Potrebbero piacerti anche
- Grupo 04 Presion Lateral de Tierra 1 Huaman Ccente Gsutavo y Arce Gomez FaustinoDocumento32 pagineGrupo 04 Presion Lateral de Tierra 1 Huaman Ccente Gsutavo y Arce Gomez FaustinoFaustino Arce GomezNessuna valutazione finora
- Ensamblaje de ComputadorasDocumento39 pagineEnsamblaje de ComputadorasFaustino Arce Gomez100% (1)
- Elabore Un Esquema o Mapa Temático de Los Principios de La Ley de Seguridad y Salud en El Trabajo.Documento1 paginaElabore Un Esquema o Mapa Temático de Los Principios de La Ley de Seguridad y Salud en El Trabajo.Faustino Arce GomezNessuna valutazione finora
- Tecnologia de Los Materiales MaderaDocumento66 pagineTecnologia de Los Materiales MaderaFaustino Arce GomezNessuna valutazione finora
- Especificaciones Tecnicas - Teja AndinaDocumento10 pagineEspecificaciones Tecnicas - Teja AndinaFaustino Arce GomezNessuna valutazione finora
- Geotextiles - PinturasDocumento30 pagineGeotextiles - PinturasFaustino Arce GomezNessuna valutazione finora
- Diferencia Entre Proctor Estandar y ModificadoDocumento4 pagineDiferencia Entre Proctor Estandar y ModificadoFaustino Arce GomezNessuna valutazione finora
- Expo para TituloDocumento4 pagineExpo para TituloFaustino Arce GomezNessuna valutazione finora
- 1 DocumentosDocumento1 pagina1 DocumentosFaustino Arce GomezNessuna valutazione finora
- Capacidad Portante de SuelosDocumento25 pagineCapacidad Portante de SuelosYury Carrion Umeres50% (2)
- Metodo de Penetracion Estándar (SPT)Documento5 pagineMetodo de Penetracion Estándar (SPT)Porras OsktguiNessuna valutazione finora
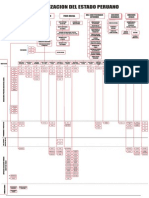
- Estructura Del Estado PeruanoDocumento11 pagineEstructura Del Estado PeruanomhuamaniNessuna valutazione finora
- Memoria Descriptiva de Levantamiento TopograficoDocumento18 pagineMemoria Descriptiva de Levantamiento TopograficoFaustino Arce Gomez100% (1)
- Topografía Aplicada A La Construcción de Carreteras PDFDocumento44 pagineTopografía Aplicada A La Construcción de Carreteras PDFDiego Armando TorresNessuna valutazione finora
- LIBRO Defensa Nacional2Documento31 pagineLIBRO Defensa Nacional2Faustino Arce GomezNessuna valutazione finora
- Los Pecados CapitalesDocumento18 pagineLos Pecados CapitalesFaustino Arce GomezNessuna valutazione finora
- Los Pecados CapitalesDocumento18 pagineLos Pecados CapitalesFaustino Arce GomezNessuna valutazione finora
- Esque Mates IsDocumento25 pagineEsque Mates IsFaustho Arce GomezNessuna valutazione finora
- Tesis 1Documento110 pagineTesis 1Bronco OrellanaNessuna valutazione finora
- Como Ensamblar Una ComputadoraDocumento17 pagineComo Ensamblar Una ComputadoraFaustino Arce GomezNessuna valutazione finora
- LIBRO Defensa Nacional2Documento31 pagineLIBRO Defensa Nacional2Faustino Arce GomezNessuna valutazione finora
- LIBRO Defensa Nacional2Documento31 pagineLIBRO Defensa Nacional2Faustino Arce GomezNessuna valutazione finora
- Clasificar Suelos de Acuerdo Al SUCS Y AASHTO Donado Por RudyDocumento12 pagineClasificar Suelos de Acuerdo Al SUCS Y AASHTO Donado Por Rudyleo17arge100% (2)
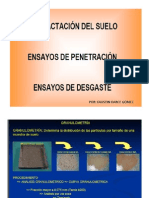
- Compactacion de SueloDocumento25 pagineCompactacion de SueloFaustino Arce GomezNessuna valutazione finora
- InhalacionesDocumento23 pagineInhalacionesFaustino Arce GomezNessuna valutazione finora
- Trabajo de TerminologiasDocumento16 pagineTrabajo de TerminologiasFaustino Arce GomezNessuna valutazione finora
- Madera Esxpo2013Documento42 pagineMadera Esxpo2013Faustino Arce GomezNessuna valutazione finora
- Instalacion de Agua CalienteDocumento12 pagineInstalacion de Agua CalienteFaustino Arce GomezNessuna valutazione finora
- Problemas - Abastecimiento de AguaDocumento12 pagineProblemas - Abastecimiento de AguaFaustino Arce GomezNessuna valutazione finora
- GeneralidadesDocumento5 pagineGeneralidadesmaryamNessuna valutazione finora
- El Petróleo Ha Sido Desde Comienzos Del Siglo XX Hasta El PresenteDocumento4 pagineEl Petróleo Ha Sido Desde Comienzos Del Siglo XX Hasta El PresenteraizocrilNessuna valutazione finora
- Ecosistema EmprendedorDocumento15 pagineEcosistema EmprendedorKäthëCdlmNessuna valutazione finora
- Tarea Seguimiento 1Documento11 pagineTarea Seguimiento 1Andres Lopez SuarezNessuna valutazione finora
- Manual Impuesto Cedular Al Activo Total NetoDocumento10 pagineManual Impuesto Cedular Al Activo Total NetoPescadito HNNessuna valutazione finora
- Practica Contable CATITA S.ADocumento3 paginePractica Contable CATITA S.AZOOL64% (11)
- Fisher Import AnteDocumento6 pagineFisher Import AnteRosario Coaguila DuranNessuna valutazione finora
- Por Qué Se Invierte y Por Qué Son Necesarios Los ProyectosDocumento4 paginePor Qué Se Invierte y Por Qué Son Necesarios Los Proyectosalexaiida100% (7)
- CAPITAL DE TRABAJO, VAN y TIRDocumento9 pagineCAPITAL DE TRABAJO, VAN y TIRarmandosandNessuna valutazione finora
- Malinchismo en MéxicoDocumento3 pagineMalinchismo en MéxicoAnahi Montserrat Vazquez PadillaNessuna valutazione finora
- 2Documento4 pagine2Vasquez Zelaya ZeusNessuna valutazione finora
- Ensayo Padre Rico Padre PobreDocumento5 pagineEnsayo Padre Rico Padre PobreLopez Arzola Ovilley75% (4)
- Enseñame A HablarDocumento3 pagineEnseñame A Hablarana100% (1)
- Estrategiaglobaldeauditoriay Plande Auditoria 310315Documento16 pagineEstrategiaglobaldeauditoriay Plande Auditoria 310315samNessuna valutazione finora
- CuestionarioDocumento6 pagineCuestionarioemeli salazar100% (6)
- Resolucion de Intervencion EconomicaDocumento4 pagineResolucion de Intervencion EconomicaStefani TorresNessuna valutazione finora
- Modelo de KanoDocumento10 pagineModelo de KanoAndresCubillosRamirezNessuna valutazione finora
- Practicas ContablesDocumento76 paginePracticas ContablesBettyCastilloMendez50% (2)
- Administración Del Hogar Desde El Proceso AdministrativoDocumento3 pagineAdministración Del Hogar Desde El Proceso AdministrativocesarNessuna valutazione finora
- ESTADISTICA (Practica Hasta Medidas de Tendencia Central)Documento5 pagineESTADISTICA (Practica Hasta Medidas de Tendencia Central)angela rpNessuna valutazione finora
- Matriz EFE - EjemploDocumento2 pagineMatriz EFE - Ejemploprofeaula2Nessuna valutazione finora
- Contabilidad de CostosDocumento80 pagineContabilidad de CostosArielReusMatiasNessuna valutazione finora
- Costo PromedioDocumento9 pagineCosto PromedioexpertomailNessuna valutazione finora
- INFORME #003 INFORME FINANCIERO SetiembreDocumento3 pagineINFORME #003 INFORME FINANCIERO SetiembreRiver Quispe SurcoNessuna valutazione finora
- Asado ArgentinoDocumento5 pagineAsado Argentinoronaldespinal7748Nessuna valutazione finora
- Doe Caxamarca Gas (Parte 2)Documento23 pagineDoe Caxamarca Gas (Parte 2)Frank ErickNessuna valutazione finora
- Exposicion de La Unidad 1Documento23 pagineExposicion de La Unidad 1Jesús Alejandro AndreaNessuna valutazione finora
- Acta de Reunio N para La Elaboracio N y Aprobacio N de Los Propo Sitos Del Programa de EstudiosDocumento5 pagineActa de Reunio N para La Elaboracio N y Aprobacio N de Los Propo Sitos Del Programa de EstudiosJhunior Rojas CadilloNessuna valutazione finora
- Nuevo Diseño Alemán - Selección de TextosDocumento6 pagineNuevo Diseño Alemán - Selección de TextosPatricio Mc MullenNessuna valutazione finora
- El Caso VoynichDocumento119 pagineEl Caso VoynichPatricia Rebeka Sainmartin100% (1)