Potrebbero piacerti anche
- 3.1-3.3 LaboratorioDocumento13 pagine3.1-3.3 LaboratorioAlessandra ArroyoNessuna valutazione finora
- Cuestionario 1Documento20 pagineCuestionario 1AlfonsoJimenezNessuna valutazione finora
- Herramientas y Control Estadístico de Calidad - Prof. Martha TesenDocumento5 pagineHerramientas y Control Estadístico de Calidad - Prof. Martha TesenGabriela Celis JóoNessuna valutazione finora
- P2 Costos CalidadDocumento20 pagineP2 Costos CalidadJhony Castañeda100% (1)
- Reporte Infrarrojo InstrumentalDocumento7 pagineReporte Infrarrojo InstrumentalMarco HernandezNessuna valutazione finora
- Cuantificacion de Glucosa en MermeladaDocumento7 pagineCuantificacion de Glucosa en Mermeladajuansalvadorgarciahe100% (2)
- Unidad 4Documento15 pagineUnidad 4Nickolas OvandoNessuna valutazione finora
- Método LSDDocumento3 pagineMétodo LSDJAVII (ʝą۷ıı)Nessuna valutazione finora
- Presentación Índices de Capacidad de ProcesosDocumento32 paginePresentación Índices de Capacidad de ProcesoslalaNessuna valutazione finora
- Presentación Muestro de Aceptacion 2014Documento43 paginePresentación Muestro de Aceptacion 2014Gabriel Alejandro Colque AriasNessuna valutazione finora
- Graficos de AtributosDocumento38 pagineGraficos de AtributosRicardo de reyNessuna valutazione finora
- PeroxidasaDocumento6 paginePeroxidasadanko_3000Nessuna valutazione finora
- Manual DoeDocumento51 pagineManual DoeAlexis ParedesNessuna valutazione finora
- Taller 2 ..Documento4 pagineTaller 2 ..Luisa Marulanda100% (1)
- Interpretacion de Cartas X-RDocumento6 pagineInterpretacion de Cartas X-RLilian Perez LoretoNessuna valutazione finora
- Lab Efecto FotoeléctricoDocumento5 pagineLab Efecto FotoeléctricoDaniel PulidoNessuna valutazione finora
- Comportamiento de Los Sistemas de MediciónDocumento11 pagineComportamiento de Los Sistemas de MediciónFranciscaNessuna valutazione finora
- Ejemplo Ruptura de Fibra SinteticaDocumento15 pagineEjemplo Ruptura de Fibra SinteticaVladimiro Ibañez Quispe0% (1)
- Unidad 1 Fundamentos Del Six SigmaDocumento16 pagineUnidad 1 Fundamentos Del Six SigmaDemetrio MotaNessuna valutazione finora
- Primer Ejercicio PortafolioDocumento14 paginePrimer Ejercicio Portafolioae_oliveraNessuna valutazione finora
- Tabla de MuestreoDocumento15 pagineTabla de MuestreoJimmy GranjaNessuna valutazione finora
- Eadm U1 Ea MiraDocumento13 pagineEadm U1 Ea MiraMichelle100% (1)
- Tolerancia Basculas y ProcedimientoDocumento15 pagineTolerancia Basculas y ProcedimientoHugoigg100% (2)
- Viabilidad CelularDocumento8 pagineViabilidad Celular.:("*"BLacK BuLLeT"*"):.Nessuna valutazione finora
- PresentaciónModelo DromeyDocumento11 paginePresentaciónModelo DromeyAngel DiazNessuna valutazione finora
- Cálculos de PH y pOH, Cuantificación ProteinasDocumento38 pagineCálculos de PH y pOH, Cuantificación Proteinassofia montenegroNessuna valutazione finora
- Nom 218 Ssa1 2011Documento107 pagineNom 218 Ssa1 2011Mayra CruzNessuna valutazione finora
- Taguchi y MuestreoDocumento38 pagineTaguchi y MuestreopmtmsNessuna valutazione finora
- Anexo 1 "Ejercicios CEP Aplicados A La Empresa Modelo"Documento18 pagineAnexo 1 "Ejercicios CEP Aplicados A La Empresa Modelo"Maylin Tascon100% (1)
- Aprovechamiento de Las Cáscaras de Plátano para La Producción de Un Colorante Utilizado en La Industria Textil.Documento4 pagineAprovechamiento de Las Cáscaras de Plátano para La Producción de Un Colorante Utilizado en La Industria Textil.Elverling Torres BarrazaNessuna valutazione finora
- Practica 1. Ir VodkaDocumento9 paginePractica 1. Ir VodkaStef VillaNessuna valutazione finora
- Introduccion A Las Tecnicas InstrumentalesDocumento17 pagineIntroduccion A Las Tecnicas InstrumentalesJessy VegaNessuna valutazione finora
- Antecedentes HazopDocumento1 paginaAntecedentes HazopangelitomhtNessuna valutazione finora
- Ejercicios de ParetoDocumento32 pagineEjercicios de Paretoblacklotus23Nessuna valutazione finora
- Taller Herramientas EstadisticasDocumento49 pagineTaller Herramientas Estadisticassonia100% (1)
- Cifras SignificativasDocumento3 pagineCifras SignificativasAndre BarrantesNessuna valutazione finora
- Analisis Estadistico Del Volumen de 1 Lote de 30 RondanasDocumento6 pagineAnalisis Estadistico Del Volumen de 1 Lote de 30 RondanasKhrizz ItzNessuna valutazione finora
- Trabajoen Grupo ParetoDocumento12 pagineTrabajoen Grupo ParetoJesus Alberto Polo VergaraNessuna valutazione finora
- Ejercicio 6Documento5 pagineEjercicio 6Jazmín Mozombite FloresNessuna valutazione finora
- Diseño FactorialDocumento12 pagineDiseño FactorialAngelo Toledo0% (1)
- Mi-For-Fo-28 Novedades AcademicasDocumento2 pagineMi-For-Fo-28 Novedades AcademicasJuan Manuel Peña RiañosNessuna valutazione finora
- Cap 6Documento36 pagineCap 6Carlos Venegas0% (1)
- Practica 3 - AntidepresivosDocumento9 paginePractica 3 - AntidepresivosAlmu GarciNessuna valutazione finora
- Parcelas Sub-Divididas. Interaccion Significativa - DBRDocumento41 pagineParcelas Sub-Divididas. Interaccion Significativa - DBRJUANNessuna valutazione finora
- Ejercicio 3 A La 2 PDFDocumento1 paginaEjercicio 3 A La 2 PDFAlvaro Solano GutierrezNessuna valutazione finora
- Informe Laboratorio de RegresionDocumento8 pagineInforme Laboratorio de RegresionEri IlseNessuna valutazione finora
- Diapositivas de Rompimiento Celular - Planta Piloto UAMDocumento32 pagineDiapositivas de Rompimiento Celular - Planta Piloto UAMMarco Ernesto100% (1)
- Ejercicios Seminario ExpDocumento7 pagineEjercicios Seminario ExpAngelica Daniela Cely GonzalezNessuna valutazione finora
- 4.3.2. Dinámicas GrupalesDocumento1 pagina4.3.2. Dinámicas GrupalesAndres EspadinNessuna valutazione finora
- Problemario Diseno de ExperimentosDocumento40 pagineProblemario Diseno de ExperimentosTammy KrasnohiraNessuna valutazione finora
- Tarea 3. Preguntas y Ejercicios Del Capitulo 1Documento4 pagineTarea 3. Preguntas y Ejercicios Del Capitulo 1Susana Pérez100% (1)
- BioetanolDocumento3 pagineBioetanolAdriana MarinNessuna valutazione finora
- Comisión Electrotécnica InternacionalDocumento3 pagineComisión Electrotécnica InternacionalRafael García Valencia0% (1)
- Examen de Diseños ExperimentalesDocumento7 pagineExamen de Diseños ExperimentalesDavid CPNessuna valutazione finora
- Caso ChakrabartyDocumento2 pagineCaso ChakrabartyalltheloversNessuna valutazione finora
- Taller #4 Control EstadisticoDocumento7 pagineTaller #4 Control EstadisticoYosdan PardoNessuna valutazione finora
- El Embudo de DemingDocumento9 pagineEl Embudo de DemingMonica Denisse Castillo Iracheta0% (1)
- Control Estadistico de La CalidadDocumento3 pagineControl Estadistico de La Calidadmiguel fNessuna valutazione finora
- CONTROL ESTADÍSTICO DE PROCESOS - EjerciciosDocumento5 pagineCONTROL ESTADÍSTICO DE PROCESOS - EjerciciosJesus Segura EscutiaNessuna valutazione finora
- Ejercicios Cartas de ControlDocumento4 pagineEjercicios Cartas de ControlHans AcuñaNessuna valutazione finora
- Ejercicio VnaDocumento6 pagineEjercicio VnaVictor Hurtado TwykerlandNessuna valutazione finora
- Ejercicios Proyectos de InversionDocumento5 pagineEjercicios Proyectos de InversionVictor Hurtado TwykerlandNessuna valutazione finora
- Lab Fisica I PDFDocumento50 pagineLab Fisica I PDFIsabel Cristina AndradeNessuna valutazione finora
- Laboratorio Medidas Mahecha PDFDocumento80 pagineLaboratorio Medidas Mahecha PDFLecheYepesNessuna valutazione finora
- Planes de Muestreo (Ejercicio Resueltos y Expo)Documento4 paginePlanes de Muestreo (Ejercicio Resueltos y Expo)Rodolfo Perez Piña50% (8)
- Sistemaindicadores-1para Medir Competitividad para El Sector Turismo ColombiaDocumento60 pagineSistemaindicadores-1para Medir Competitividad para El Sector Turismo ColombiaOlmedo FarfanNessuna valutazione finora
- Guadeejerciciosaplicacindelacalidad 111109220040 Phpapp01Documento113 pagineGuadeejerciciosaplicacindelacalidad 111109220040 Phpapp01Nena Flores75% (8)
- Estudio R y RDocumento11 pagineEstudio R y RVictor Hurtado TwykerlandNessuna valutazione finora
- Taller 14Documento2 pagineTaller 14Victor Hurtado TwykerlandNessuna valutazione finora
- Curso CEPDocumento307 pagineCurso CEPPatrick VenerosNessuna valutazione finora
- Guía Práctica de Pérdidas-Mecanica de FluidosDocumento2 pagineGuía Práctica de Pérdidas-Mecanica de FluidosVictor Hurtado TwykerlandNessuna valutazione finora
- Elementos de ResorteDocumento21 pagineElementos de ResorteDaniel Rodriguez0% (1)
- Actividad 16 Evidencia 2 Matriz de RiesgosDocumento22 pagineActividad 16 Evidencia 2 Matriz de RiesgosNelson PrinsNessuna valutazione finora
- Presentaciòn 2 Del Curso Dinàmica de Fluidos ComputacionalDocumento12 paginePresentaciòn 2 Del Curso Dinàmica de Fluidos ComputacionalReishel LNessuna valutazione finora
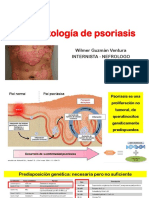
- Fisiopatología de Psoriasis: Wilmer Guzmán Ventura Internista - NefrologoDocumento53 pagineFisiopatología de Psoriasis: Wilmer Guzmán Ventura Internista - NefrologoMonica García Gutierrez100% (2)
- UntitledDocumento3 pagineUntitledJime SarabiaNessuna valutazione finora
- 01 Practico Nc2ba1 PH Acidos y BasesDocumento2 pagine01 Practico Nc2ba1 PH Acidos y Basesbiologia1713Nessuna valutazione finora
- Taller # 4 Ciencias Naturales Grado SextoDocumento15 pagineTaller # 4 Ciencias Naturales Grado Sextoluz gicela gonzalez acevedoNessuna valutazione finora
- Encofrados Deslizantes-InformeDocumento29 pagineEncofrados Deslizantes-InformeElvis Edgar Vera Regalado67% (3)
- Practica ConteoDocumento14 paginePractica ConteoJavierPeraltaNessuna valutazione finora
- Iberoamericana FinalDocumento27 pagineIberoamericana FinalLourdes MoorNessuna valutazione finora
- Ensayos A Transformadores Monofásico y TrifasicoDocumento146 pagineEnsayos A Transformadores Monofásico y Trifasicorecatuby100% (4)
- Propuesta Tecnica Aislamiento PlantaDocumento72 paginePropuesta Tecnica Aislamiento PlantaJorch Galvan100% (1)
- GuíaTarea 1 - Reconocimiento de Las Generalidades Del Servicio FarmacéuticoDocumento5 pagineGuíaTarea 1 - Reconocimiento de Las Generalidades Del Servicio FarmacéuticoViviana CastroNessuna valutazione finora
- Tabla Periódica, Configuración Electrónica y Enlace Químico de Los ElementosDocumento4 pagineTabla Periódica, Configuración Electrónica y Enlace Químico de Los Elementosvladimir divasNessuna valutazione finora
- Curso PenduloDocumento76 pagineCurso Penduloanboto367% (3)
- Seminario de Integración Y Práctica ProfesionalDocumento8 pagineSeminario de Integración Y Práctica ProfesionalMaria Victoria RodriguezNessuna valutazione finora
- Seminario IIDocumento1 paginaSeminario IIPromedio SjlNessuna valutazione finora
- CARROLL - Haciendo Filosofía Mediante La Imagen en MovimientoDocumento27 pagineCARROLL - Haciendo Filosofía Mediante La Imagen en MovimientorosenbergalapeNessuna valutazione finora
- Planeacion Didactica PreescolarDocumento9 paginePlaneacion Didactica PreescolarMass SpinolaNessuna valutazione finora
- Proyecto de Vida Version 6.0Documento8 pagineProyecto de Vida Version 6.0Alexandra AristizabalNessuna valutazione finora
- Cuestionario para El Estudio de EntomologíaDocumento4 pagineCuestionario para El Estudio de EntomologíaVeronica DitranoNessuna valutazione finora
- El Método Rápido para Eliminar Tus Malos HábitosDocumento80 pagineEl Método Rápido para Eliminar Tus Malos Hábitosishmathic100% (1)
- Fundamentos de La Logica Matematica LiliDocumento115 pagineFundamentos de La Logica Matematica LiliDayle GarciaNessuna valutazione finora
- Comision 3BDocumento4 pagineComision 3BMary H AlvaradoNessuna valutazione finora
- Cups Diferenciales Rias MP y Pms Hospital Me Patarroyo Ips Sas ComisionesDocumento17 pagineCups Diferenciales Rias MP y Pms Hospital Me Patarroyo Ips Sas ComisionesLeonardo ReyesNessuna valutazione finora
- 02 Aplicar Recursividad (Induccion Matematica y Recursion) PDFDocumento4 pagine02 Aplicar Recursividad (Induccion Matematica y Recursion) PDF:v jejejejejeNessuna valutazione finora
- Reporte - Ceim - Clasificacion de MaterialesDocumento5 pagineReporte - Ceim - Clasificacion de MaterialesJose Ivan RodriguezNessuna valutazione finora
- 8.3 ContabilidadDocumento4 pagine8.3 Contabilidadgenesis fernandezNessuna valutazione finora
- Cuadro de Las Funciones Yoicas Segun L BellakDocumento1 paginaCuadro de Las Funciones Yoicas Segun L Bellakpsicologos91189% (19)
- (TM) Renault Manual de Taller Renault Clio 2001Documento72 pagine(TM) Renault Manual de Taller Renault Clio 2001Gerardo Sánchez100% (7)