Auruna 215 en Screen 20190416Documento2 pagineProduktblatt Auruna 215 en Screen 20190416Abdulrahman JradiNessuna valutazione finora
- 11718-Article Text-42418-1-10-20161220Documento7 pagine11718-Article Text-42418-1-10-20161220BibahNessuna valutazione finora
- 3D-QSAR in Drug Design Hugo Kubini Vol. 3Documento364 pagine3D-QSAR in Drug Design Hugo Kubini Vol. 3vbalaramnavar100% (1)
- Protego 2020 - 21Documento429 pagineProtego 2020 - 21jleonclau1Nessuna valutazione finora
- Potent Antimutagenic Activity of White Tea in Comparison With Green Tea in The Salmonella AssayDocumento15 paginePotent Antimutagenic Activity of White Tea in Comparison With Green Tea in The Salmonella AssayPhan Anh TrịnhNessuna valutazione finora
- MOSFET Round 1 (Done)Documento12 pagineMOSFET Round 1 (Done)Inimai SubramanianNessuna valutazione finora
- Project Report AdsorptionDocumento9 pagineProject Report AdsorptionKajal panchalNessuna valutazione finora
- T5300 Titan Superflex WhiteDocumento8 pagineT5300 Titan Superflex WhiteLola TesieNessuna valutazione finora
- Aeroshell Grease 7Documento2 pagineAeroshell Grease 7Younggi ChoiNessuna valutazione finora
- Innovation of LNGCDocumento63 pagineInnovation of LNGCpadangiringNessuna valutazione finora
- Papercrete4 PDFDocumento9 paginePapercrete4 PDFPrasad TekadeNessuna valutazione finora