Potrebbero piacerti anche
- DIN en ISO 1101 Berichtigung 1 (2011-10) Geometrical Product Specifications (GPS) - Geometrical TolerancingDocumento2 pagineDIN en ISO 1101 Berichtigung 1 (2011-10) Geometrical Product Specifications (GPS) - Geometrical Tolerancingloud_storm0% (1)
- Irina Maleeva - Ariel Snowflake x6 - ENG - FreeDocumento4 pagineIrina Maleeva - Ariel Snowflake x6 - ENG - FreeMarinaKorzinaNessuna valutazione finora
- 3 Surface Roughness SymbolsDocumento7 pagine3 Surface Roughness SymbolsAMIRHUSAIN MOMINNessuna valutazione finora
- Iso 104-2002 PDFDocumento20 pagineIso 104-2002 PDFsandip277Nessuna valutazione finora
- Surface Vehicle Standard: Rev. SEP81Documento42 pagineSurface Vehicle Standard: Rev. SEP81anupthattaNessuna valutazione finora
- Oxygen-Free Copper in Wrought Forms For Electron DevicesDocumento6 pagineOxygen-Free Copper in Wrought Forms For Electron DevicesErick Vargas100% (1)
- Unified Thread StandardDocumento4 pagineUnified Thread StandardFredNessuna valutazione finora
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocumento7 pagineFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganNessuna valutazione finora
- International Standard: Cylindrical Gears For General and Heavy Engineering - Standard Basic Rack Tooth ProfileDocumento10 pagineInternational Standard: Cylindrical Gears For General and Heavy Engineering - Standard Basic Rack Tooth ProfileGonzalo_Fernandez84Nessuna valutazione finora
- Contemporary Philippine Arts From The Regions: Quarter 2 - Module 9 Different Contemporary Art Techniques and PerformanceDocumento25 pagineContemporary Philippine Arts From The Regions: Quarter 2 - Module 9 Different Contemporary Art Techniques and PerformanceGrace06 Labin100% (7)
- Spline Program Ver 1.1Documento7 pagineSpline Program Ver 1.1Ozeias CardosoNessuna valutazione finora
- Brochure Roundness BookletDocumento12 pagineBrochure Roundness BookletImm Yoon-AhNessuna valutazione finora
- Surface Roughness Parameters - ENDocumento14 pagineSurface Roughness Parameters - ENNarcisDanielPetreaNessuna valutazione finora
- CH4 1 Welding Joint SymbolsDocumento32 pagineCH4 1 Welding Joint SymbolsGuillermo MartínezNessuna valutazione finora
- Process Specification For The Heat Treatment of Steel AlloysDocumento12 pagineProcess Specification For The Heat Treatment of Steel AlloystetirichieNessuna valutazione finora
- JIS B0419-1991 (Dung Sai Kich Thuoc)Documento1 paginaJIS B0419-1991 (Dung Sai Kich Thuoc)Giang Nguyễn BáNessuna valutazione finora
- Roughness Parameters Poster 10037103 07 2008Documento1 paginaRoughness Parameters Poster 10037103 07 2008jok1974Nessuna valutazione finora
- Surface RoughnessDocumento35 pagineSurface Roughnessds_srinivasNessuna valutazione finora
- SAE J1926, MS 16142 - CuttersDocumento11 pagineSAE J1926, MS 16142 - CutterspbsurfNessuna valutazione finora
- Gamak MotorDocumento34 pagineGamak MotorCengiz Sezer100% (1)
- ISO-10664Documento10 pagineISO-10664Daniel Quijada LucarioNessuna valutazione finora
- 12.5 Collision Theory - ChemistryDocumento15 pagine12.5 Collision Theory - ChemistryAri CleciusNessuna valutazione finora
- 1984 Surf Roughness PGDocumento8 pagine1984 Surf Roughness PGHussn YazdanNessuna valutazione finora
- 1984 Surf Roughness PGDocumento8 pagine1984 Surf Roughness PGSajjan SNessuna valutazione finora
- Surface Vehicle Standardsta Ndard: Rev. DEC83Documento11 pagineSurface Vehicle Standardsta Ndard: Rev. DEC83san moedano100% (1)
- Sae 442Documento8 pagineSae 442miguelyzrNessuna valutazione finora
- Iso 286-1-2010 (01-16)Documento16 pagineIso 286-1-2010 (01-16)breiner acostaNessuna valutazione finora
- Motif Parameters of ISO 12085: '96Documento2 pagineMotif Parameters of ISO 12085: '96ubllc100% (1)
- Parameters Mahr Roughness PDFDocumento19 pagineParameters Mahr Roughness PDFCarlos RamirezNessuna valutazione finora
- Astm A313 2003Documento7 pagineAstm A313 2003ArefkhanNessuna valutazione finora
- Explanation of Surface RoughnessDocumento8 pagineExplanation of Surface RoughnessN.Palaniappan100% (6)
- Surface Finish TerminologyDocumento30 pagineSurface Finish TerminologyXin YuNessuna valutazione finora
- Iso 3601-02 O-RingsDocumento52 pagineIso 3601-02 O-RingsEfabind OtNessuna valutazione finora
- Astm A463Documento7 pagineAstm A463pedro muñozNessuna valutazione finora
- ISO Tolerance Part 1 PDFDocumento34 pagineISO Tolerance Part 1 PDFMircea CiprianNessuna valutazione finora
- From Input To Affordance: Social-Interactive Learning From An Ecological Perspective Leo Van Lier Monterey Institute Oflntemational StudiesDocumento15 pagineFrom Input To Affordance: Social-Interactive Learning From An Ecological Perspective Leo Van Lier Monterey Institute Oflntemational StudiesKayra MoslemNessuna valutazione finora
- QuickGuide SurftestDocumento2 pagineQuickGuide SurftestHeineken Ya PraneetpongrungNessuna valutazione finora
- Saej 476 Av 001Documento47 pagineSaej 476 Av 001Aditi Garg100% (1)
- Jsae Jaso c615-1989Documento18 pagineJsae Jaso c615-1989pranayNessuna valutazione finora
- Geometric dimensioning and tolerancing Second EditionDa EverandGeometric dimensioning and tolerancing Second EditionNessuna valutazione finora
- Surface Finish NotesDocumento8 pagineSurface Finish NotesSuhailshah1234Nessuna valutazione finora
- Stepan Formulation 926Documento2 pagineStepan Formulation 926Moaz SiddigNessuna valutazione finora
- Gear and Spline InspectionDocumento12 pagineGear and Spline InspectionAtulNessuna valutazione finora
- 1984 Surf Roughness PGDocumento8 pagine1984 Surf Roughness PGMaey AkimNessuna valutazione finora
- Electric-Resistance-Welded Steel Pipe: Standard Specification ForDocumento9 pagineElectric-Resistance-Welded Steel Pipe: Standard Specification Foramit02mechNessuna valutazione finora
- Preview - ANSI AGMA ISO 1328-1-B14Documento8 paginePreview - ANSI AGMA ISO 1328-1-B14SyEd HiqmathNessuna valutazione finora
- APQP+PPAP QuestionnaireDocumento3 pagineAPQP+PPAP Questionnaireamit02mech0% (1)
- Microinclusion Evaluation Using Various StandardsDocumento12 pagineMicroinclusion Evaluation Using Various StandardsSinan Chen100% (1)
- Iso 14660 2 1999Documento6 pagineIso 14660 2 1999LipikaNessuna valutazione finora
- DIN ISO Equivalent FastenersDocumento12 pagineDIN ISO Equivalent FastenersGunnie PandherNessuna valutazione finora
- Saej1459v004 PDFDocumento9 pagineSaej1459v004 PDFvishalNessuna valutazione finora
- Ball Joint TesterDocumento3 pagineBall Joint TesterManikanta MechNessuna valutazione finora
- AN834 Rev9Documento36 pagineAN834 Rev9MAI_QualityNessuna valutazione finora
- Study Concerning The Ball Joint Functionality of A Vehicle Steering SystemDocumento6 pagineStudy Concerning The Ball Joint Functionality of A Vehicle Steering SystemnicusorbarNessuna valutazione finora
- Sampling Plan PDFDocumento3 pagineSampling Plan PDFamitNessuna valutazione finora
- Din 8140 AmecoilDocumento1 paginaDin 8140 Amecoiljuanpalomo74Nessuna valutazione finora
- Is 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelDocumento11 pagineIs 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelVISHAL kUMARNessuna valutazione finora
- Preventing Scale Loss During Heat Treatment & Hot Forging - With ImagesDocumento17 paginePreventing Scale Loss During Heat Treatment & Hot Forging - With ImagesSrikar Shenoy100% (1)
- Iso 15422.2003Documento24 pagineIso 15422.2003amit02mechNessuna valutazione finora
- The Commercial Vehicle: An IntroductionDocumento24 pagineThe Commercial Vehicle: An IntroductionPawan Kumar Gupta100% (1)
- Source: Https://assist - Dla.mil - Downloaded: 2017-12-05T21:08Z Check The Source To Verify That This Is The Current Version Before UseDocumento6 pagineSource: Https://assist - Dla.mil - Downloaded: 2017-12-05T21:08Z Check The Source To Verify That This Is The Current Version Before UseJoey ThomannNessuna valutazione finora
- Calipers, Micrometers, Indicators (PDFDrive)Documento597 pagineCalipers, Micrometers, Indicators (PDFDrive)Anonymous UXu3EGRNessuna valutazione finora
- Engineering Standards: Material Specification Metals GM6435MDocumento6 pagineEngineering Standards: Material Specification Metals GM6435MAkmal NizametdinovNessuna valutazione finora
- Automobile Vibration AnalysisDocumento18 pagineAutomobile Vibration AnalysisDavid PomaNessuna valutazione finora
- CI Properties TTT CompiledDocumento8 pagineCI Properties TTT CompiledRajesh N Priya GopinathanNessuna valutazione finora
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Da EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNessuna valutazione finora
- Precise Roughness Measurement: Surface Texture Parameters in PracticeDocumento14 paginePrecise Roughness Measurement: Surface Texture Parameters in PracticeVikram BillalNessuna valutazione finora
- Data-Sheet Slip JointDocumento4 pagineData-Sheet Slip Jointamit02mechNessuna valutazione finora
- Azu TD 9502612 Sip1 M PDFDocumento276 pagineAzu TD 9502612 Sip1 M PDFamit02mechNessuna valutazione finora
- Iso 15422.2003Documento24 pagineIso 15422.2003amit02mechNessuna valutazione finora
- Comparasion SS153MA To SS304Documento1 paginaComparasion SS153MA To SS304amit02mechNessuna valutazione finora
- Cynosure Starlux 500 Palomar Technical Service ManualDocumento47 pagineCynosure Starlux 500 Palomar Technical Service ManualJF SilvaNessuna valutazione finora
- June 2021 QP - Paper 1 (H) Edexcel Chemistry GCSEDocumento28 pagineJune 2021 QP - Paper 1 (H) Edexcel Chemistry GCSEmiapoppycollinsNessuna valutazione finora
- Chapter 7 - Muscular SystemDocumento29 pagineChapter 7 - Muscular SystemlNessuna valutazione finora
- Socialized HousingDocumento48 pagineSocialized HousingJessieReiVicedoNessuna valutazione finora
- Indor Lighting DesignDocumento33 pagineIndor Lighting DesignRajesh MalikNessuna valutazione finora
- Ad149 Manual RDocumento69 pagineAd149 Manual RCharityNessuna valutazione finora
- Gypsum Plasterboard: National Standard of The People'S Republic of ChinaDocumento15 pagineGypsum Plasterboard: National Standard of The People'S Republic of ChinaGarry100% (2)
- Biology Accel Syllabus 2011-2012Documento3 pagineBiology Accel Syllabus 2011-2012Mike DeleonNessuna valutazione finora
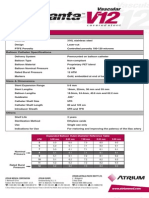
- Advanta V12 Data SheetDocumento2 pagineAdvanta V12 Data SheetJuliana MiyagiNessuna valutazione finora
- The Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantDocumento7 pagineThe Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantHannilyn Caldeo100% (2)
- Lesson 1 Chapter 9 ErosiondepositionDocumento1 paginaLesson 1 Chapter 9 Erosiondepositionapi-249320969Nessuna valutazione finora
- Kindergarten Math Problem of The Day December ActivityDocumento5 pagineKindergarten Math Problem of The Day December ActivityiammikemillsNessuna valutazione finora
- Sony Cdm82a 82b Cmt-hpx11d Hcd-hpx11d Mechanical OperationDocumento12 pagineSony Cdm82a 82b Cmt-hpx11d Hcd-hpx11d Mechanical OperationDanNessuna valutazione finora
- Niir Integrated Organic Farming Handbook PDFDocumento13 pagineNiir Integrated Organic Farming Handbook PDFNatalieNessuna valutazione finora
- Math COT 3Documento18 pagineMath COT 3Icy Mae SenadosNessuna valutazione finora
- Fulltext 4 PDFDocumento4 pagineFulltext 4 PDFSubhadip Banerjee0% (1)
- 3 Tasks and ANS - Gamma Maths PDFDocumento6 pagine3 Tasks and ANS - Gamma Maths PDFNora ZhangNessuna valutazione finora
- Drilling & GroutingDocumento18 pagineDrilling & GroutingSantosh Laxman PatilNessuna valutazione finora
- Shree New Price List 2016-17Documento13 pagineShree New Price List 2016-17ontimeNessuna valutazione finora
- Douluo Dalu Volume 05 - Star Dou Forest PDFDocumento141 pagineDouluo Dalu Volume 05 - Star Dou Forest PDFRay Joseph LealNessuna valutazione finora
- Syllabus Unit Iv Unit Commitment and Economic DispatchDocumento23 pagineSyllabus Unit Iv Unit Commitment and Economic DispatchBALAKRISHNANNessuna valutazione finora
- Percent by VolumeDocumento19 paginePercent by VolumeSabrina LavegaNessuna valutazione finora
- The Indian Mining Sector: Effects On The Environment & FDI InflowsDocumento10 pagineThe Indian Mining Sector: Effects On The Environment & FDI InflowsMehul MandanakaNessuna valutazione finora
- Improve On-Time DeliveriesDocumento24 pagineImprove On-Time DeliveriesUdayNessuna valutazione finora